一种冲压设备智能送料装置
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及一种冲压领域,尤其涉及一种冲压设备智能送料装置。
背景技术
冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状、尺寸和性能的产品零件的生产技术,冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点,冲压可制出其他方法难于制造的带有加强筋、冲压件、冲压件肋、起伏或翻边的工件,以提高其刚性,由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等,丝瓜络因其原生态功效,加上透气吸汗防臭,柔软舒适,无甲醛等成分,使得丝瓜络制成的产品特受人们喜爱。
目前丝瓜络需要经过冲压制作成产品初模,在进行冲压之前还需要将其压成片材,现有技术为工作人员将丝瓜络送入两个压辊之间,在压辊的另一端由另一位工作人员拉扯,每次只能加工一根丝瓜络,效率低,另外进行冲压时是将几片丝瓜络堆叠在一起冲压,如果每片丝瓜络的大小相差过大,会导致有的丝瓜络的边缘被冲压,制得的产品初模会存在缺陷,且在冲压时丝瓜络之间容易发生相对移动,导致每片丝瓜络冲压处的形状不一致,影响产品的一致性。
综上,需要研发一种冲压设备智能送料装置,来克服上述问题。
发明内容
为了克服目前丝瓜络需要经过冲压制作成产品初模,在进行冲压之前还需要将其压成片材,现有技术为工作人员将丝瓜络送入两个压辊之间,在压辊的另一端由另一位工作人员拉扯,每次只能加工一根丝瓜络,效率低,另外进行冲压时是将几片丝瓜络堆叠在一起冲压,如果每片丝瓜络的大小相差过大,会导致有的丝瓜络的边缘被冲压,制得的产品初模会存在缺陷,且在冲压时丝瓜络之间容易发生相对移动,导致每片丝瓜络冲压处的形状不一致,影响产品的一致性的缺点,本发明的技术问题:将丝瓜络压成片材效率低,丝瓜络冲压时容易发生相对移动错位。
本发明的技术实施方案是:一种冲压设备智能送料装置,包括有底架、上料单元、压合紧固单元、电动传送带、控制屏、第一支架、支柱、防滑垫、第二支架、第三支架和第四支架;底架与上料单元相连接;底架与压合紧固单元相连接;底架与电动传送带相连接;底架与第一支架相连接;底架与支柱相连接;底架与第二支架相连接;底架与第三支架相连接;底架与第四支架相连接;上料单元内的第二锥齿轮与压合紧固单元内的第二压合紧固机构相连接;上料单元内的蜗轮与压合紧固单元内的第一压合紧固机构相连接;上料单元与第二支架相连接;上料单元与第三支架相连接;上料单元与第四支架相连接;控制屏与第一支架相连接;支柱与防滑垫相连接。
可选地,上料单元包括有电机、第一传动杆、第一锥齿轮、第二锥齿轮、第一传动轮、异形轮、蜗杆、第二传动轮、第一压辊、第二压辊、第一直滑块、第二直滑块、第一丝杆、第二丝杆、第一支板、第二支板、第三传动轮、转动板、第一转动轴、滑杆、弹簧杆、第三直滑块、直推板、锥形斗、第一分流箱、第二分流箱、第三分流箱、蜗轮和第三直滑轨;电机与第四支架相连接;电机输出轴与第一传动杆进行固接;第一传动杆外表面与第一锥齿轮进行固接;第一传动杆外表面与第一传动轮进行固接;第一传动杆外表面与异形轮进行固接;第一传动杆外表面与蜗杆进行固接;第一传动杆外表面与底架进行转动连接;第一传动杆外表面与第二支架相连接;第一传动杆外表面与第三支架相连接;第一锥齿轮与第二锥齿轮相啮合;第二锥齿轮与压合紧固单元相连接;第一传动轮外环面通过皮带与第二传动轮进行传动连接;异形轮与第三传动轮相连接;蜗杆与蜗轮相啮合;蜗轮与压合紧固单元相连接;第二传动轮内部轴心与第一压辊进行固接;第一压辊上方设置有第二压辊;第二压辊一端与第一直滑块进行转动连接;第二压辊另一端与第二直滑块进行转动连接;第一直滑块与第一丝杆进行旋接;第一直滑块与第一支板进行滑动连接;第一支板与第二支架相连接;第二直滑块与第二丝杆进行旋接;第二直滑块与第二支板进行滑动连接;第二支板与第三支架相连接;第一丝杆与第一支板进行旋接;第二丝杆与第二支板进行旋接;第三传动轮通过转轴与转动板相连接;转动板与第一转动轴进行转动连接;第一转动轴与底架进行固接;转动板与滑杆进行固接;滑杆与弹簧杆进行固接;弹簧杆与底架进行固接;滑杆与第三直滑块进行滑动连接;第三直滑块与第三直滑轨进行滑动连接;第三直滑轨与底架进行固接;第三直滑块与直推板进行固接;直推板侧边设置有第一分流箱、第二分流箱和第三分流箱;锥形斗与第二支架相连接;锥形斗与第三支架相连接;锥形斗与第一分流箱、第二分流箱和第三分流箱进行固接。
可选地,压合紧固单元包括有直板、斜板、第一压合紧固机构和第二压合紧固机构;直板与底架进行固接;直板与斜板相连接;斜板与底架进行固接;斜板一侧设置有第一压合紧固机构;斜板另一侧设置有第二压合紧固机构;第一压合紧固机构与底架相连接;第一压合紧固机构与蜗轮相连接;第二压合紧固机构与底架相连接;第二压合紧固机构与第二锥齿轮相连接。
可选地,第二压合紧固机构包括有第二传动杆、第一直齿轮、第二直齿轮、杆套、第三锥齿轮、第一连接板、电动推杆、第四锥齿轮、第三传动杆、第四传动轮、第五传动轮、第四传动杆、第一连杆、第二连杆、第二连接板、第一直滑轨、第二直滑轨、电动压合框、承接板、第一电动推板、第一电动滑轨、第二电动滑轨、第三电动滑轨、第一电动滑块、第一环形滑轨、第一环形滑块、第三直齿轮、第一胶布辊、第四电动滑轨、第二电动滑块、第二环形滑轨、第二环形滑块、第四直齿轮、第二胶布辊、第五电动滑轨、第二电动推板和压板;第二传动杆外表面与第一直齿轮进行固接;第二传动杆外表面与第二直齿轮进行固接;第二锥齿轮与第二传动杆进行固接;第二传动杆外表面与底架进行转动连接;第二传动杆外表面与杆套进行滑动连接;第一直齿轮下方设置有第四直齿轮;第二直齿轮下方设置有第三直齿轮;杆套外表面与第三锥齿轮进行固接;杆套外表面与第一连接板进行转动连接;第一连接板与电动推杆进行固接;电动推杆与底架进行固接;第三锥齿轮侧边设置有第四锥齿轮;第四锥齿轮内部轴心与第三传动杆进行固接;第三传动杆外表面与底架进行转动连接;第三传动杆外表面与第四传动轮进行固接;第四传动轮外环面通过皮带与第五传动轮进行传动连接;第五传动轮内部轴心与第四传动杆进行固接;第四传动杆外表面与底架进行转动连接;第四传动杆外表面与第一连杆进行固接;第一连杆通过转轴与第二连杆进行转动连接;第二连杆通过转轴与第二连接板进行转动连接;第二连接板与压板进行固接;压板与第一直滑轨进行滑动连接;第一直滑轨与底架进行固接;压板与第二直滑轨进行滑动连接;第二直滑轨与底架进行固接;压板下方设置有电动压合框;电动压合框与第二电动滑轨进行滑动连接;电动压合框侧边设置有承接板;承接板与底架进行固接;承接板上方设置有第一电动推板;第一电动推板与第一电动滑轨进行滑动连接;第二电动滑轨上方设置有第五电动滑轨;第三电动滑轨与底架进行固接;第二电动滑轨一侧设置有第三电动滑轨;第二电动滑轨与底架进行固接;第二电动滑轨另一侧设置有第四电动滑轨;第三电动滑轨与第一电动滑块进行滑动连接;第一电动滑块与第一环形滑轨进行固接;第一环形滑轨与第一环形滑块进行滑动连接;第一环形滑块外表面与第三直齿轮进行固接;第一环形滑块与第一胶布辊进行固接;第四电动滑轨与底架进行固接;第四电动滑轨与第二电动滑块进行滑动连接;第二电动滑块与第二环形滑轨进行固接;第二环形滑轨与第二环形滑块进行滑动连接;第二环形滑块外表面与第四直齿轮进行固接;第二环形滑块与第二胶布辊进行固接;第五电动滑轨与第二电动推板进行滑动连接;第二电动推板下方设置有第四直滑轨;第五电动滑轨与底架进行固接;第四直滑轨与底架进行固接。
可选地,异形轮由一个圆盘切掉一部分扇形块组成,缺口处的中间凸起。
可选地,第一分流箱、第二分流箱和第三分流箱的宽度只能放置一根丝瓜络且最下端设置有孔槽仅供一根丝瓜络通过。
可选地,斜板上设置有两种孔槽,靠近直板处的孔槽更小。
可选地,第二传动杆与杆套连接处外环面设置有直切面。
与现有技术相比,本发明具有如下优点:为解决目前丝瓜络需要经过冲压制作成产品初模,在进行冲压之前还需要将其压成片材,现有技术为工作人员将丝瓜络送入两个压辊之间,在压辊的另一端由另一位工作人员拉扯,每次只能加工一根丝瓜络,效率低,另外进行冲压时是将几片丝瓜络堆叠在一起冲压,如果每片丝瓜络的大小相差过大,会导致有的丝瓜络的边缘被冲压,制得的产品初模会存在缺陷,且在冲压时丝瓜络之间容易发生相对移动,导致每片丝瓜络冲压处的形状不一致,影响产品的一致性。
本发明通过设置上料单元和压合紧固单元;使用时先将冲压设备智能送料装置放置到所要使用的位置,调节支柱,使底架呈水平,支柱下方与防滑垫相连接,起到防护的作用,然后外接电源,通过与第一支架相连接的控制屏控制启动该装置;将去皮籽漂白后的丝瓜络横向放置在与第二支架、第三支架和第四支架相连接的上料单元内,上料单元启动将丝瓜络连续压成片材后转移至压合紧固单元内,上料单元联动压合紧固单元将片材丝瓜络分类后堆叠在一起,并对片材的两端缠绕胶带进行固定,防止冲压时片材发生相对移动,保证产品的一致性,然后转移至电动传送带上,由电动传送带将丝瓜络传送至冲压机构内进行冲压。
本发明实现了对丝瓜络进行连续的上料压片,然后将片材分类堆叠固定,再传送至冲压单元内进行冲压,保证了冲压产品的一致性。
附图说明
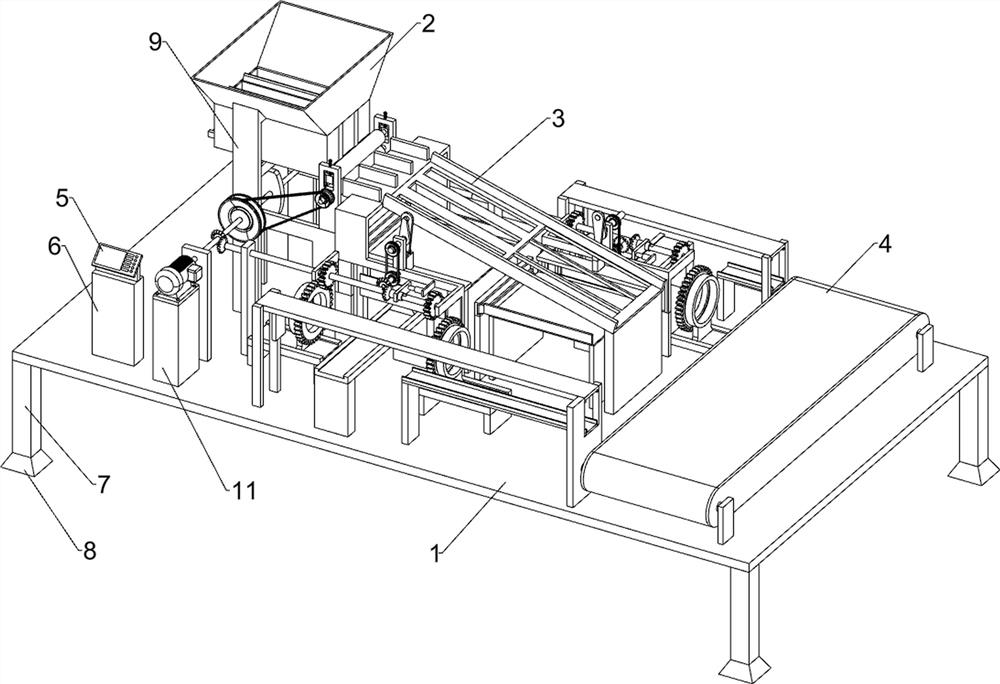
图1为本发明的第一种立体结构示意图;
图2为本发明的第二种立体结构示意图;
图3为本发明的上料单元第一种立体结构示意图;
图4为本发明的上料单元第二种立体结构示意图;
图5为本发明的上料单元的局部立体结构示意图;
图6为本发明的压合紧固单元第一种立体结构示意图;
图7为本发明的压合紧固单元第二种立体结构示意图;
图8为本发明的第二压合紧固机构立体结构示意图;
图9为本发明的第二压合紧固机构的局部立体结构示意图。
附图中各零部件的标记如下:1:底架,2:上料单元,3:压合紧固单元,4:电动传送带,5:控制屏,6:第一支架,7:支柱,8:防滑垫,9:第二支架,10:第三支架,11:第四支架,201:电机,202:第一传动杆,203:第一锥齿轮,204:第二锥齿轮,205:第一传动轮,206:异形轮,207:蜗杆,208:第二传动轮,209:第一压辊,2010:第二压辊,2011:第一直滑块,2012:第二直滑块,2013:第一丝杆,2014:第二丝杆,2015:第一支板,2016:第二支板,2017:第三传动轮,2018:转动板,2019:第一转动轴,2020:滑杆,2021:弹簧杆,2022:第三直滑块,2023:直推板,2024:锥形斗,2025:第一分流箱,2026:第二分流箱,2027:第三分流箱,2028:蜗轮,2029:第三直滑轨,301:直板,302:斜板,303:第一压合紧固机构,304:第二压合紧固机构,30401:第二传动杆,30402:第一直齿轮,30403:第二直齿轮,30404:杆套,30405:第三锥齿轮,30406:第一连接板,30407:电动推杆,30408:第四锥齿轮,30409:第三传动杆,304010:第四传动轮,304011:第五传动轮,304012:第四传动杆,304013:第一连杆,304014:第二连杆,304015:第二连接板,304016:第一直滑轨,304017:第二直滑轨,304018:电动压合框,304019:承接板,304020:第一电动推板,304021:第一电动滑轨,304022:第二电动滑轨,304023:第三电动滑轨,304024:第一电动滑块,304025:第一环形滑轨,304026:第一环形滑块,304027:第三直齿轮,304028:第一胶布辊,304029:第四电动滑轨,304030:第二电动滑块,304031:第二环形滑轨,304032:第二环形滑块,304033:第四直齿轮,304034:第二胶布辊,304035:第五电动滑轨,304036:第二电动推板,304037:压板,304038:第四直滑轨。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
一种冲压设备智能送料装置,如图1-9所示,包括有底架1、上料单元2、压合紧固单元3、电动传送带4、控制屏5、第一支架6、支柱7、防滑垫8、第二支架9、第三支架10和第四支架11;底架1与上料单元2相连接;底架1与压合紧固单元3相连接;底架1与电动传送带4相连接;底架1与第一支架6相连接;底架1与支柱7相连接;底架1与第二支架9相连接;底架1与第三支架10相连接;底架1与第四支架11相连接;上料单元2内的第二锥齿轮204与压合紧固单元3内的第二压合紧固机构304相连接;上料单元2内的蜗轮2028与压合紧固单元3内的第一压合紧固机构303相连接;上料单元2与第二支架9相连接;上料单元2与第三支架10相连接;上料单元2与第四支架11相连接;控制屏5与第一支架6相连接;支柱7与防滑垫8相连接。
使用时先将冲压设备智能送料装置放置到所要使用的位置,调节支柱7,使底架1呈水平,支柱7下方与防滑垫8相连接,起到防滑的作用,然后外接电源,通过与第一支架6相连接的控制屏5控制启动该装置;将去皮籽漂白后的丝瓜络横向放置在与第二支架9、第三支架10和第四支架11相连接的上料单元2内,上料单元2启动将丝瓜络连续压成片材后转移至压合紧固单元3内,上料单元2联动压合紧固单元3将片材丝瓜络分类后堆叠在一起,并对片材的两端缠绕胶带进行固定,防止冲压时片材发生相对移动,保证产品的一致性,然后转移至电动传送带4上,由电动传送带4将丝瓜络传送至冲压机构内进行冲压;本发明实现了对丝瓜络进行连续的上料压片,然后将片材分类堆叠固定,再传送至冲压单元内进行冲压,保证了冲压产品的一致性。
上料单元2包括有电机201、第一传动杆202、第一锥齿轮203、第二锥齿轮204、第一传动轮205、异形轮206、蜗杆207、第二传动轮208、第一压辊209、第二压辊2010、第一直滑块2011、第二直滑块2012、第一丝杆2013、第二丝杆2014、第一支板2015、第二支板2016、第三传动轮2017、转动板2018、第一转动轴2019、滑杆2020、弹簧杆2021、第三直滑块2022、直推板2023、锥形斗2024、第一分流箱2025、第二分流箱2026、第三分流箱2027、蜗轮2028和第三直滑轨2029;电机201与第四支架11相连接;电机201输出轴与第一传动杆202进行固接;第一传动杆202外表面与第一锥齿轮203进行固接;第一传动杆202外表面与第一传动轮205进行固接;第一传动杆202外表面与异形轮206进行固接;第一传动杆202外表面与蜗杆207进行固接;第一传动杆202外表面与底架1进行转动连接;第一传动杆202外表面与第二支架9相连接;第一传动杆202外表面与第三支架10相连接;第一锥齿轮203与第二锥齿轮204相啮合;第二锥齿轮204与压合紧固单元3相连接;第一传动轮205外环面通过皮带与第二传动轮208进行传动连接;异形轮206与第三传动轮2017相连接;蜗杆207与蜗轮2028相啮合;蜗轮2028与压合紧固单元3相连接;第二传动轮208内部轴心与第一压辊209进行固接;第一压辊209上方设置有第二压辊2010;第二压辊2010一端与第一直滑块2011进行转动连接;第二压辊2010另一端与第二直滑块2012进行转动连接;第一直滑块2011与第一丝杆2013进行旋接;第一直滑块2011与第一支板2015进行滑动连接;第一支板2015与第二支架9相连接;第二直滑块2012与第二丝杆2014进行旋接;第二直滑块2012与第二支板2016进行滑动连接;第二支板2016与第三支架10相连接;第一丝杆2013与第一支板2015进行旋接;第二丝杆2014与第二支板2016进行旋接;第三传动轮2017通过转轴与转动板2018相连接;转动板2018与第一转动轴2019进行转动连接;第一转动轴2019与底架1进行固接;转动板2018与滑杆2020进行固接;滑杆2020与弹簧杆2021进行固接;弹簧杆2021与底架1进行固接;滑杆2020与第三直滑块2022进行滑动连接;第三直滑块2022与第三直滑轨2029进行滑动连接;第三直滑轨2029与底架1进行固接;第三直滑块2022与直推板2023进行固接;直推板2023侧边设置有第一分流箱2025、第二分流箱2026和第三分流箱2027;锥形斗2024与第二支架9相连接;锥形斗2024与第三支架10相连接;锥形斗2024与第一分流箱2025、第二分流箱2026和第三分流箱2027进行固接。
将去皮籽漂白后的丝瓜络横向放置锥形斗2024内,经过锥形斗2024内设的三个料口,丝瓜络落在第一分流箱2025、第二分流箱2026和第三分流箱2027内,可多设置有几组料口,后续相应的结构也增加,如此可增加产量,第一分流箱2025、第二分流箱2026和第三分流箱2027的宽度只能放置一根丝瓜络,最下端设置有孔槽仅供一根丝瓜络通过,而后启动电机201带动第一传动杆202传动第一锥齿轮203、第一传动轮205、异形轮206和蜗杆207,第一锥齿轮203带动第二锥齿轮204传动压合紧固单元3运作,蜗杆207带动蜗轮2028传动压合紧固单元3运作,异形轮206由一个圆盘切掉一部分扇形块组成,缺口处的中间凸起,当异形轮206转动时,第三传动轮2017相接触的面由圆弧边转换至异形边中间时,转动板2018绕着第一转动轴2019往异形轮206转动既定角度,压缩弹簧杆2021,使得转动板2018带动滑杆2020在第三直滑块2022上往上滑动,带动第三直滑块2022在第三直滑轨2029上往第一分流箱2025、第二分流箱2026和第三分流箱2027滑动,直推板2023跟随移动,直推板2023移动时将最下方的丝瓜络从第一分流箱2025、第二分流箱2026和第三分流箱2027内推出至第一压辊209和第二压辊2010之间,同时第一传动轮205带动第二传动轮208传动第一压辊209转动,第一压辊209转动带动丝瓜络往前移动,移动时丝瓜络被第一压辊209和第二压辊2010碾压呈片状,这里可事先由工作人员同时拧动第一丝杆2013和第二丝杆2014,第一丝杆2013和第二丝杆2014带动第一直滑块2011和第二直滑块2012在第一支板2015和第二支板2016上进行上下滑动,第二压辊2010跟随移动,以调节第一压辊209和第二压辊2010之间的距离,控制片材的厚度,然后当异形轮206转动至与第三传动轮2017相接触的面由异形边中间转换至圆弧边时,在弹簧杆2021的配合下第一转动轴2019往回转动复位,相连接的零件也往回移动复位,直推板2023从第一分流箱2025、第二分流箱2026和第三分流箱2027上移开后,上方的丝瓜络落在第一分流箱2025、第二分流箱2026和第三分流箱2027底部,如此完成一个循环;本单元实现了对丝瓜络进行连续的上料压片。
压合紧固单元3包括有直板301、斜板302、第一压合紧固机构303和第二压合紧固机构304;直板301与底架1进行固接;直板301与斜板302相连接;斜板302与底架1进行固接;斜板302一侧设置有第一压合紧固机构303;斜板302另一侧设置有第二压合紧固机构304;第一压合紧固机构303与底架1相连接;第一压合紧固机构303与蜗轮2028相连接;第二压合紧固机构304与底架1相连接;第二压合紧固机构304与第二锥齿轮204相连接。
丝瓜络压成片材后经过直板301落在斜板302上,直板301上设置有挡板,防止丝瓜络堆叠影响分类,丝瓜络片材在斜板302下滑,斜板302上设置有两种孔槽,靠近直板301处的孔槽更小,所以小规格的片材先从孔槽落下至第一压合紧固机构303内,大规格的落在第二压合紧固机构304内,然后第二锥齿轮204和蜗轮2028分别联动第二压合紧固机构304和第一压合紧固机构303将片材堆叠后紧固;本单元实现了对片材的分离紧固,防止冲压时片材发生相对移动,保证产品的一致性。
第二压合紧固机构304包括有第二传动杆30401、第一直齿轮30402、第二直齿轮30403、杆套30404、第三锥齿轮30405、第一连接板30406、电动推杆30407、第四锥齿轮30408、第三传动杆30409、第四传动轮304010、第五传动轮304011、第四传动杆304012、第一连杆304013、第二连杆304014、第二连接板304015、第一直滑轨304016、第二直滑轨304017、电动压合框304018、承接板304019、第一电动推板304020、第一电动滑轨304021、第二电动滑轨304022、第三电动滑轨304023、第一电动滑块304024、第一环形滑轨304025、第一环形滑块304026、第三直齿轮304027、第一胶布辊304028、第四电动滑轨304029、第二电动滑块304030、第二环形滑轨304031、第二环形滑块304032、第四直齿轮304033、第二胶布辊304034、第五电动滑轨304035、第二电动推板304036和压板304037;第二传动杆30401外表面与第一直齿轮30402进行固接;第二传动杆30401外表面与第二直齿轮30403进行固接;第二锥齿轮204与第二传动杆30401进行固接;第二传动杆30401外表面与底架1进行转动连接;第二传动杆30401外表面与杆套30404进行滑动连接;第一直齿轮30402下方设置有第四直齿轮304033;第二直齿轮30403下方设置有第三直齿轮304027;杆套30404外表面与第三锥齿轮30405进行固接;杆套30404外表面与第一连接板30406进行转动连接;第一连接板30406与电动推杆30407进行固接;电动推杆30407与底架1进行固接;第三锥齿轮30405侧边设置有第四锥齿轮30408;第四锥齿轮30408内部轴心与第三传动杆30409进行固接;第三传动杆30409外表面与底架1进行转动连接;第三传动杆30409外表面与第四传动轮304010进行固接;第四传动轮304010外环面通过皮带与第五传动轮304011进行传动连接;第五传动轮304011内部轴心与第四传动杆304012进行固接;第四传动杆304012外表面与底架1进行转动连接;第四传动杆304012外表面与第一连杆304013进行固接;第一连杆304013通过转轴与第二连杆304014进行转动连接;第二连杆304014通过转轴与第二连接板304015进行转动连接;第二连接板304015与压板304037进行固接;压板304037与第一直滑轨304016进行滑动连接;第一直滑轨304016与底架1进行固接;压板304037与第二直滑轨304017进行滑动连接;第二直滑轨304017与底架1进行固接;压板304037下方设置有电动压合框304018;电动压合框304018与第二电动滑轨304022进行滑动连接;电动压合框304018侧边设置有承接板304019;承接板304019与底架1进行固接;承接板304019上方设置有第一电动推板304020;第一电动推板304020与第一电动滑轨304021进行滑动连接;第二电动滑轨304022上方设置有第五电动滑轨304035;第三电动滑轨304023与底架1进行固接;第二电动滑轨304022一侧设置有第三电动滑轨304023;第二电动滑轨304022与底架1进行固接;第二电动滑轨304022另一侧设置有第四电动滑轨304029;第三电动滑轨304023与第一电动滑块304024进行滑动连接;第一电动滑块304024与第一环形滑轨304025进行固接;第一环形滑轨304025与第一环形滑块304026进行滑动连接;第一环形滑块304026外表面与第三直齿轮304027进行固接;第一环形滑块304026与第一胶布辊304028进行固接;第四电动滑轨304029与底架1进行固接;第四电动滑轨304029与第二电动滑块304030进行滑动连接;第二电动滑块304030与第二环形滑轨304031进行固接;第二环形滑轨304031与第二环形滑块304032进行滑动连接;第二环形滑块304032外表面与第四直齿轮304033进行固接;第二环形滑块304032与第二胶布辊304034进行固接;第五电动滑轨304035与第二电动推板304036进行滑动连接;第二电动推板304036下方设置有第四直滑轨304038;第五电动滑轨304035与底架1进行固接;第四直滑轨304038与底架1进行固接。
第一压合紧固机构303和第二压合紧固机构304的结构相同,丝瓜络片材从斜板302落在承接板304019上,接着第一电动推板304020启动在第一电动滑轨304021上往电动压合框304018方向滑动,第一电动推板304020带动承接板304019上的丝瓜络片材落在电动压合框304018上,电动压合框304018的两端开口,宽度只能放置一片丝瓜络,丝瓜络堆叠在电动压合框304018内,而后电动推杆30407启动带动第一连接板30406移动,第一连接板30406带动杆套30404在第二传动杆30401上滑动,第三锥齿轮30405跟随杆套30404移动,移动至第三锥齿轮30405与第四锥齿轮30408相啮合,则有第二锥齿轮204带动第二传动杆30401传动第一直齿轮30402、第二直齿轮30403和杆套30404转动,杆套30404带动第三锥齿轮30405传动第四锥齿轮30408,第四锥齿轮30408带动第三传动杆30409传动第四传动轮304010转动,第四传动轮304010带动第五传动轮304011传动第四传动杆304012转动,第四传动杆304012带动第一连杆304013转动,第一连杆304013通过第二连杆304014带动第二连接板304015上下移动,第二连接板304015带动压板304037在第一直滑轨304016和第二直滑轨304017上进行上下滑动,压板304037上下移动对电动压合框304018里的丝瓜络片材进行连续的压制,使得片材之间紧贴在一起,防止相互移动,然后电动压合框304018启动在第二电动滑轨304022上滑动,滑动至电动压合框304018位于第三电动滑轨304023和第四电动滑轨304029之间,而后由工作人员将第一胶布辊304028将上的胶布粘贴在丝瓜络片材端部,接着第一电动滑块304024启动在第三电动滑轨304023上滑动,带动相连接的零件移动至丝瓜络片材端部位于第一环形滑块304026中间,同时第三直齿轮304027与第二直齿轮30403相啮合,则有第二直齿轮30403带动第三直齿轮304027传动第一环形滑块304026转动,第一环形滑块304026在第一环形滑轨304025上滑动,第一胶布辊304028跟随第一环形滑块304026转动,第一胶布辊304028转动将胶布绕在丝瓜络片材端部将丝瓜络片材的一端紧固,之后由工作人员将胶布切断即可,第四电动滑轨304029、第二电动滑块304030、第二环形滑轨304031、第二环形滑块304032、第四直齿轮304033和第二胶布辊304034以相同的远离工作将丝瓜络片材的另一端紧固,如此将丝瓜络片材的两端固定,进一步防止丝瓜络片材之间发生相对移动,然后电动压合框304018再次带动丝瓜络片材移动至第四直滑轨304038的下方,第二电动推板304036启动在第五电动滑轨304035上滑动,第二电动推板304036滑动将丝瓜络片材从电动压合框304018推出至第四直滑轨304038,再从第四直滑轨304038移动至电动传送带4上;本发明实现了将片材丝瓜络分类后堆叠在一起,并对片材的两端缠绕胶带进行固定,防止冲压时片材发生相对移动,保证产品的一致性。
异形轮206由一个圆盘切掉一部分扇形块组成,缺口处的中间凸起,可以方便带动转动板2018进行往复转动。
第一分流箱2025、第二分流箱2026和第三分流箱2027的宽度只能放置一根丝瓜络且最下端设置有孔槽仅供一根丝瓜络通过,可以实现丝瓜络连续下料。
斜板302上设置有两种孔槽,靠近直板301处的孔槽更小,可以实现丝瓜络片材的分类。
第二传动杆30401与杆套30404连接处外环面设置有直切面,可以使得杆套30404在第二传动杆30401上滑动又能被其带动转动。
应理解,该实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
- 一种冲压设备智能送料装置
- 一种电机转子片冲压设备的送料装置