一种3D打印零件快速定位基准的结构
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及3D打印技术领域,具体为一种3D打印零件快速定位基准的结构。
背景技术
在3D打印零件的成型过程中,复杂的3D打印零件结构,很难确定加工基准,通常简单的3D打印零件的定位基准,可以通过基板和零件的相对位置关系,来确定3D打印零件的基准,或者是3D打印零件有直角边,可以用直角边来确定加工基准,也可以通过划线来确定加工基准,然而复杂的3D打印零件,没有直角边的3D打印零件,在打印完成,去掉零件支撑后,就没有了相对应的基准,这时候就需要通过三维扫描来确定定位基准,然而,通过三维扫描来确定定位基准,需要消耗大量的时间,加工成本也会大大增加,因此为了节约成本,缩短在机床上确定定位基准的时间,可以直接在3D打印零件上打印出快速定位基准的结构。
发明内容
本发明的目的在于提供一种3D打印零件快速定位基准的结构,具备可快速定位的优点,解决了很多3D打印零件的结构,未考虑加工部分,进而使零件在数控定位的过程中,难度加大,通过三维扫描来确定定位基准,需要消耗大量的时间,加工成本也会大大增加的问题。
为实现上述目的,本发明提供如下技术方案:一种3D打印零件快速定位基准的结构,包括定位板、零件一、零件二和零件三,所述定位板的外圈环绕开设有滑槽,所述定位板顶部的前后两侧均开设有通孔,所述滑槽内腔的左右两侧均滑动连接有滑块,所述滑块的外侧连接有定位基准块,所述滑块的顶部固定连接有限位块,所述限位块的顶部贯穿通孔并与其内壁滑动连接,所述定位板的底部固定连接有对照基准块,所述对照基准块上开设有对照基准孔,所述定位基准块上开设有定位基准孔,所述定位基准块固定在零件一的左右两侧,所述定位板固定套设在零件二外表面的中端,所述零件三外表面的顶部固定套设有零件板,所述定位基准孔开设在零件板顶部的前后两侧。
优选的,所述对照基准块的数量为六个,且均匀分布于定位板的底部。
优选的,所述零件一为异型零件。
优选的,所述零件二为薄壁零件,所述零件二的外表面设置有加强筋,所述定位板固定套设在加强筋上。
优选的,所述零件三为特性零件,所述定位基准孔开设在零件三内部。
优选的,所述一种3D打印零件快速定位基准的结构使用方法,包括以下步骤:
A:3D打印零件,在设计环节,将加工基准也考虑进去,只需要在零件适当的位置增加两个工艺块工艺孔,工艺块需要根据零件大小,零件结构,零件的加工部位等因素来设计工艺块的形状;
B:按零件的大小设计工艺块的大小,一般长宽超过1米的零件,工艺块可以设计为100mm×100mm×40mm的矩形工艺块,零件长宽在300mm至1米之间的,可以设计成50mm×50mm×20mm的矩形工艺块,小于300mm的零件,可以设计成25mm×25mm×10mm的矩形工艺块;
C:按零件的结构设计工艺块的位置,如果零件的结构很好,稳定性较强,工艺块设计在零件两侧即可,如果零件的结构较弱,工艺块的位置需要设计在加强筋附近;三、如果零件两侧无法增加工艺块,也可以在零件结构的内部寻找突破口,设计工艺孔,实现快速定位的效果。
与现有技术相比,本发明的有益效果如下:
1、本发明通过定位板、定位基准块、零件一、零件二、零件三、定位基准孔、零件板、通孔、对照基准孔、对照基准块、限位块、滑槽和滑块的配合使用,具备可快速定位的优点,解决了很多3D打印零件的结构,未考虑加工部分,进而使零件在数控定位的过程中,难度加大,通过三维扫描来确定定位基准,需要消耗大量的时间,加工成本也会大大增加的问题。
2、本发明通过在3D打印的过程中,将基准块与零件一起打印成型,就能实现在机床上快速定位的目的,进而提升机床的加工利用率,采用快速定位基准的结构,可以实现在数控机床上,加工起来更方便,更快捷,3D打印零件的快速定位基准,可以有效的缩短零件的找正时间,利用这种结构,即使零件没有直角边,也可以快速定位,提高了定位的精度,让加工更准确,省去了复杂零件还需要三维扫描确定基准的时间,降低加工了成本。
附图说明
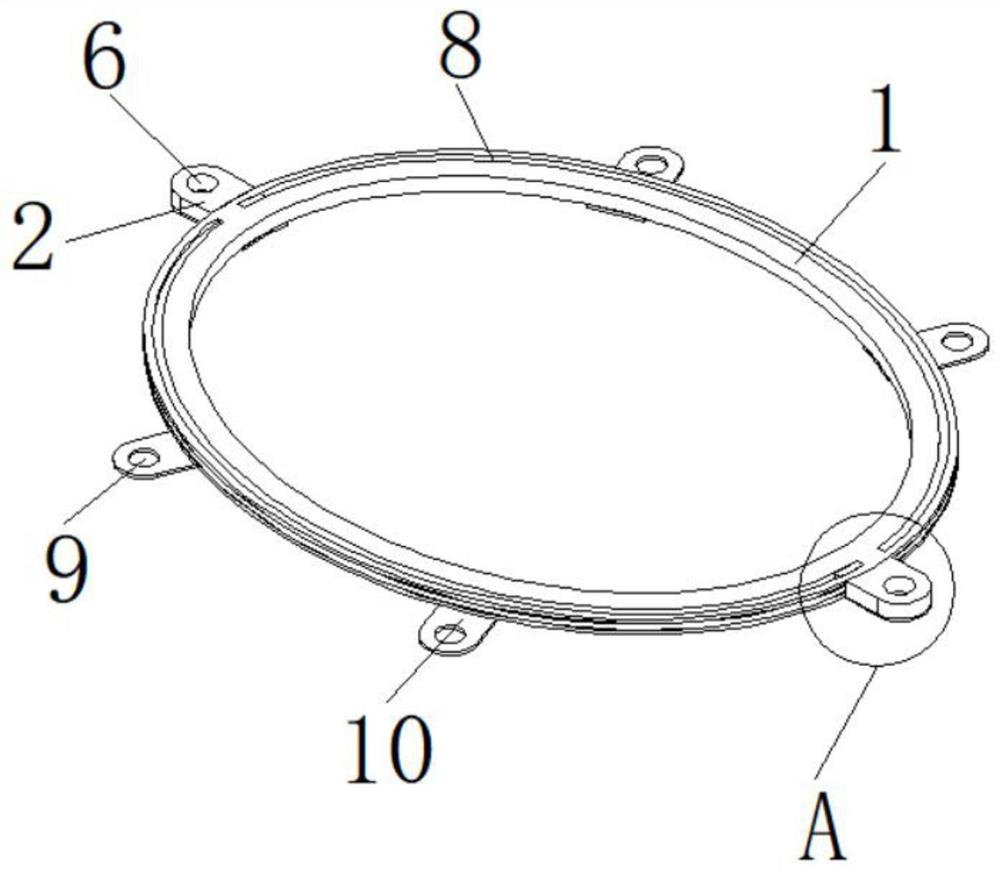
图1为本发明结构示意图;
图2为本发明零件一与定位基准块配合示意图;
图3为本发明零件一与定位基准块配合俯视图;
图4为本发明零件二与定位基准块配合示意图;
图5为本发明零件三与定位基准块配合俯视图;
图6为本发明零件三与定位基准块配合左视图;
图7为本发明零件三与定位基准块配合示意图;
图8为本发明图1中A的放大图;
图9为本发明定位基准块立体图。
图中:1定位板、2定位基准块、3零件一、4零件二、5零件三、6定位基准孔、7零件板、8通孔、9对照基准孔、10对照基准块、11限位块、12滑槽、13滑块。
具体实施方式
请参阅图1-图9,一种3D打印零件快速定位基准的结构,包括定位板1、零件一3、零件二4和零件三5,定位板1的外圈环绕开设有滑槽12,通过滑槽12的使用,能够方便滑块13在其内部进行滑动,从而对定位基准块2的位置进行调节,定位板1顶部的前后两侧均开设有通孔8,滑槽12内腔的左右两侧均滑动连接有滑块13,滑块13的外侧连接有定位基准块2,滑块13的顶部固定连接有限位块11,通过限位块11的使用,能够避免滑块13从滑槽12内部滑落,限位块11的顶部贯穿通孔8并与其内壁滑动连接,定位板1的底部固定连接有对照基准块10,通过对照基准块10和对照基准孔6的使用,能够方便定位基准块2快速寻找定位点,对照基准块10上开设有对照基准孔9,定位基准块2上开设有定位基准孔6,定位基准块2固定在零件一3的左右两侧,定位板1固定套设在零件二4外表面的中端,零件三5外表面的顶部固定套设有零件板7,定位基准孔6开设在零件板7顶部的前后两侧;
对照基准块10的数量为六个,且均匀分布于定位板1的底部;
零件一3为异型零件;
零件二4为薄壁零件,零件二4的外表面设置有加强筋,定位板1固定套设在加强筋上;
零件三5为特性零件,定位基准孔6开设在零件三5内部;
一种3D打印零件快速定位基准的结构使用方法,包括以下步骤:
A:3D打印零件,在设计环节,将加工基准也考虑进去,只需要在零件适当的位置增加两个工艺块工艺孔,工艺块需要根据零件大小,零件结构,零件的加工部位等因素来设计工艺块的形状;
B:按零件的大小设计工艺块的大小,一般长宽超过1米的零件,工艺块可以设计为100mm×100mm×40mm的矩形工艺块,零件长宽在300mm至1米之间的,可以设计成50mm×50mm×20mm的矩形工艺块,小于300mm的零件,可以设计成25mm×25mm×10mm的矩形工艺块;
C:按零件的结构设计工艺块的位置,如果零件的结构很好,稳定性较强,工艺块设计在零件两侧即可,如果零件的结构较弱,工艺块的位置需要设计在加强筋附近;三、如果零件两侧无法增加工艺块,也可以在零件结构的内部寻找突破口,设计工艺孔,实现快速定位的效果。
综上所述:该3D打印零件快速定位基准的结构,通过定位板1、定位基准块2、零件一3、零件二4、零件三5、定位基准孔6、零件板7、通孔8、对照基准孔9、对照基准块10、限位块11、滑槽12和滑块13的配合使用,解决了很多3D打印零件的结构,未考虑加工部分,进而使零件在数控定位的过程中,难度加大,通过三维扫描来确定定位基准,需要消耗大量的时间,加工成本也会大大增加的问题。
- 一种3D打印零件快速定位基准的结构
- 一种3D打印零件内的支撑结构、其3D打印及去除方法