一种全自动多规格型钢码垛设备
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及码垛设备技术领域,尤其涉及一种全自动多规格型钢码垛设备。
背景技术
自动码垛机是机、电一体化高新技术产品,中、低位码垛机可以满足中低产量的生产需要。可按照要求的编组方式和层数,完成对料袋、胶块、箱体等各种产品的码垛。最优化的设计使得垛形紧密、整齐。
型钢在生产运输过程需要用到自动码垛设备代替人工搬运,工作效率高,但是传统的自动码垛设备的功能较为单一,仅能针对于一种规格型钢进行作业,对于不同规格的型钢需要进行更换码垛吸收件,工作效率低,难以满足企业的生产需求。
发明内容
本发明的目的在于提供一种全自动多规格型钢码垛设备,设置满足不同规格型钢码垛用的旋转吸收组件,无需更换吸收件,自动化程度高,工作高效。
为实现上述目的,本发明采用以下技术方案:
一种全自动多规格型钢码垛设备,包括至少两个同步动作的码垛机构及输送机架,所述码垛机构安装在输送机架上,所述码垛机构包括升降机架、行走机架及旋转吸手组件,所述升降机架上设有升降滑轨,所述行走机架通过一行走座滑动安装在升降滑轨上,所述行走座上设有一行走滑轨,所述行走机架滑动安装在行走滑轨;所述旋转吸手组件包括连接臂、旋转座、吸手件、旋转电机及旋转测距探头,所述连接臂一端与行走机架相安装,另一端与旋转座相安装,所述吸手件与旋转电机相安装并转动安装在旋转座上,所述旋转电机通过同步旋转轴与另一码垛机构的吸手件相连接,所述旋转测距探头设置在旋转座上。
进一步地,所述旋转座由两对称设置的安装座组成,两所述安装座均开设有轴承孔并内设有轴承,所述旋转电机设置在安装座上并通过其输出部连接有一安装在两轴承之间的旋转轴,所述吸手件设有一安装在旋转轴上的旋转安装座,所述旋转测距探头设有至少两个并通过安装架分别设置在安装座的上下两侧。
进一步地,所述吸手件设有一吸手盘,所述吸手盘与旋转安装座相固接并与型钢相配合。
进一步地,所述升降机架设有基座、升降电机、升降链及升降测距探头,所述基座设置升降机架底部并安装在输送机架上,所述升降电机设置在升降机架顶部与升降链相安装,所述升降链与行走座相安装,所述行走机架设有与行走滑轨相配合的滑座,所述升降测距探头安装在升降机架上并设置在升降滑轨的端部。
进一步地,所述升降电机具有两个输出部,所述升降链具有两个并分别与升降电机的两输出部相安装,两所述升降链均连接有配重件,所述升降机架两侧均设有配重滑轨,所述配重件滑动安装在配重滑轨。
进一步地,所述升降电机的输出部连接有一同步升降轴,所述同步升降轴与另一码垛机构的升降链相安装。
进一步地,所述行走机架底部设有齿轨,所述行走座设有一固定架,所述固定架安装有一行走电机,所述行走电机的输出部设有一与齿轨相啮合的齿轮。
进一步地,所述行走机架设有行走测距探头。
进一步地,所述行走机架设有一同步行走轴,所述同步行走轴一端与行走电机相连接,另一端设有齿轮并与另一码垛机构的行走机架的齿轨相啮合。
进一步地,所述输送机架设有多个等间距设置的输送辊并与输送电机相安装,所述升降机架及行走机架均设有保护罩。
采用上述技术方案后,本发明与背景技术相比,具有如下优点:
1、本发明通过输送机架输送型钢,升降机架带动行走机架升降作业,行走机架在行走座上前后滑动带动旋转吸手组件的活动,利用旋转吸收组件的连接臂连接旋转座及行走机架,旋转电机驱动吸手件在旋转座上旋转,使其在旋转座上旋转不同的角度以匹配不同规格的型钢,自动化程度高且无需更换吸手件,码垛机构之间同步动作,工作效率高。
2、本发明同步动作的码垛机构之间通过同步旋转轴进行吸手件的同步动作,利用升降电机连接升降链带动行走机架在升降机架的升降滑轨上滑动,升降电机通过同步升降轴带动另一码垛机构的行走机架在升降机架上升降,行走机架通过滑座滑动安装安装在行走滑轨上,行走电机通过其输出部与齿轨相啮合,行走电机通过同步行走轴带动另一码垛机构的行走机架在行走座的滑座上滑动配合。
附图说明
图1为本发明整体设备正视图;
图2为本发明整体设备俯视图;
图3为本发明整体设备侧视图;
图4为本发明码垛机构侧视图;
图5为本发明码垛机构正视图;
图6为本发明码垛机构具体结构示意图;
图7为本发明旋转吸手组件侧视图;
图8为本发明旋转吸手组件正视图;
图9为本发明旋转吸手组件具体结构示意图。
附图标记说明:
码垛机构.1、输送机架.2;
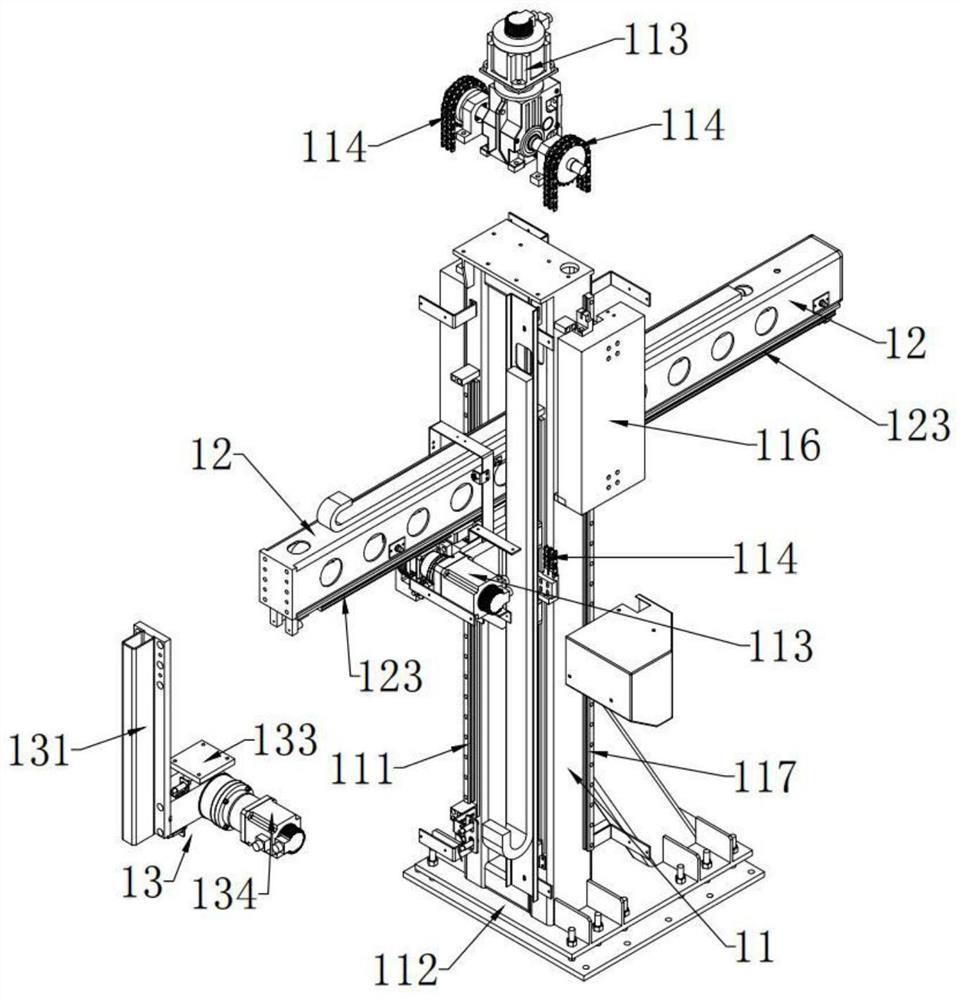
升降机架.11、行走机架.12、旋转吸手组件.13;
升降滑轨.111、基座.112、升降电机.113、升降链.114、升降测距探头.115、配重件.116、配重滑轨.117、同步升降轴.118;
行走座.121、行走滑轨.122、滑座.123、齿轨.124、行走电机.125、齿轮.126、同步行走轴.127;
连接臂.131、旋转座.132、吸手件.133、旋转电机.134、旋转测距探头.135、同步旋转轴.136。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明中需要说明的是,术语“上”“下”“左”“右”“竖直”“水平”“内”“外”等均为基于附图所示的方位或位置关系,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示本发明的装置或元件必须具有特定的方位,因此不能理解为对本发明的限制。
实施例
配合图1至图9所示,本发明公开了一种全自动多规格型钢码垛设备,包括至少两个同步动作的码垛机构1及输送机架2,码垛机构1安装在输送机架2上,两码垛机构1通过多个同步动作轴进行同步动作,其中首个码垛机构设有伺服电机,伺服电机通过同步动作轴与依次与其他的码垛机构的同步组件相连接并进行同步动作,其他码垛机构优选为不带有伺服电机由首个码垛机构的伺服电机驱动,但也可以每个码垛机构都设置同步动作的伺服电机,本实施例不作限定。
码垛机构1包括升降机架11、行走机架12及旋转吸手组件13,升降机架11上设有升降滑轨111,升降机架11优选为两相互平行设置的立柱,升降滑轨111设有两个并分别对称设置在立柱上,行走机架12通过一行走座121滑动安装在升降滑轨111上,行走座121上设有一行走滑轨122,行走机架12滑动安装在行走滑轨122。
输送机架2设有多个等间距设置的输送辊并与输送电机相安装,升降机架11及行走机架12均设有保护罩。
各码垛机构等间距设置在输送机架的同一侧位置,并将其旋转吸手组件13设置在两输送辊之间,方便其活动至输送机架上的型钢下方进行码垛作业。
动作描述:多规格型钢(如C/Z型钢)由冷弯成型机成型出来后,通过输送机架2的输送辊将其输送到码垛机构1前的预定作业位置,码垛机构1各机架及旋转吸手组件13将型钢吸住,然后放置在预定的码垛区域内,完成一次动作后,吸手又快速回到给定吸取位置(预定作业位置),以待下一次动作。
升降机架11设有基座112、升降电机113、升降链114及升降测距探头115,基座112设置升降机架11底部并安装在输送机架2上,升降电机113设置在升降机架11顶部与升降链114相安装,升降链114与行走座121相安装,行走机架12设有与行走滑轨122相配合的滑座123,升降测距探头115安装在升降机架11上并设置在升降滑轨111的端部,通过升降测距探头115检测行走座121的活动距离。
行走滑轨122优选为一具有卡爪的U型座,滑座123优选为工字型滑座并安装在U型座上与其卡爪相卡接配合,限制其脱落,滑座123端部设有挡块限制其活动范围,使行走机架12在两挡块之间行走,避免超范围,也可以将挡块设置在行走机架12的侧壁。
升降电机113具有两个输出部,两输出部均设置有与升降链114相安装配合的链轮,升降链114具有两个并分别与升降电机113的两输出部相安装,两升降链114均连接有配重件116,升降机架113两侧均设有配重滑轨117,两配重滑轨117分别竖直设置在两立柱的外侧壁,配重件116滑动安装在配重滑轨117,配重件116为具有一定重量的金属块,优选为铅块或钢块。
升降电机113的输出部连接有一同步升降轴118,同步升降轴118与另一码垛机构1的升降链114相安装。
行走机架12底部设有齿轨124,行走座121设有一固定架,固定架安装有一行走电机125,行走电机125的输出部设有一与齿轨124相啮合的齿轮126。
行走机架12优选为一空心的方形管架,行走座121设有与升降滑轨111相安装的滑动部,行走座121设置在行走机架12的下方用于支撑行走机架12及带动其升降,行走座121在其侧壁设有一用于安装行走电机12的固定架,通过行走电机125驱动行走机架12在行走滑轨122上前后滑动,进而带动旋转吸手组件13前后活动。
行走机架12设有行走测距探头,通过行走测距探头检测行走机架12的活动距离。
行走机架12设有一同步行走轴127,同步行走轴127一端与行走电机125相连接,另一端设有齿轮并与另一码垛机构1的行走机架12的齿轨124相啮合。
旋转吸手组件13包括连接臂131、旋转座132、吸手件133、旋转电机134及旋转测距探头135,连接臂131一端与行走机架12相安装,另一端与旋转座132相安装,吸手件133与旋转电机134相安装并转动安装在旋转座上,旋转电机134通过同步旋转轴136与另一码垛机构1的吸手件133相连接,旋转测距探头135设置在旋转座132上。
连接臂131为一方形管架,旋转座132与行走机架12相互平行并设置在连接臂131的两端,旋转座132朝升降机架11设置,吸手件133设置在旋转座132上其旋转范围优选为180°或270°,以满足不同规格的型钢,当型钢为C型、H型或Z型钢,各码垛机构的吸收件优选为从下往上托举型钢,也可以通过从上往下吸附并抓其型钢,如型钢为几型、V型或W等较为复杂型钢,吸手件133旋转至与其外侧面角度匹配的位置,从侧壁吸附住,或旋转至与其内侧壁角度匹配的位置,从内壁吸附住,本实施例的旋转吸手组件13能够满足不同规格的型钢进行码垛作业,结构巧妙且操作灵活,无需更换吸手件,工作效率高。
旋转座132由两对称设置的安装座组成,两安装座均开设有轴承孔并内设有轴承,旋转电机134设置在安装座上并通过其输出部连接有一安装在两轴承之间的旋转轴,吸手件133设有一安装在旋转轴上的旋转安装座,旋转测距探头135设有至少两个并通过安装架分别设置在安装座的上下两侧。
吸手件133设有一吸手盘,吸手盘与旋转安装座相固接并与型钢相配合;吸手盘优选为带有电磁器件,通过通电使其带有吸附型钢不脱落的磁力,满足不同规格,不同重量的型钢需求。
各测距探头均与后台控制端相连接,通过后台控制端检测各码垛机构同步动作情况,避免出现码垛工作过程发生误差导致动作不同和吸手件吸力不足问题。
本实施例的同步动作的码垛机构1之间通过同步旋转轴127进行吸手件133的同步动作,利用升降电机113连接升降链114带动行走机架125在升降机架11的升降滑轨111上滑动,升降电机113通过同步升降轴118带动另一码垛机构1的行走机架12在升降机架11上升降,行走机架12通过滑座123滑动安装安装在行走滑轨122上,行走电机125通过其输出部与齿轨124相啮合,行走电机125通过同步行走轴136带动另一码垛机构1的行走机架12在行走座121的滑座123上滑动配合。
本实施例通过输送机架输送型钢,升降机架带动行走机架升降作业,行走机架在行走座上前后滑动带动旋转吸手组件的活动,利用旋转吸收组件的连接臂连接旋转座及行走机架,旋转电机驱动吸手件在旋转座上旋转,使其在旋转座上旋转不同的角度以匹配不同规格的型钢,自动化程度高且无需更换吸手件,码垛机构之间同步动作,工作效率高。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
- 一种全自动多规格型钢码垛设备
- 一种多规格冷弯型钢生产及码垛设备