一种电源线束及其生产方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及线束加工技术领域,具体涉及一种电源线束及其生产方法。
背景技术
灯具、电器中所用的线束由两根等长的导线组成,但在实际应用中,有些线束连接脚的安装位置相距较远,这样在实际使用过程存在不方便和导线浪费的问题,因此有必要进行解决。
发明内容
本发明提供一种电源线束,采取的技术方案具体如下。
一种电源线束,包括M导线和N导线,M导线的两端记为a1、b1端,N导线的两端记为a2、b2端,M导线包括c1身段和d1身段,N导线包括c2身段和d2身段,c1、c2身段的长度相同且两者呈绞绕状相互缠绕,d1身段的长度大于d2身段的长度,a1、a2端呈平齐状布置,a1、a2端分别设置有端子并且端子插设在线束接头内,b1、b2端分别进行沾锡和焊接连接脚,c1身段和d1身段的交接处记为c处,c2身段和d2身段的交接处记为d处。
一种电源线束生产方法,其特征在于,包括如下操作:对两原料线进行切分处理形成M、N导线的a1、a2端,切分处理后在a1、a2端进行打端子处理,打端子处理后对两原料线分别进行第一次放线,第一次放线的长度记为L1,对a1、a2端进行夹紧,记距离a1端距离为L1的身段处为c处,记距离a2端距离为L1的身段处为d处,记c处和a1端之间的线身为c1身段,记d处和a2端之间的线身为c2身段,对c1、c2身段进行绞绕处理,绞绕处理后对生产M导线的原料线进行第二次放线,生产N导线的原料线不进行放线,第二次放线的长度记为L2,再次对两原料线进行切分处理形成此次M、N导线生产的b1、b2端和下一次M、N导线生产的a1、a2端,使得b1、b2呈平齐状并进行夹紧,然后进行沾锡处理,沾锡处理后将a1、a2端插入线束接头内、以及在b1、b2端分别焊接连接脚,L1的大小与N导线的长度值保持一致,L2的大小与M、N导线的长度值之差保持一致,L11的大小与c1、c2身段捋值状态的长度值保持一致。
具体的方案为,采用打端子机构进行打端子处理,将打端子机构装配在转线器的旁侧,转线器绕竖直轴转动装配,转线器上具有M、N导线通道,将两原料线穿过M、N导线通道使得a1、b1端呈裸露状,转动转线器,使得a1、b1端移至打端子机构上进行打端子,打端子处理后转动转线器使得打端子后的a1、b1端穿过切分机构进行后续的操作。
先采用Y1、Y2夹持件对a1、b1端进行夹紧,然后调节Y1、Y2夹持件向远离切分机构一侧移动L1距离对第一次放线进行牵引,随后调节X1、X2夹块相互靠近进行闭合,采用X11、X21夹持部对c、d处进行夹紧,然后调节Y1、Y2夹持件进行转动实现c1、c2身段进行绞绕处理。
进行绞绕处理的同时进行第二次放线。
在进行第二次放线时,采用X1活动件抵靠d1身段进行弯曲,使得形成的b1、b2端呈平齐状。
采用X21、X22夹持部对b1、b2端进行夹紧,然后调节X1、X2夹块转动进行沾锡处理,沾锡处理后回转至初始位置,采用A1、A2夹持条对b1、b2端进行夹持,调节X1、X2夹块进行打开,然后调节A1、A2夹持条进行平移将M、N导线移出沾锡机构进行后续操作。
依据L2的大小调整X1活动件的移动行程。切分机构用于将原料线切断并对M、N导线的端部进行剥皮。通过在X1夹块上设置活动安装的X12活动夹条进行移动对b1、b2端进行夹紧。
本发明提供的上述技术方案可有效解决传统线束安装不便的问题,以及节约导线的用量,降低生产成本。
附图说明
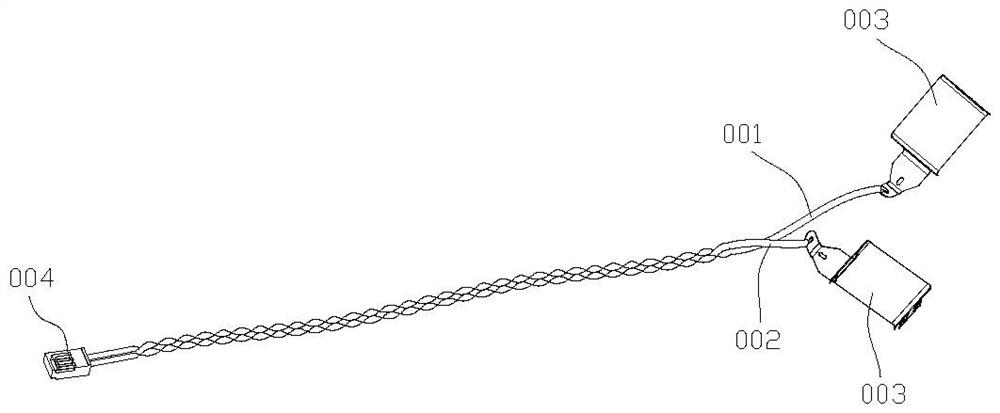
图1为新型电源线束的结构示意图;
图2为电源线束生产设备的主视图;
图3为电源线束生产设备的俯视图;
图4为绞线机构的结构示意图;
图5为沾锡机构和临时储料机构的结构示意图;
图6为图5的侧视图;
图7为图6中A12活动压条处于压紧状态的示意图;
图8为图5中A-A剖视图;
附图标记对应关系如下:
001-M导线、002-N导线、003-连接脚、004-线束接头;100-机架、110-供线机构、120-打端子机构、130-切分机构、140-卸料机构、150-沾锡机构、151-X1夹块、152-X2夹块、153-X1翻转臂、154-X2翻转臂、155-X12活动夹条、156-伸缩臂、157-伸缩调节气缸、158-X1储料调节气缸、160-绞线机构、161-Y1、Y2夹持件、162-Y圆盘、163-拉簧、164-Y抵靠件、165-Y活动座、166-Y杆体、167-Y滑动件、168-Y驱动电机、169-Y气缸、170-转线器、181-X1活动件、182-X2活动件、183-X2弹簧、184-X1弹簧、185-X抵压件。
具体实施方式
为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体说明。应当理解,以下文字仅仅用以描述本发明的一种或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定。
如图1所示为本发明提供的新结构的电源线束,包括M导线001和N导线002,M导线001的两端记为a1、b1端,N导线002的两端记为a2、b2端,M导线001包括c1身段和d1身段,N导线002包括c2身段和d2身段,c1、c2身段的长度相同且两者呈绞绕状相互缠绕,d1身段的长度大于d2身段的长度,a1、a2端呈平齐状布置,a1、a2端分别设置有端子并且端子插设在线束接头004内,b1、b2端分别进行沾锡和焊接连接脚003,c1身段和d1身段的交接处记为c处,c2身段和d2身段的交接处记为d处。
上述结构的线束,可实现连接脚003位置相差较大的装配需求,且可节约导线用量。
如图2、3所示,一种用于生产长度相异的电源线束的设备,包括机架100上设置的进行供料的供线机构110,用于在M导线001的a1端、N导线002的a2端进行装配端子的打端子机构120,用于对M、N导线001、002进行切分的切分机构130,用于向M导线001的b1端、N导线002的b2端进行沾锡的沾锡机构150,以及将M、N导线001、002相互进行绞绕的绞线机构160,M导线001的长度大于N导线002的长度,还包括临时储料机构,临时储料机构用于对M导线001的局部身段进行储料使得M、N导线001、002的a1、a2端呈平齐状布置和/或使得M、N导线001、002的b1、b2端呈平齐状布置。具体的方案为:临时储料机构设置在切分机构130和绞线机构160之间。临时储料机构设置在沾锡机构150上。沾锡机构150包括X1夹持单元,X1夹持单元对M导线001的c处和N导线002的d处进行夹持,绞线机构160用于使得c1身段和c2身段进行绞绕,临时储料机构对d1身段进临时储料使得b1、b2端呈平齐状布置。还包括X2夹持单元,X2夹持单元对呈平齐状布置的b1、b2端进行夹紧,临时储料机构设置在X1、X2夹持单元之间。临时储料机构和X1、X2夹持单元装配在伸缩臂156的一端,伸缩臂156的另一端安装在转动轴上。还包括下料机构,下料机构用于完成绞绕和沾锡后的M、N导线001、002进行卸载。下料机构包括下料夹持组件,下料夹持组件包括上、下相对水平布置的可相互靠近和远离的A1、A2夹持条组成,下料夹持组件沿A1、A2夹持条的长度方向水平滑动安装在机架100上,下料夹持组件位于切分机构130和沾锡机构150之间。
本发明提供的线束生产设备,可以有效的用于上述线束的自动化生产,提高生产效率。本发明中供线机构110、打端子机构120、转线器170和切分机构130、卸料机构140的设置可以按照现有的线束生产设备中所使用的方案进行实施。
详细的方案为,如图5、6、7、8所示,沾锡机构150包括相对布置的X1、X2夹块151、152,X1、X2夹块151、152分别通过X1、X2翻转臂153、154转动安装在伸缩臂156上,X1、X2翻转臂153、154分别与开合调节组件相连接,X1夹块151沿着逐渐远离伸缩臂156的方向依次分为X11夹持部、X1储料部和X12夹持部;X2夹块152沿着逐渐远离伸缩臂156的方向依次分为X21夹持部、X2储料部和X22夹持部,X11夹持部和X12夹持部相对布置用于组成X1夹持单元,X12夹持部和X22夹持部相对布置用于组成X2夹持单元,X1储料部和X2储料部相对布置用于组成临时储料机构,X1储料部上设置有对应M导线001布置的X1活动件181,X1活动件181沿X1夹块151的厚度方向活动安装在X1夹块151上,X2储料部上设置有对应M导线001布置的X2活动件182,X2活动件182沿X2夹块152的厚度方向活动安装在X2夹块152上,X1活动件181用于抵靠M导线001的身段使得其弯曲进行储料,X12夹持部上设置有X12活动夹条155,X12活动夹条155与X22夹持部对b1、b2端进行夹紧,X1、X2活动件182与储料调节组件相连接,X12活动件与X2夹紧调节组件相连接。X1储料部上设置有X1安装孔,X2储料部上设置有X2安装孔,X1安装孔为通孔,X活动件滑动装配在X1安装孔内,X2活动件182滑动安装在X2安装孔内,储料调节组件包括与X1活动件181相连接的X1储料调节气缸158以及X2安装孔内设置的X1弹簧184,X1弹簧184驱使X2活动件182向靠近X1夹块151的一侧移动,X1活动件181沿a方向的尺寸记为d1,X2活动件182沿b方向的尺寸记为d2,d1<d2,a方向为X11夹持部指向X12夹持部的方向,b方向为X21夹持部指向X22夹持部的方向,X1活动件181抵靠M导线001的两侧边部进行倒角或圆角处理。
X2夹紧调节组件可以按照附图8中所示方案进行实施,包括X2弹簧183,X2弹簧183驱使X12活动夹条155向远离X22夹持部一侧移动,X1储料调节气缸158的活塞杆上设置有X抵压件185,X抵压件185抵靠X12活动夹条155向远离X12夹持部一侧移动,X抵压件185沿活塞杆的长度方向活动可调节式装配在活塞杆上,X抵压件185上设置有对其安装位置进行锁紧的锁紧螺栓。也可以按照下述方案进行实施,X2夹紧调节组件包括X2夹紧调节气缸,但是第二种方案需要多设置一组驱动源。伸缩臂156与伸缩调节气缸157相连接,伸缩臂156安装在转动轴上,转动轴与转动驱动电机相连接。X1、X2翻转臂153、154分别通过X1、X2轴体转动安装,X1、X2轴体上分别设置X1、X2齿轮,X1、X2齿轮之间设置有滑动齿条,滑动齿条相对的两表面分别设置X1、X2齿面,X1、X2齿面分别与X1、X2齿轮相啮合布置,滑动齿条与滑动气缸相连接。当然也可以采用连杆调节机构与X1、X2翻转臂153、154相连接,调整X1、X2夹块151、152打开或闭合。
如图4所示,绞线机构160包括Y夹持单元,Y夹持单元上具有可打开和闭合的Y夹持口,Y夹持口用于夹持a1、a2端,Y夹持单元分别与Y转动单元、Y平移单元相连接,Y转动单元调节Y夹持单元进行转动,Y平移单元调整沿Y夹持单元进行平移。Y夹持单元包括Y1、Y2夹线件,Y1、Y2夹线件的中部分别采用Y1、Y2铰接轴铰接安装在Y夹线支架上,Y1、Y2夹线件一端形成所述的Y夹持口,Y1、Y2夹线件的另一端与夹线调节组件相对应布置。Y1、Y2夹线件的另一端通过Y拉簧163相连接,夹线调节组件采用楔面抵靠的方式调节Y1、Y2夹线件的另一端相互远离。Y夹线支架包括Y杆体166,Y杆体166的一端部设置有Y圆盘162,Y1、Y2夹线件相对安装在Y圆盘162上。
详细的方案为:Y杆体166上设置有Y抵靠件164,Y抵靠件164上设置有Y抵靠处,Y抵靠处和Y1、Y2夹线件的另一端进行楔面抵靠,Y抵靠件164沿Y杆体166的长度方向滑动装配。Y1、Y2夹线件的另一端均设置有抵靠滚轮,Y抵靠件164为Y管体构成,Y抵靠处为Y管体的端部设置的锥管段构成,锥管段的外管壁和滚轮构成斜面抵靠配合,Y管体内设置有Y弹簧,Y弹簧驱使Y管体向远离Y1、Y2夹线件的一侧移动。Y杆体166滑动装配在Y活动座165上,夹线调节组件还包括调节Y杆体166进行移动的Y移动件,Y活动座165用于阻止Y管体平移促使锥管段抵靠Y1、Y2夹线件从而调节Y夹持口进行夹紧。Y杆体166的另一端设置有花键轴套,花键轴套上设置有活动轴承,活动轴承的外圈与Y移动件相连接,花键轴套套设在花键轴上,花键轴与Y转动单元相连接。Y活动座165为槽口水平布置的槽体构成,槽体的上侧槽壁上设置有条形空缺部,条形空缺部上设置有Y滑动件167,Y滑动件167和活动轴承的外圈相连接,Y转动单元包括Y驱动电机168,Y驱动电机168和花键轴相连接,Y移动件为槽体的上侧槽壁上设置的Y气缸169。机架100上还设置有Y导轨,Y活动座165滑动装配在Y导轨上,Y平移单元包括安装在机架100上的Y调节皮带,Y调节皮带与Y活动座165相连接。
上述提供的绞线机构160可以有效的实现对c1、c2身段进行绞绕处理,快速可靠的进行绞线。
采用上述设备生产电源线束的方法,包括如下操作:对两原料线进行切分处理形成M、N导线001、002的a1、a2端,切分处理后在a1、a2端进行打端子处理,打端子处理后对两原料线分别进行第一次放线,第一次放线的长度记为L1,对a1、a2端进行夹紧,记距离a1端距离为L1的身段处为c处,记距离a2端距离为L1的身段处为d处,记c处和a1端之间的线身为c1身段,记d处和a2端之间的线身为c2身段,对c1、c2身段进行绞绕处理,绞绕处理后对生产M导线001的原料线进行第二次放线,生产N导线002的原料线不进行放线,第二次放线的长度记为L2,再次对两原料线进行切分处理形成此次M、N导线001、002生产的b1、b2端和下一次M、N导线001、002生产的a1、a2端,使得b1、b2呈平齐状并进行夹紧,然后进行沾锡处理,沾锡处理后将a1、a2端插入线束接头004内、以及在b1、b2端分别焊接连接脚003,L1的大小与N导线002的长度值保持一致,L2的大小与M、N导线001、002的长度值之差保持一致,L11的大小与c1、c2身段捋值状态的长度值保持一致。装配线束接头004和焊接连接脚003可以采用人工进行操作,也可以采用现有市场上销售的自动化设备进行操作。
具体的,采用打端子机构120进行打端子处理,将打端子机构120装配在转线器170的旁侧,转线器170绕竖直轴转动装配,转线器170上具有M、N导线001、002通道,将两原料线穿过M、N导线001、002通道使得a1、b1端呈裸露状,转动转线器170,使得a1、b1端移至打端子机构120上进行打端子,打端子处理后转动转线器170使得打端子后的a1、b1端穿过切分机构130进行后续的操作。
先采用Y1、Y2夹持件161对a1、b1端进行夹紧,然后调节Y1、Y2夹持件161向远离切分机构130一侧移动L1距离对第一次放线进行牵引,随后调节X1、X2夹块151、152相互靠近进行闭合,采用X11、X21夹持部对c、d处进行夹紧,然后调节Y1、Y2夹持件161进行转动实现c1、c2身段进行绞绕处理。进行绞绕处理的同时进行第二次放线。在进行第二次放线时,采用X1活动件181抵靠d1身段进行弯曲,使得形成的b1、b2端呈平齐状。采用X21、X22夹持部对b1、b2端进行夹紧,然后调节X1、X2夹块151、152转动进行沾锡处理,沾锡处理后回转至初始位置,采用A1、A2夹持条对b1、b2端进行夹持,调节X1、X2夹块151、152进行打开,然后调节A1、A2夹持条进行平移将M、N导线001、002移出沾锡机构150进行后续操作。依据L2的大小调整X1活动件181的移动行程。
切分机构130用于将原料线切断并对M、N导线001、002的端部进行剥皮。通过在X1夹块151上设置活动安装的X12活动夹条155进行移动对b1、b2端进行夹紧。切分机构130分别为沿竖直方向活动安装的上、下切线刀组构成,上、下切分刀组分别由各个齿状的切分刀具组成。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。