一种无模胚的复杂曲面铸造注塑模具
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及注塑模具的技术领域,特别是涉及一种无模胚的复杂曲面铸造注塑模具。
背景技术
目前技术公用的注塑模具是生产塑胶制品的工具,注塑企业在实际生产中都要求讲究质量和效率,在质量已满足客户要求的同时,效率的提高就成了提高单个产品利润的关键所在。但是,传统方式的模具制造中首选的模胚设计方案是为每套模具配备标准模胚,然而在实际成型生产时,塑胶模具的模胚边缘都会留有间距,于此同时随着注塑产品尺寸的加大和造型的复杂程度加大,加之行位的预留空间,使得注塑模具的总体尺寸和重量越来越大,就会要求使用更大吨位的注塑成型机,同时注塑效率随之降低,无疑增加了注塑成本。
发明内容
本发明的目的是提供一种无模胚的复杂曲面铸造注塑模具,以解决上述现有技术存在的问题,使注塑模具减少模胚和注塑模具的总体尺寸,降低注塑成本。
为实现上述目的,本发明提供了如下方案:
本发明提供了一种无模胚的复杂曲面铸造注塑模具,包括基板、前模芯、后模芯和定位柱,所述前模芯和所述后模芯的外侧均可拆卸连接有一所述基板,所述前模芯和所述后模芯通过所述定位柱相对连接且两个型腔能够拼装成注塑模型,所述前模芯、所述后模芯和所述基板上分别设置有若干个相对应的导向孔,所述导向孔内设置有所述定位柱,所述导向孔均设置于所述型腔外围。
优选的,所述导向孔根据所述型腔外围面积的大小设置有直径为40mm、30mm和25mm三种型号,所述定位柱对应设置有三种型号。
优选的,所述型腔外围的定位柱至少设置有四个且能够布局均匀。
优选的,所述前模芯通过拉杆插接有便于起模的直顶,且所述拉杆能够脱离所述直顶,所述直顶的底部通过沉孔和螺栓连接于所述后模芯上,所述直顶的部分上表面能够与所述后模芯的型腔相拼接。
优选的,所述前模芯的一侧设置有前模铲基,所述前模铲基连接于所述基板上。
优选的,所述后模芯的一侧设置有行位,所述行位与所述前模铲基的内表面相匹配且位于所述前模铲基的内侧,所述行位连接有一油缸。
优选的,所述行位与所述前模铲基的两侧均设置有方铁,两个所述方铁相对设置且通过所述定位柱连接。
优选的,所述前模芯和所述后模芯分别与所述基板通过螺栓连接。
本发明相对于现有技术取得了以下技术效果:
本发明的无模胚的复杂曲面铸造注塑模具明显缩小了模具的体积和重量,可以减小注塑机的吨位,节约制造成本,同时提高了注塑效率,适用于注塑产品尺寸大和造型的复杂程度大的各种模具制造。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
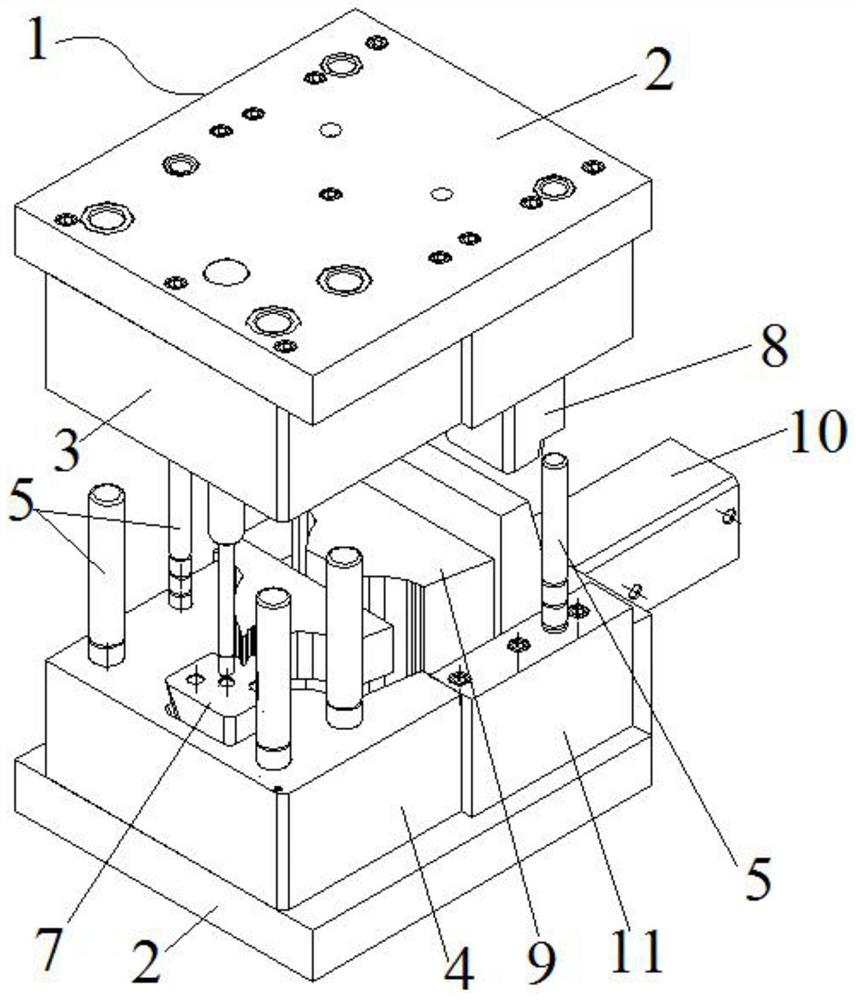
图1为本发明无模胚的复杂曲面铸造注塑模具的结构示意图一;
图2为本发明无模胚的复杂曲面铸造注塑模具的结构示意图二;
图3为本发明中前基板上的结构示意图;
图4为本发明中后基板上的结构示意图;
其中:1-无模胚的复杂曲面铸造注塑模具,2-基板,3-前模芯,4-后模芯,5-定位柱,6-导向孔,7-直顶,8-前模铲基,9-行位,10-油缸,11-方铁。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种无模胚的复杂曲面铸造注塑模具,以解决现有技术存在的问题,使注塑模具减少模胚和注塑模具的总体尺寸,降低注塑成本。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
如图1至图4所示:本实施例提供了一种无模胚的复杂曲面铸造注塑模具1,包括基板2、前模芯3、后模芯4和定位柱5,前模芯3和后模芯4的外侧均可拆卸连接有一基板2,前模芯3和后模芯4通过定位柱5相对连接且两个型腔能够拼装成注塑模型,前模芯3、后模芯4和基板2上分别设置有若干个相对应的导向孔6,导向孔6内设置有定位柱5,导向孔6均设置于型腔外围。其中,前模芯3和后模芯4分别与基板2通过螺栓连接。
导向孔6根据型腔外围面积的大小设置有直径为40mm、30mm和25mm三种型号,定位柱5对应设置有三种型号。型腔外围的定位柱5至少设置有四个且能够布局均匀。
前模芯3通过拉杆插接有便于起模的直顶7,拉杆与直顶7上的孔过盈配合且拉杆受到一定的开模力后能够脱离直顶7,直顶7底部通过沉孔和螺栓连接于后模芯4上,合模时螺栓可藏于直顶7内,直顶7的部分上表面能够与后模芯4的型腔相拼接,便于起模。
前模芯3的一侧设置有前模铲基8,前模铲基8连接于基板2上。后模芯4的一侧设置有行位9,适用于型腔内中空的模具或注塑模型曲面大的模具,行位9与前模铲基8的内表面相匹配且位于前模铲基8的内侧,行位9连接有一油缸10,便于出模。
行位9与前模铲基8的四周均设置有方铁11,行位9与前模铲基8上的方铁11相对设置且通过定位柱5连接。
本实施例的无模胚的复杂曲面铸造注塑模具1明显缩小了模具的体积和重量,可以相应减小注塑机的吨位,节约制造成本,同时提高了注塑效率和经济效益,适用于注塑产品尺寸大和造型的复杂程度大的各种模具制造。
本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种无模胚的复杂曲面铸造注塑模具
- 一种无模胚的复杂曲面铸造注塑模具