接带连接件、接带结构及接带方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及电池制造设备技术领域,具体涉及一种接带连接件、接带机构及接带方法。
背景技术
在进行料卷放卷时,料带使用完,需要更换新的料卷,而料带走带不断裂,因此通常采用接带机构将旧料卷的料带与新料卷的料带通过双面胶将其粘附在一起,再经裁切机构将旧料卷裁切,最终实现料带的接带。现有的胶带的粘附效果达不到理想状态,撕开面不可控,因此急需寻找一种能够实现与新料带非端部粘性较小、易形成撕口的接带连接件、接带机构及接带方法。
有鉴于上述现有双面胶存在的缺陷,本发明人基于从事此类产品设计制造多年丰富的实务经验及专业知识,并配合学理的运用,积极加以研究创新,以期创设一种接带连接件、接带机构及接带方法,使其更具有实用性。经过不断的研究、设计,并经反复试作样品及改进后,终于创设出确具实用价值的本发明。
发明内容
本发明的主要目的在于,克服现有的双面胶存在的缺陷,而提供一种能够实现与新料带非端部粘性较小、易形成撕口的接带连接件、接带机构及接带方法,从而更加适于实用,且具有产业上的利用价值。
本发明的目的及解决其技术问题是采用以下技术方案来实现的。
接带连接件,至少包括基材及设置在基材的两端面的黏胶,与所述新料卷接触的端面包括与所述新料卷端部连接的第一黏胶区和与所述新料卷非端部连接的第二黏胶区,且所述第二黏胶区中远离所述新料卷端部的一侧设置有空白区。
作为一种优选的技术方案,所述第一黏胶区与所述第二黏胶区的粘性不同,且所述第一黏胶区的粘性大于所述第二黏胶区的粘性。
作为一种优选的技术方案,所述基材呈条状,且所述黏胶设置有多组,分别均匀间隔设置在所述基材的两端面上。
作为一种优选的技术方案,两侧所述黏胶的外部设置有隔离纸,且所述隔离纸呈连续设置的条状。
作为一种优选的技术方案,所述第一黏胶区的单位粘结强度大于所述第二黏胶区的单位粘结强度。
作为一种优选的技术方案,所述空白区呈长条形,且所述长条形的长度不大于所述基材的宽度;
或,所述空白区包括至少两组长条形空白区,且每组所述长条形空白区间隔设置在所述基材上;
或,所述空白区呈锯齿状;
或上述空白区形状的组合。
接带机构,包括:
旧料卷;
新料卷;
如上所述的接带连接件,用于连接所述旧料卷与所述新料卷;
切割组件,用于切割所述旧料卷的旧料带。
作为一种优选的技术方案,还包括;
转盘,所述新料卷与所述旧料卷分别间隔设置在所述转盘的端部;
第一动力组件,用于驱动所述转盘的转动。
作为一种优选的技术方案,还包括压辊组件,用于给所述新料卷与所述旧料卷的粘结处提供一压力。
接带方法,包括如下步骤:
在新料卷的料带端部黏贴如上所述的接带连接件;
旧料卷的料带与所述新料卷接触,并黏贴在所述接带连接件上;
在外力作用下,所述新料卷的料带与所述旧料卷的料带相粘结,所述接带连接件中与所述新料卷非端部区域粘结部分脱离;
从所述旧料卷的卷轴与所述旧料卷与所述新料卷粘结处的中间部分切断所述旧料带。
采用上述技术方案,能够实现以下技术效果:
通过将与新料卷黏贴面分成两个区域,并对这两个区域的黏胶强度进行区分,使得需要形成撕口并撕取下来的区域,即新料卷的非端部区域,具有易于撕取的空白区,从而使得其更易脱离新料卷,粘结强度较大的新料卷的端部在接带连接件的粘结力下与旧料卷黏贴呈一体,最终实现新料带与旧料带的接带。该接带连接件制作成本低且能够达到理想的撕取效果。
附图说明
图1为新料卷的结构示意图;
图2为黏贴有接带连接件的新料卷的结构示意图;
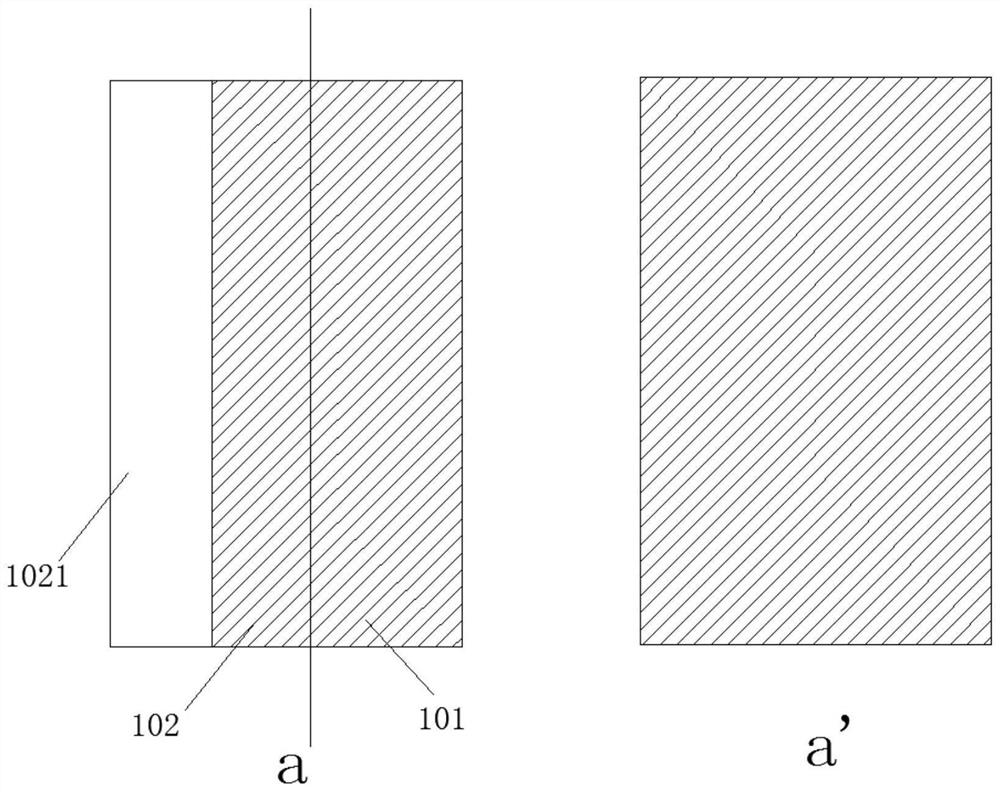
图3-图7分别为四组接带连接件的两端面的结构示意图;
图8为处于初始位置的接带机构的结构示意图;
图9为接带过程中的接带机构的结构示意图;
图10为完成旧料带切割后的接带机构的结构示意图;
其中,100-接带连接件,101-第一黏胶区,102-第二黏胶区,1021-空白区;
200-新料卷,201-新料卷端部,202-新料卷非端部;
300-旧料卷;
400-转盘,401-转轴;
500-切割组件,501-第三动力组件,502-切刀;
600-过辊。
注:图3中a、b、c、d、e分别为接带连接件与新料带粘结的端面,a’、b’、c’、d’、e’分别为接带连接件与旧料带粘结的端面,且竖线的左侧为第二黏胶区,竖线的右侧为第一黏胶区。
具体实施方式
为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,对依据本发明提出的接带连接件、接带机构及接带方法其具体实施方式、特征及其功效,详细说明如后。
本发明公开了一种接带连接件100,至少包括基材及设置在基材的两端面的黏胶,与新料卷200接触的端面包括与新料卷端部201连接的第一黏胶区101和与新料卷非端部202连接的第二黏胶区102,且第二黏胶区102中远离新料卷端部201的一侧设置有空白区1021。具体的,接带连接件100如双面胶,包括基材及设置在基材的两端面的黏胶,通过黏胶的粘性分别粘结住新料带与旧料带,从而将其粘结到一起,完成新、旧料卷300的更换;而设置在第二黏胶区102中远离新料卷端部201的一侧设置有空白区1021,即留白区,并未涂覆黏胶,即基材直接暴露,其无法黏贴在料卷上,空白区1021的设置,不仅能够在黏贴位置的精度不高时,也能够保证第一黏胶区101的粘性大于第二黏胶区102的粘性,而且由于空白区1021设置在第二黏胶区102中远离新料卷端部201的一侧,即设置在接带连接件100的端部且在需要易于取下的第二黏胶区102的端部,因此在外力作用下易于在空白区1021与黏胶区形成撕口,便于将接带连接件100从新料卷非端部202区域撕取下来。
作为一种优选的技术方案,第一黏胶区101与第二黏胶区102的粘性不同,且第一黏胶区101的粘性大于第二黏胶区102的粘性。具体的,为了防止接带连接件100撕取过程中与新料卷200的完全脱离或撕口断裂、造成新料卷200无法展开等情况的发生,因此在与新料卷200粘结的端面分成两个区域,分别为第一黏胶区101和第二黏胶区102,如图1所示,新料卷端部201为整个新料带的起头端,新料带卷绕呈圆柱形,接带连接件100的另一作用为将该起头端固定住,即采用胶带将其黏贴在下一卷绕层的料带上,即本申请所述新料卷非端部202。如图2所示,接带连接件100黏贴在新料卷200上,且分别与新料卷端部201及新料卷非端部202粘结在一起,其中第一黏胶区101为与新料卷端部201粘结的区域,第二黏胶区102为与新料卷非端部202粘结的区域,由于第一黏胶区101的粘性大于第二黏胶区102的粘性,因此在旧料卷300的拉力作用下,第二黏胶区102较易脱离新料卷200,此时新料卷200的起头端与接待连接件及旧料卷300仍保持粘结状态,从而实现新旧料卷300的接带。
作为一种优选的技术方案,基材呈条状,且黏胶设置有多组,分别均匀间隔设置在基材的两端面上。具体的,接带连接件100可为如图2所示片状,也可为长条形,并在存储及转运时卷绕呈料卷的形式。优选的,接带连接件100优选为长条形,且基材呈一条状整体,黏胶间隔均匀的分布于基材的两端面,为了方便卷绕及存储,在两侧黏胶的外部设置有隔离纸,且隔离纸呈连续设置的条状。
作为一种优选的技术方案,第一黏胶区101的单位粘结强度大于第二黏胶区102的单位粘结强度。具体的,当第一黏胶区101与第二黏胶区102的面积相似或完全相同时,单位粘结强度较大的第一黏胶区101的粘结力大于单位粘结强度较小的第二黏胶区102,该设置能够在黏贴位置的精度不高时,也能够保证第一黏胶区101的粘性大于第二黏胶区102的粘性。
作为一种优选的技术方案,空白区1021呈长条形,且长条形的长度不大于基材的宽度;或,空白区1021包括至少两组长条形空白区1021,且每组长条形空白区1021间隔设置在基材上;或,空白区1021呈锯齿状;或上述空白区1021形状的组合。具体的,如图3所示,空白区1021可呈长条状,且其长度等于基材的宽度;或如图4所示,空白区1021呈长条状且其长度小于基材的宽度,且空白区1021设置在基材的中间位置,或如图5所示,空白区1021设置在任一一端;或者,如图6所示,空白区1021设置有两组(或可根据实际需求设置多组),且分别间隔设置在基材上;或者,如图7所示,空白区1021呈锯齿状;或上述形式空白区1021的任意组合,只要能够实现第二黏胶区102中远离新料卷端部201的区域设置有空白区1021即可,上述几组表现形式仅为较优实施例。
本发明还公开了一种接带机构,包括:旧料卷300;新料卷200;如上所述的接带连接件100,用于连接旧料卷300与新料卷200;切割组件500,用于切割旧料卷300的旧料带,包括切刀502及驱动切刀502朝向或远离料带方向运动的第三动力组件501。具体的,通过如上所述的接带连接件100分别黏贴在新、旧料带上,在下一工位的机构的拉力作用下,旧料带带动新料带向前运动,且由于接带连接件100与新料带的第二黏胶区102的粘结力较小,因此接带连接件100能够脱离新料卷非端部202,仅与其端部,即起头端连接,从而带动新料带一起朝向下一工位运动,当新、旧料带粘结在一起后,通过切割组件500将旧料带切断,最终实现两组料带的无缝转换。
作为一种优选的技术方案,还包括;转盘400,新料卷200与旧料卷300分别间隔设置在转盘400的端部;第一动力组件,用于驱动转盘400的转动。具体的,为了增加新旧料卷300接带的自动化,还设置有转盘400,转盘400的中心轴为转轴401,在第一动力组件的驱动下能够转动,新料卷200与旧料卷300分别间隔设置在转盘400的端部,如图8所示,可对称设置在转盘400的两端部,在旧料卷300工作时,旧料卷300远离下一工位设置,且处于较低位置,旧料带在过辊600的导向及下一工位机构的拉力作用下朝向下一工位方向运动,当需要完成新旧料卷300的接带时,转轴401顺时针转动至新料卷200与旧料带接触,如图9所示,此时切割组件500向上运动至将旧料带切断,如图10所示,转盘400在第一动力组件的带动下继续顺时针转动,至图8所示初始位置。
作为一种优选的技术方案,还包括压辊组件,用于给新料卷200与旧料卷300的粘结处提供一压力。具体的,为了增加接带连接件100与新、旧料带的粘结强度,还设置有压辊组件,压辊组件包括压辊及驱动压辊朝向或远离接带处运动的第二动力组件。
本发明还公开了一种接带方法,包括如下步骤:在新料卷200的料带端部黏贴如上的接带连接件100;旧料卷300的料带与新料卷200接触,并黏贴在接带连接件100上;在外力作用下,新料卷200的料带与旧料卷300的料带相粘结,接带连接件100中与新料卷非端部202区域粘结部分脱离;从旧料卷300的卷轴与旧料卷300与新料卷200粘结处的中间部分切断旧料带。
本发明所述“基材的宽度”指的是其沿料卷宽度方向的长度。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 接带连接件、接带结构及接带方法
- 精确接汇流带装置和接应制备汇流带装置及焊接机及接带方法