一种进气管预配的定位工装
文献发布时间:2023-06-19 11:24:21
技术领域
本发明属于进气管安装技术领域,具体为一种进气管预配的定位工装。
背景技术
发动机的进气管上有许多配件,在往发动机上安装前需要进行预配安装,就是先将进去管上的配件安装完成后,在将进气管安装在发动机上;
目前的进气管进行预配安装时,场缺少进气管固定工具操作工用手固定进气管,装配过程给接头定力矩困难。
发明内容
本发明的目的在于解决背景技术中的问题,提供一种进气管预配的定位工装。
本发明采用的技术方案如下:
一种进气管预配的定位工装,包括:
工装底板,所述工装底板的顶面设有一侧缓冲橡胶垫,所述工装底板的顶面中部位置开设有一条移动槽;
定位装置,所述定位装置的数量为两组,且两组定位装置对称设置在工装底板的移动槽内;以及
驱动拨杆,所述驱动拨杆设置在工装底板的一端,所述驱动拨杆的一端焊接有驱动转轮,所述驱动转轮通过转轴安装在工装底板的内部。
优选的,所述定位装置包括定位杆,所述定位杆的底端焊接有滑动块,所述滑动块的一侧焊接有限位块,所述工装底板的内部靠近限位块的位置开设有与限位块相契合的限位轨道槽。
优选的,所述定位杆通过滑动块可在移动槽内延槽壁方向自由滑动,所述滑动块的宽度等于定位杆截面的半径。
优选的,所述工装底板的内部靠近其中一组滑动块的侧面设有固定夹板,且固定夹板与该滑动块的侧面接触,所述工装底板的内部靠近另一组滑动块的侧面设有活动夹板,所述固定夹板和活动夹板与滑动块的接触面均设有橡胶垫。
优选的,所述活动夹板的底面焊接有伸缩杆,所述伸缩杆远离活动夹板的一端活动连接有连接杆,所述连接杆远离伸缩杆的一端与驱动转轮的顶面偏心位置活动连接。
优选的,所述工装底板的端面靠近驱动拨杆的位置开设有与驱动拨杆相契合的收纳槽。
优选的,所述定位杆的侧表面套有一层橡胶套。
综上所述,由于采用了上述技术方案,本发明的有益效果是:
1、本发明中,可以根据进气管上螺纹孔的位置调节两组定位装置的位置,使定位装置上的定位杆与进气管上螺纹孔的位置一一对应,然后将进气管放在缓冲橡胶垫上,同时保证定位杆插入进气管上的螺纹孔,实现对进气管位置的固定,便于进气管的预配安装,设置的缓冲橡胶垫和橡胶套可以起到保护作用。
2、本发明中,转动驱动拨杆,驱动拨杆可以带动驱动转轮转动,驱动转轮通过伸缩杆带动活动夹板滑动,使活动夹板紧紧夹在定位装置4的侧面,实现两组定位装置位置的固定,便于进气管预配的定位。
附图说明
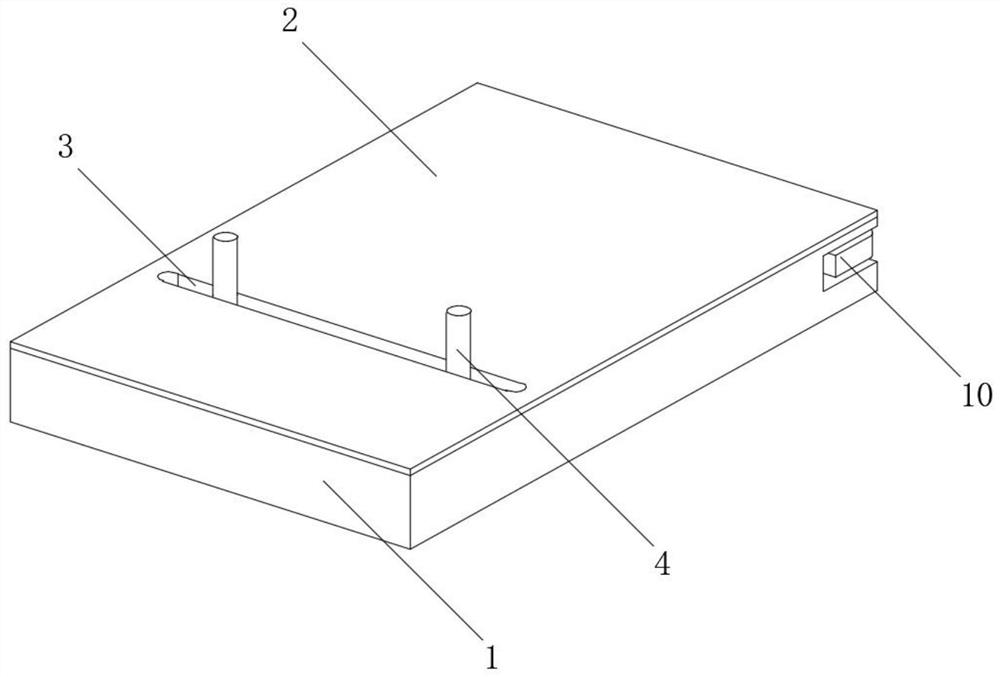
图1为本发明的内结构示意图;
图2为本发明中顶面的内部结构图;
图3为本发明中定位装置的结构示意图。
图中标记:1、工装底板;2、缓冲橡胶垫;3、移动槽;4、定位装置;41、定位杆;42、滑动块;43、限位块;5、固定夹板;6、活动夹板;7、伸缩杆;8、连接杆;9、驱动转轮;10、驱动拨杆。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
参照图1-3,一种进气管预配的定位工装,包括工装底板1,工装底板1的顶面设有一侧缓冲橡胶垫2,工装底板1的顶面中部位置开设有一条移动槽3;定位装置4,定位装置4的数量为两组,且两组定位装置4对称设置在工装底板1的移动槽3内,定位装置4包括定位杆41,定位杆41的底端焊接有滑动块42,滑动块42的一侧焊接有限位块43,工装底板1的内部靠近限位块43的位置开设有与限位块43相契合的限位轨道槽,定位杆41通过滑动块42可在移动槽3内延槽壁方向自由滑动,滑动块42的宽度等于定位杆41截面的半径,定位杆41的侧表面套有一层橡胶套;
通过采用上述技术方案:
可以根据进气管上螺纹孔的位置调节两组定位装置4的位置,使定位装置4上的定位杆41与进气管上螺纹孔的位置一一对应,然后将进气管放在缓冲橡胶垫2上,同时保证定位杆41插入进气管上的螺纹孔,实现对进气管位置的固定,便于进气管的预配安装,设置的缓冲橡胶垫2和橡胶套可以起到保护作用。
驱动拨杆10,驱动拨杆10设置在工装底板1的一端,驱动拨杆10的一端焊接有驱动转轮9,驱动转轮9通过转轴安装在工装底板1的内部,工装底板1的内部靠近其中一组滑动块42的侧面设有固定夹板5,且固定夹板5与该滑动块42的侧面接触,工装底板1的内部靠近另一组滑动块42的侧面设有活动夹板6,固定夹板5和活动夹板6与滑动块42的接触面均设有橡胶垫,活动夹板6的底面焊接有伸缩杆7,伸缩杆7远离活动夹板6的一端活动连接有连接杆8,连接杆8远离伸缩杆7的一端与驱动转轮9的顶面偏心位置活动连接,工装底板1的端面靠近驱动拨杆10的位置开设有与驱动拨杆10相契合的收纳槽。
通过采用上述技术方案:
转动驱动拨杆10,驱动拨杆10可以带动驱动转轮9转动,驱动转轮9通过伸缩杆7带动活动夹板6滑动,使活动夹板6紧紧夹在定位装置4的侧面,实现两组定位装置4位置的固定,便于进气管预配的定位。
工作原理,参照图1-3,使用时根据进气管上螺纹孔的位置调节两组定位装置4的位置,使定位装置4上的定位杆41与进气管上螺纹孔的位置一一对应,然后转动驱动拨杆10,驱动拨杆10可以带动驱动转轮9转动,驱动转轮9通过伸缩杆7带动活动夹板6滑动,使活动夹板6紧紧夹在定位装置4的侧面,实现两组定位装置4位置的固定,最后将进气管放在缓冲橡胶垫2上,同时保证定位杆41插入进气管上的螺纹孔。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种进气管预配的定位工装
- 一种用于配油盘的配油孔钻孔定位工装