局部补强挠性线路板的制作方法
文献发布时间:2023-06-19 11:44:10
技术领域
本发明涉及挠性线路板加工技术领域,具体的是一种局部补强挠性线路板的制作方法。
背景技术
局部补强挠性线路板中的FPC具有补强区和非补强区,钢片贴合于FPC的非焊盘面的补强区,用于起到支撑的作用。
现有技术中,对于局部补强挠性线路板的加工,是将FPC和钢片分别进行冲切,从而得到具有预设外形的FPC和钢片,再将分别冲切后的FPC和钢片进行贴合。这种方式,会导致FPC和钢片的贴合错位,由此造成线路板外形精确性差。
现有技术中,对于线路板的冲切,经常会造成冲切产生的毛刺朝向FPC的焊盘面延伸,从而毛刺容易刺穿FPC,造成FPC开短路等功能不良。
本申请发明人通过研究发现,将FPC和钢片贴合后再进行冲切,能够避免FPC和钢片的错位,使得FPC和钢片的边缘平齐。而从FPC的焊盘面进行冲切能够使得毛刺背向FPC的焊盘面延伸。
但是,对于一些钢片厚度值较高的线路板,将FPC和钢片贴合后,从FPC的焊盘面对FPC和钢片同时进行冲切时,由于钢片和FPC存在的高度差,会导致FPC补强区和非补强区相接处的边缘在冲切过程被撕裂。
因此,发明人在此基础上,提出了一种局部补强挠性线路板的制作方法。
发明内容
为了克服现有技术中的缺陷,本发明提供了一种局部补强挠性线路板的制作方法,其提高了线路板的加工精确性,避免FPC被撕裂,使得FPC的焊盘面无毛刺,避免钢片毛刺刺穿FPC造成开短路不良,提高了产品的良率。
本发明公开了一种局部补强挠性线路板的制作方法,包括以下步骤:
从FPC的焊盘面对所述FPC进行冲切,以形成所述FPC的补强区和非补强区相接处的边缘轮廓;
在所述FPC的补强区和非补强区相接处的边缘轮廓冲切完成后,在所述FPC的补强区贴合钢片,其中,所述钢片贴合于所述FPC的非焊盘面;
在所述FPC的补强区贴合钢片后,从所述FPC的焊盘面对所述FPC和所述钢片进行冲切,以形成所述FPC和所述钢片的边缘轮廓;
其中,所述FPC和所述钢片冲切所产生的毛刺均背向所述FPC的焊盘面延伸。
作为优选,所述步骤“在所述FPC的补强区贴合钢片”中,将所述钢片贴于所述FPC的补强区后,再依次进行压合和烘烤,即完成贴合。
进一步优选,压合温度为175~185℃,压合时间为220~420s,压合压力为18~22kgf/cm
进一步优选,烘烤温度为155~165℃,烘烤时间为1.5~2.5h。
作为优选,所述步骤“在所述FPC的补强区贴合钢片后,从所述FPC的焊盘面对所述FPC和所述钢片进行冲切”中,冲切后,所述FPC的边缘和所述钢片的边缘平齐。
作为优选,所述FPC具有两个补强区和一个非补强区,所述非补强区设于两个所述补强区之间并与两个所述补强区相接。
本发明的有益效果如下:
本发明制作方法,通过设置在FPC和钢片处于贴合状态下时,冲切出钢片外形,从而避免了FPC和钢片错位,使得FPC和钢片的边缘平齐,提高了线路板的加工精确性。
本发明制作方法,通过从FPC的焊盘面对FPC和钢片进行冲切,从而使得冲切产生的毛刺均是背向FPC的焊盘面延伸,使得FPC的焊盘面无毛刺,避免钢片毛刺刺穿FPC造成开短路不良。
本发明制作方法,通过设置先冲切出FPC补强区和非补强区相接处的外形,再在FPC和钢片处于贴合状态下时,冲切出FPC和钢片的整体外形,从而使得补强区和非补强区相接处的FPC边缘不会发生撕裂,提高了产品的良率。
为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
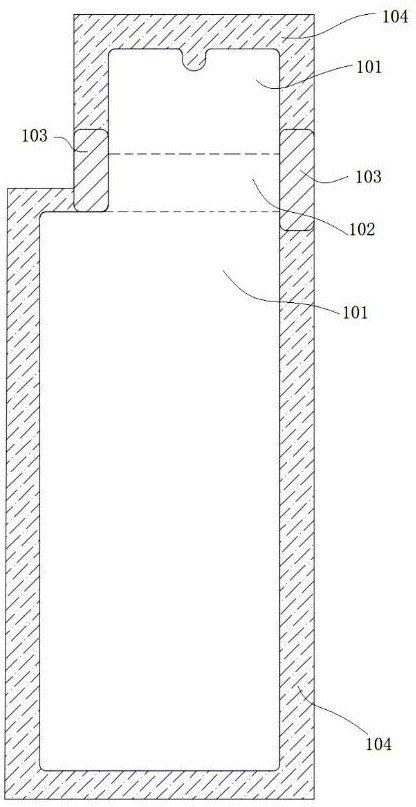
图1是本发明实施例中未冲切时的FPC的示意图;
图2是本发明实施例中未对钢片冲切时的局部补强挠性线路板的示意图;
图3是本发明实施例中局部补强挠性线路板FPC面的示意图;
图4是本发明实施例中局部补强挠性线路板钢片面的示意图;
以上附图的附图标记:1-FPC;2-钢片;101-补强区;102-非补强区;103-第一冲切区域;104-第二冲切区域。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本实施例中局部补强挠性线路板的制作方法,适用于制作钢片2厚度为任意值的线路板,尤其是适用于钢片2厚度值较高的线路板。本实施例选用了厚度为0.1mm的钢片2做示范。
本实施例中冲压模具为五金模具,其上、下模的单边间隙值设为0.008mm。上模中设有用于冲切的冲针,冲针材质为高速钢SKH-9。
参考附图1~4,本实施例FPC 1具有相对的焊盘面和非焊盘面,焊盘面用于焊接元器件。
重点参考附图1~2,FPC 1具有两个补强区101和一个非补强区102,非补强区102设于两个补强区101之间,并与两个补强区101相接。
本实施例对FPC 1的冲切包括对其第一冲切区域103和第二冲切区域104的冲切。
第一冲切区域103对应于FPC 1的两个补强区101和非补强区102的相接处边缘,以及FPC 1非补强区102的边缘。对第一冲切区域103进行冲切后,能够形成FPC 1非补强区102的外边缘轮廓,并形成FPC 1任意一个补强区101和非补强区102相接处的外边缘轮廓。
FPC 1共具有两个第一冲切区域103,两个第一冲切区域103设于FPC 1的两侧。
第二冲切区域104对应FPC 1任意一个补强区101的外边缘轮廓。对第二冲切区域104进行冲切后,能够形成FPC 1的两个补强区101的外边缘轮廓。
对每个第一冲切区域103和第二冲切区域104均冲切后,能够形成FPC 1完整的外边缘轮廓。
本实施例局部补强挠性线路板的制作方法包括以下步骤:
Step1:采用冲压模具,从FPC 1的焊盘面对FPC 1 的两个第一冲切区域103进行冲切。即,对FPC 1的两个补强区101和非补强区102的相接处进行裁边冲切,以及对FPC 1的非补强区102进行裁边冲切,从而,冲切出任意一个补强区101和非补强区102相接处的FPC 1的外边缘轮廓,以及冲切出FPC 1 非补强区102的外边缘轮廓。
而从FPC 1的焊盘面对FPC 1的每个第一冲切区域103进行冲切,使得对FPC 1冲切产生的毛刺背向FPC 1焊接面延伸。
Step2:在所述FPC 1补强区101和非补强区102相接处的外边缘轮廓以及FPC 1非补强区102的外边缘轮廓冲切完成后(即两个第一冲切区域103冲切完成),在所述FPC 1的两个补强区101分别贴合钢片2,其中,所述钢片2贴合于所述FPC 1的非焊盘面。
具体的贴合工艺为:将任意一个钢片2贴于与其对应的FPC 1的补强区101后,再对贴合钢片2后的FPC 1依次进行压合和烘烤,即完成贴合。其中,压合温度为180℃,压合时间为320s,压合压力为20kgf/cm
Step3:在所述FPC 1的两个补强区101均贴合钢片2后,从所述FPC 1的焊盘面对所述FPC 1和所述钢片2进行冲切,从而,能够形成对应于两个补强区101的FPC 1的外边缘轮廓,以及钢片2的外边缘轮廓。即,形成了FPC 1和钢片2的完整的边缘轮廓。
重点参考附图2,Step3中对FPC 1和钢片2的冲切包括:对FPC 1的第一冲切区域103和第二冲切区域104的裁边冲切,以及对钢片2对应于FPC 1的第一冲切区域103和第二冲切区域104的部分进行裁边冲切。由于FPC 1的第一冲切区域103已经完成冲切,因此,步骤Step3中的冲切不会再切到该区域的FPC 1。
Step3中的冲切完成后,FPC 1的边缘和钢片2的边缘是平齐的,且FPC 1和钢片2冲切产生的毛刺均是背向FPC 1的焊盘面延伸。
本实施例Step1中相当于对FPC 1局部冲切,形成局部边缘轮廓,Step3中相当于对FPC 1整体冲切,形成整体边缘轮廓。
重点参考附图3~4,本实施例制作方法制备的线路板,通过设置在FPC 1和钢片2处于贴合状态下时,冲切出钢片2的外形,从而避免了FPC 1和钢片2错位,使得FPC 1和钢片2的边缘平齐,提高了线路板的加工精确性。
本实施例制作方法,通过从FPC 1的焊盘面对FPC 1和钢片2进行冲切,从而使得FPC和钢片冲切所产生的毛刺均背向所述FPC的焊盘面延伸,使得FPC 1的焊盘面无毛刺,避免钢片2的毛刺刺穿FPC 1造成开短路不良。
本实施例制作方法,通过设置先冲切出FPC 1补强区101和非补强区102相接处的外形,再在FPC 1和钢片2处于贴合状态下时,冲切出FPC 1和钢片2外形,从而,在对FPC 1和钢片2同时进行裁切时,FPC 1 补强区101和非补强区102相接处的区域能够避开冲头,使得FPC 1 补强区101和非补强区102相接处的边缘不会发生撕裂,提高了产品的良率。
需要说明的是,本实施例中FPC 1的尺寸较小,其非补强区102较短,因此,本实施例在冲切时,对两个补强区101和非补强区102相接处的外边缘轮廓,以及非补强区102的外边缘轮廓,同时进行了冲切加工。
在实际加工中,若FPC 1的尺寸较大,其非补强区102较长,则在冲切时,可以先对任意一个补强区101和非补强区102相接处进行边缘裁切,将钢片2与FPC 1贴合后,再同时对FPC 1的非补强区102和补强区101进行边缘裁切。
本发明中应用了具体实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
- 局部补强挠性线路板的制作方法
- 挠性线路板补强方法及挠性线路板