限位器位置简易检测工装及其检测方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及汽车车门装配检测领域,具体涉及一种限位器位置简易检测工装及其检测方法。
背景技术
车门限位器安装后,在使用过程中与内部滑块接触的主臂,在主臂上的摩擦状态不一致,具体汇总基本分为两种情况。
第一种是主臂在两侧分别与上下滑块接触,其中一侧摩擦痕迹很少,另一侧痕迹遍布全行程,甚至出现磨损情况;第二种是在主臂的同一侧表面上,在两边的摩擦情况也不一致,出现一边多一边少的现象。长时间摩擦会引起开关门异响,严重会使限位器功能丧失(无法起到限位作用)。
整车装配完成后,车门与侧围通过铰链及门锁来实现相对位置的保证,其相对间隙、面差只能靠整体状态来评价。而限位器在车门端与侧围端的相对位置,暂没有合适的工具来加以检测,只能靠各个安装孔的自身精度来保证。但实际上,通过公差累计及安装时力矩打紧过程,会使限位器主臂与底座产生相对变形,并且随整车一直存在。
现阶段对该类问题解析,只能靠更换滑块或主臂材料,采用耐磨性更优的配合,现阶段无合适工装及工具对限位器车身端、车门端的相对位置进行检测,无法分析得出限位器在整车上的具体状态:扭转还是翻转。
发明内容
本发明的目的就是针对上述技术的不足,提供一种限位器位置简易检测工装及其检测方法,可在实车上具体测量限位器主臂相对限位器底座的位置,便于后续的解析对策指定。
为实现上述目的,本发明所设计的限位器位置简易检测工装,包括竖直的固定本体,还包括水平的活动臂,所述活动臂的一端通过铰接轴铰接在所述固定本体的顶部绕所述铰接轴在水平面上旋转,所述活动臂上设有与所述活动臂长度方向相同的滑动槽,所述滑动槽内插有竖直的测量尺。
优选地,所述固定本体的一个侧面的上部开有第一圆孔,且与该侧面垂直的另一个侧面上从上往下挖有第一槽和第二槽,所述第一圆孔起主定位作用,与设在车门里板上的一个限位器螺栓配合,同时,所述第二槽与车门里板上的另一个限位器螺栓在整车Y向面接触,对所述固定本体实现全约束,所述第一槽用于避让预挂在车门里板上的限位器的主臂。
优选地,所述固定本体上开有所述圆孔的侧面上设有第一磁铁,所述固定本体通过所述第一磁铁磁吸在车门里板上。
优选地,所述第一磁铁上开有与与所述第一槽配套的第三槽,用于避让预挂在车门里板上的限位器的主臂。
优选地,所述铰接轴设置在所述固定本体的顶端,所述活动臂的一端开有第二圆孔,所述活动臂通过所述第二圆孔铰接在所述铰接轴上。
优选地,所述活动臂靠近所述第二圆孔位置的下方设有凸台,所述凸台与所述固定本体的上表面贴合,实现所述活动臂的面限位,使所述活动臂只剩下一个旋转的自由度。
优选地,所述测量尺的横截面为方形,所述测量尺上套置有支撑块,所述支撑块上开有方形孔,所述支撑块放置在所述活动臂上方,通过所述支撑块约束所述测量尺在滑动方向上的偏转,通过所述滑动槽和所述支撑块上的方形孔来限位所述测量尺各个方向的旋转及一个方向的移动,使所述测量尺只剩滑移和上下移动两个自由度。
优选地,所述支撑块的下表面设有第二磁铁,所述第二磁铁通过磁性吸附在所述活动臂的上表面上,避免所述支撑块在使用时发送意外位移。
优选地,所述测量尺的顶部设有端头,所述端头的宽度大于所述滑动槽的宽度,避免所述测量尺在测量时掉落。
一种所述限位器位置简易检测工装的检测方法,打开车门,将限位器通过至少两个限位器螺栓在车门里板上预挂,所述固定本体安装在车门里板上,将所述测量尺抵住所述限位器的主臂并在所述滑动槽内移动,进行长度方向的表面检测,取得前后方向的间隙差值,判断所述限位器的主臂是否为翻转,并计算翻转量,再将所述测量尺位置固定,旋转所述活动臂,将所述限位器的主臂目标区域内两侧间隙进行测量取得扭转间隙值,然后将所述测量尺滑动,再测若干组扭转间隙值,通过对比判断所述限位器的主臂是否存在扭转,所述扭转间隙值即为扭转量。
本发明与现有技术相比,具有以下优点:
1、通过该工装,在整车状态上即可测量限位器主臂靠近车身端的相对间隙,从而判断主臂所呈现的状态——扭转或翻转;
2、工装固定在车门里板上,定位原则与限位器安装保持一致,也是直接与限位器螺栓产生定位,减少公差累计提升测量精度,有效消除固定带来的误差;
3、活动臂可绕固定本体上端的铰接轴进行旋转,可以保证在不同开度、不同车型上都能使用工装,应用范围更广;
4、可以在主臂上表面的两边进行测量,来判断主臂是否扭转;
5、通过测量尺,可以直接得出间隙值,相比用游标卡尺等工具在此工装上测量,降低了测量误差,操作简便;
6、对开发过程中的车型出现限位器主臂磨损问题,通过工装来分析主臂的工作状态(理论为相对限位器底座处于居中位置),并将状态用间隙值量化;
7、在改善阶段可以借助已测数值来指导工艺优化或安装手法,解决实际现生产问题;
8、也可用来竞品市场车型,建立其它车型限位器主臂状态数据库,在解析现生产问题时可以作为参考。
附图说明
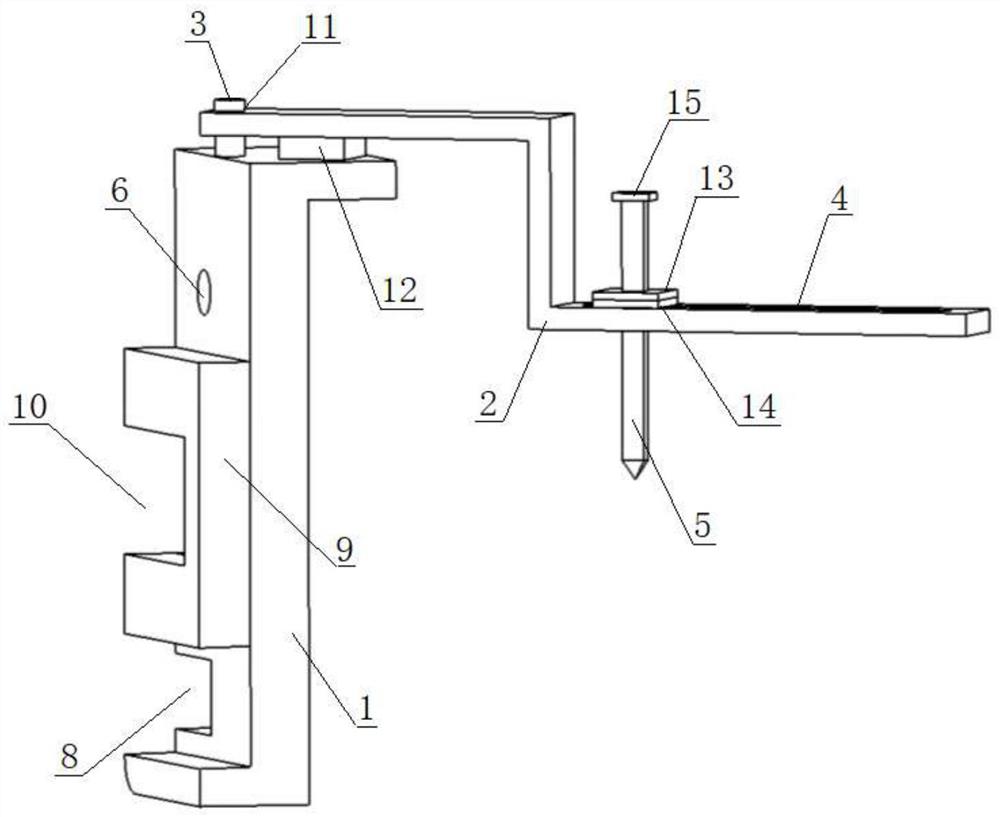
图1为本发明限位器位置简易检测工装的结构示意图;
图2为本发明限位器位置简易检测工装另一个角度的结构示意图;
图3为为本发明限位器位置简易检测工装第三个角度的结构示意图;
图4为图1中固定本体在车门里板上的安装示意图;
图5为本发明限位器位置简易检测工装整体在车门里板上的安装示意图;
图6为本发明限位器位置简易检测工装整体使用时的示意图。
图中各部件标号如下:
固定本体1、活动臂2、铰接轴3、滑动槽4、测量尺5、第一圆孔6、第一槽7、第二槽8、第一磁铁9、第三槽10、第二圆孔11、凸台12、支撑块13、第二磁铁14、端头15、限位器16、限位器螺栓17、车门里板18、主臂19。
具体实施方式
下面结合附图和具体实施例对本发明作进一步的详细说明。
如图1所示,本发明限位器位置简易检测工装,包括竖直的固定本体1,还包括水平的活动臂2,活动臂2的一端通过铰接轴3铰接在固定本体1的顶部绕铰接轴3在水平面上旋转,活动臂2上设有与活动臂2长度方向相同的滑动槽4,滑动槽4内插有竖直的测量尺5。
本实施例限位器位置简易检测工装在检测时,打开车门,如图4和图5所示,将限位器16通过至少两个限位器螺栓17在车门里板18上预挂,固定本体1安装在车门里板18上,结合图6所示,将测量尺5抵住限位器16的主臂19并在滑动槽4内移动,进行主臂19上目标区域长度方向的表面检测,目标区域一般长度为20mm以上,取得前后方向的间隙差值,判断限位器16的主臂是否为翻转,并计算翻转量,随即可以计算得出车身侧固定位置的翻转值,该值可作为车身侧限位器16安装固定孔调整的建议值。再将测量尺5位置固定,旋转活动臂2,将限位器16的主臂19目标区域内两侧间隙进行测量取得扭转间隙值,然后将测量尺5滑动,再测若干组扭转间隙值,通过对比判断限位器16的主臂19是否存在扭转,扭转间隙值即为扭转量。
另外,如图1、图2及图3所示,固定本体1的一个侧面的上部开有第一圆孔6,第一圆孔6起主定位作用,与设在车门里板18上的一个限位器螺栓17配合,且与该侧面垂直的另一个侧面上从上往下挖有第一槽7和第二槽8,第二槽8与车门里板18上的另一个限位器螺栓17在整车Y向面接触,对所述固定本体1实现全约束,第一槽7用于避让预挂在车门里板18上的限位器16的主臂19,固定本体1上开有圆孔6的侧面上设有第一磁铁9,固定本体1通过第一磁铁9磁吸在车门里板18上,第一磁铁9上开有与第一槽7配套的第三槽10,用于避让预挂在车门里板18上的限位器16的主臂19。
本实施例中,铰接轴3设置在固定本体1的顶端,活动臂2的一端开有第二圆孔11,活动臂2通过第二圆孔11铰接在铰接轴3上,活动臂2靠近第二圆孔11位置的下方设有凸台12,凸台12与固定本体1的上表面贴合,实现活动臂2的面限位,使活动臂2只剩下一个旋转的自由度,测量尺5的横截面为方形,测量尺5上套置有支撑块13,支撑块13上开有方形孔,支撑块13放置在活动臂2上方,通过支撑块13约束测量尺5在滑动方向上的偏转,通过滑动槽4和支撑块13上的方形孔来限位测量尺5各个方向的旋转及一个方向的移动,使测量尺5只剩滑移和上下移动两个自由度,支撑块13的下表面设有第二磁铁14,第二磁铁14通过磁性吸附在活动臂2的上表面上,避免支撑块13在使用时发送意外位移。
另外,测量尺5的顶部设有端头15,端头15的宽度大于滑动槽4的宽度,避免测量尺5在测量时掉落。
本实施例由线切割等方式来加工实现,每个尺寸精度可保证±0.01mm,尺寸链少,总体精度高。
本实施例在设计时,第二槽8的高度设计直接影响该工装的应用范围,要将限位器螺栓17的跨距多做竞品,设计符合多款限位器16可使用的工装。另外,活动臂2在设计时,其长度若太长,测量时旋转受限制,容易被车身碰撞,若太短,只能靠车门小开度来实现限位器16主臂19靠近车身端位置的测量,这样影响测量时的操作方便性。因此活动臂2整体长度参考限位器16主臂19最大开度时的主臂19漏出长度来设计。支撑块13与测量尺5一同设计,这样两者配合更精确,测量尺5上带有刻度,建议精度设定为0.2mm。
本发明限位器位置简易检测工装及其检测方法,通过工装,在整车状态上即可测量限位器16主臂19靠近车身端的相对间隙,从而判断主臂19所呈现的状态——扭转或翻转;工装固定在车门里板18上,定位原则与限位器16安装保持一致,也是直接与限位器螺栓17产生定位,减少公差累计提升测量精度,有效消除固定带来的误差;活动臂2可绕固定本体1上端的铰接轴3进行旋转,可以保证在不同开度、不同车型上都能使用工装,应用范围更广;可以在主臂19上表面的两边进行测量,来判断主臂19是否扭转;通过测量尺5,可以直接得出间隙值,相比用游标卡尺等工具在此工装上测量,降低了测量误差,操作简便;本发明对开发过程中的车型出现限位器16主臂19磨损问题,通过工装来分析主臂19的工作状态(理论为相对限位器底座处于居中位置),并将状态用间隙值量化;在改善阶段可以借助已测数值来指导工艺优化或安装手法,解决实际现生产问题;也可用来竞品市场车型,建立其它车型限位器16主臂19状态数据库,在解析现生产问题时可以作为参考。
- 限位器位置简易检测工装及其检测方法
- 一种圆柱锂电池探针位置检测工装、检测系统及检测方法