一种自动仓储系统用的水平拣料装置
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及仓储设备技术领域,具体涉及一种自动仓储系统用的水平拣料装置。
背景技术
仓储管理对于许多行业来说相当重要。特别是对于物料种类繁多和物料存放量庞大的企业来说,如果能够妥善地将物料分门别类,并且放置在适当的位置,可将仓储空间发挥至最大效益,减少查找时间。
以表面黏着技术(又称为SMT,Surface Mount Technology)为例,表面黏着技术是电子制造领域的基础性产业,仓储管理为表面黏着技术的制程中相当重要的一部分,主要包括入料、出料、退料、补料等步骤。
然而,现有的仓储发料系统大多采用纸质料单和人工辨认查找的方法,工作效率低,错误率高,实时更新性差,对作业人员的作业技能要求很多,需要训练较长时间的熟练人员才能有效地进行入料、出料等流程。
进一步地说,为了能够有效、准确地对物料进行分类存放,不同类型的物料存储位置多为固定设置,为了熟练准确地进行入料、出料等流程操作,又进一步提高了对操作人员的技能要求。
再者,由于电子产品生产行业大批量多品种等特性,所用物料较多;若用人工进行物料管理和传递,则会存在查找困难,耗费时间的问题。因此,要考虑物料存储和传递运输的自动化,以缩短物料查找和获取的时间,提高物流速度,提高生产效率。
目前在市面上有一种用于自动仓储的储存及运送装置可解决上述问题,其包含仓储柜、导轨、存取装置、第一输送模块、第二输送模块及夹取模块。存取装置从仓储柜的物料箱放置区将物料箱取出,然后由导轨引导将物件搬运至输送模块,以完成取料的动作。存取装置亦可从第一输送模块上将物料箱取出,然后由导轨将物料箱搬运至仓储柜的物料箱放置区,以完成存料的动作。夹取模块夹取第一输送模块上的某一物料箱中的多个物件放置在第二输送模块上的某一物料箱中,以完成拣料的动作。
一般来说,物件可以垂直或水平放置在物料箱中。但是,现有的拣料装置无法夹取物件,从而产生以下两种问题:
其一,在拣料时,如果使用者想要将第一输送模块上的某一物料箱中的水平放置的物件水平放置在第二输送模块上的某一物料箱中,必须仰赖人工作业才能够达到目的,效率低。
其二,有些物料箱放置区为垂直物料存放区,有些物料箱放置区为水平物料存放区。放置在垂直物料存放区的物料箱中的物件必须是垂直放置的,放置在水平物料存放区的物料箱中的物件必须是水平放置的。万一第二输送模块上的某一物料箱的物件是水平放置的,但却被分配在垂直物料存放区,必须仰赖人工将第二输送模块上的某一物料箱的水平放置的物件取出,人工翻转成垂直,然后人工放置在垂直物料区中的某一物料箱中,效率低。
发明内容
本发明的目的是提供一种自动仓储系统用的水平拣料装置,以解决现有技术中存在的现有拣料装置对水平放置的物件拣料效率较低的技术问题;本发明提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果;详见下文阐述。
为实现上述目的,本发明提供了以下技术方案:
本发明提供的一种自动仓储系统用的水平拣料装置,包括:一第一输送模块,具有一第一拣料区;一第二输送模块,具有一第二拣料区;一第一物料箱,设置于所述第一拣料区,并且用以供呈现水平状态的至少一物件水平放置于其中;一第二物料箱,设置于所述第一拣料区或所述第二拣料区;一夹取模块,靠近所述第一拣料区和所述第二拣料区;一控制单元,电性连接所述第一输送模块、所述第二输送模块及所述夹取模块;所述控制单元先控制所述夹取模块移动至所述第一物料箱中,接着所述控制单元控制所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件,然后所述控制单元控制所述夹取模块将所述至少一物件从所述第一物料箱移动至所述第二物料箱中,最后所述控制单元控制所述夹取模块脱离所述至少一物件,使得所述至少一物件放置在所述第二物料箱中。
优选地,所述夹取模块包括一基座、一机械手臂及复数个第一夹具,所述基座靠近所述第一拣料区和所述第二拣料区,所述机械手臂的一第一端设置于所述基座上,所述控制单元电性连接所述机械手臂,所述第一夹具设置于所述机械手臂的一第二端,并且靠近所述机械手臂的第二端的轴心,所述控制单元电性连接所述第一夹具,并且控制所述第一夹具移动于一第一位置与一第二位置之间;在所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件之前,所述第一夹具位于第一位置;当所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件时,所述控制单元先控制所述机械手臂移动至所述第一物料箱的上方,接着所述控制单元再控制所述机械手臂往下移动,使得所述第一夹具穿过所述第一物料箱中的呈现水平状态的所述至少一物件的一中心孔,并且分别与所述第一物料箱中的呈现水平状态的所述至少一物件的所述中心孔的一内侧壁保持一段距离,然后所述控制单元控制所述第一夹具水平移动至第二位置,使得所述第一夹具夹住所述第一物料箱中的呈现水平状态的所述至少一物件的所述中心孔的所述内侧壁;在所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件以后,所述控制单元先控制所述机械手臂往上移动,使得呈现水平状态的所述至少一物件离开所述第一物料箱,接着所述控制单元再控制所述机械手臂移动至所述第二物料箱的上方,使得呈现水平状态的所述至少一物件位于所述第二物料箱的上方,然后所述控制单元控制所述机械手臂往下移动,将呈现水平状态的所述至少一物件移动至所述第二物料箱中,接着所述控制单元控制所述第一夹具水平移动至第一位置,使得所述第一夹具脱离呈现水平状态的所述至少一物件的所述中心孔的所述内侧壁,最后所述控制单元控制所述机械手臂往上移动,使得所述第一夹具穿过呈现水平状态的所述至少一物件的所述中心孔,以将呈现水平状态的所述至少一物件水平放置在所述第二物料箱中。
优选地,所述夹取模块更包括复数个第二夹具,所述第二夹具设置于所述机械手臂的第二端,并且靠近所述机械手臂的外侧,所述控制单元电性连接所述第二夹具,并且控制所述第二夹具移动于一第一位置与一第二位置之间;在所述夹取模块夹取呈现水平状态的所述至少一物件之前,所述第二夹具位于第一位置;当所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件时,所述控制单元先控制所述机械手臂移动至所述第一物料箱的上方,接着所述控制单元控制所述机械手臂往下移动,使得所述第二夹具通过所述第一物料箱中的呈现水平状态的所述至少一物件的一外侧壁的外侧,并且分别与所述第一物料箱中的呈现水平状态的所述至少一物件的所述外侧壁保持一段距离,然后所述控制单元控制所述第二夹具水平移动至第二位置,使得所述第二夹具夹住所述第一物料箱中的呈现水平状态的所述至少一物件的所述外侧壁;在所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件以后,所述控制单元先控制所述机械手臂往上移动,使得呈现水平状态的所述至少一物件位于所述第二物料箱的上方,接着所述控制单元控制所述机械手臂移动至所述第二物料箱的上方,然后所述控制单元控制所述机械手臂往下移动,将呈现水平状态的所述至少一物件移动至所述第二物料箱中,接着所述控制单元控制所述第二夹具水平移动至第一位置,使得所述第二夹具脱离呈现水平状态的所述至少一物件的所述外侧壁,最后所述控制单元控制所述机械手臂往上移动,使得所述第二夹具通过呈现水平状态的所述至少一物件的所述外侧壁的外侧,以将呈现水平状态的所述至少一物件水平放置在所述第二物料箱中。
优选地,所述第二夹具包括一第二移动夹杆及一第二钩部,所述第二移动夹杆设置于所述机械手臂的第二端,并且靠近所述机械手臂的外侧,所述第二钩部凸设所述第二移动夹杆的一内侧壁,所述控制单元电性连接所述第二移动夹杆,并且控制所述第二移动夹杆移动于一第一位置与一第二位置之间;当所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件时,所述第二夹具的第二移动夹杆夹住所述第一物料箱中的呈现水平状态的所述至少一物件的所述外侧壁,同时所述第二夹具的第二钩部抵靠于所述第一物料箱中的呈现水平状态的所述至少一物件的底面。
优选地,所有所述第二夹具的第二钩部的延伸方向相异。
优选地,所述第二夹具的第二钩部位于对应所述第二夹具的第二移动夹杆的底端。
优选地,更包括一翻转模块,靠近所述夹取模块,并且电性连接所述控制单元;所述控制单元先控制所述夹取模块移动至所述第一物料箱中,接着所述控制单元再控制所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件,然后所述控制单元控制所述夹取模块将呈现水平状态的所述至少一物件移动至所述翻转模块中;所述控制单元控制所述翻转模块将呈现水平状态的所述至少一物件从水平状态翻转成垂直状态;所述控制单元控制所述夹取模块移动至所述翻转模块,接着所述控制单元控制所述夹取模块夹取所述翻转模块中的呈现垂直状态的所述至少一物件,然后所述控制单元控制所述夹取模块将呈现垂直状态的所述至少一物件从所述翻转模块移动至所述第二物料箱中,最后所述控制单元控制所述夹取模块脱离呈现垂直状态的所述至少一物件,使得呈现垂直状态的所述至少一物件垂直放置在所述第二物料箱中。
优选地,所述夹取模块包括一基座、一机械手臂及复数个第一夹具,所述基座靠近所述第一拣料区和所述第二拣料区,所述翻转模块靠近所述基座,所述机械手臂的一第一端设置于所述基座上,所述控制单元电性连接所述机械手臂,所述第一夹具设置于所述机械手臂的一第二端,并且靠近所述机械手臂的第二端的轴心,所述控制单元电性连接所述第一夹具,并且控制所述第一夹具移动于一第一位置与一第二位置之间;在所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件之前,所述第一夹具位于第一位置;当所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件时,所述控制单元先控制所述机械手臂移动至所述第一物料箱的上方,接着所述控制单元控制所述机械手臂往下移动,使得所述第一夹具穿过所述第一物料箱中的呈现水平状态的所述至少一物件的一中心孔,并且分别与所述第一物料箱中的呈现水平状态的所述至少一物件的所述中心孔的一内侧壁保持一段距离,然后所述控制单元控制所述第一夹具水平移动至第二位置,使得所述第一夹具夹住所述第一物料箱中的呈现水平状态的所述至少一物件的所述中心孔的所述内侧壁;在所述夹取模块夹取所述第一物料箱中的呈现水平状态的所述至少一物件以后,所述控制单元先控制所述机械手臂往上移动,接着所述控制单元控制所述机械手臂移动至所述翻转模块,将呈现水平状态的所述至少一物件移动至所述翻转模块中,接着所述控制单元控制所述第一夹具水平移动至第一位置,使得所述第一夹具脱离呈现水平状态的所述至少一物件的所述中心孔的所述内侧壁,最后所述控制单元控制所述机械手臂往上移动,使得所述第一夹具穿过呈现水平状态的所述至少一物件的所述中心孔,以将呈现水平状态的所述至少一物件水平放置在所述翻转模块中;所述控制单元控制所述翻转模块将呈现水平状态的所述至少一物件从水平状态翻转成垂直状态;在所述夹取模块夹取所述翻转模块中的呈现垂直状态的所述至少一物件之前,所述第一夹具位于第二位置;当所述夹取模块夹取所述翻转模块中的呈现垂直状态的所述至少一物件时,所述控制单元先控制所述机械手臂移动至所述翻转模块的上方,接着所述控制单元控制所述机械手臂往下移动,使得所述第一夹具通过所述翻转模块中的呈现垂直状态的所述至少一物件的二表面的外侧,并且分别与所述翻转模块中的呈现垂直状态的所述至少一物件的二表面保持一段距离,然后所述控制单元控制所述第一夹具水平移动至第一位置,使得所述第一夹具夹住所述翻转模块中的呈现垂直状态的所述至少一物件的二表面;在所述夹取模块夹取所述翻转模块中的呈现垂直状态的所述至少一物件以后,所述控制单元先控制所述机械手臂往上移动,使得呈现垂直状态的所述至少一物件离开所述翻转模块,接着所述控制单元控制所述机械手臂移动至所述第二物料箱的上方,使得呈现垂直状态的所述至少一物件位于所述第二物料箱的上方,然后所述控制单元控制所述机械手臂往下移动,将呈现垂直状态的所述至少一物件移动至所述第二物料箱中,接着所述控制单元控制所述第一夹具水平移动至第二位置,使得所述第一夹具脱离呈现垂直状态的所述至少一物件的二表面,最后所述控制单元控制所述机械手臂往上移动,以将呈现垂直状态的所述至少一物件垂直放置在所述第二物料箱中。
优选地,所述翻转模块包含一固定部、一翻转部及一驱动机构,所述固定部靠近所述基座,所述翻转部设置于所述固定部,并且具有一容槽,所述驱动机构设置于所述固定部,连接所述翻转部,并且驱动所述翻转部相对所述固定部旋转于一水平位置与一垂直位置之间,所述控制单元电性连接所述驱动机构;所述控制单元控制所述夹取模块将呈现水平状态的所述至少一物件移动进入位于水平位置的所述翻转部的所述容槽中,所述控制单元控制所述驱动机构驱动所述翻转部移动至垂直位置,从而呈现水平状态的所述至少一物件从水平状态翻转成垂直状态。
优选地,更包括一光学读取器,设置于所述夹取模块上,并且电性连接所述控制单元;当所述控制单元控制所述机械手臂移动至所述第一物料箱的上方时,所述光学读取器光学读取所述第一物料箱中的呈现水平状态的所述至少一物件的所述中心孔,以获得一光学定位讯号及一物件堆栈高度讯号并且传送至所述控制单元,所述控制单元依据所述光学定位讯号计算出所述第一物料箱中的呈现水平状态的所述至少一物件的所述中心孔的正确方位,接着所述控制单元依据所计算出的正确方位控制所述机械手臂调节其第二端的水平位置,使得所述第一夹具对准所述第一物料箱中的呈现水平状态的所述至少一物件的所述中心孔;当所述控制单元控制所述机械手臂移动至所述第二物料箱的上方时,所述光学读取器光学读取所述第二物料箱,以获得一深度讯号并且传送至所述控制单元,所述控制单元比对所述物件堆栈高度讯号和所述深度讯号的差异计算出一物件移动数量,所述控制单元依据所述物件移动数量持续控制所述机械手臂从所述第一物料箱中移动复数片呈现水平状态的物件至所述第二物料箱中,当所述第二物料箱中的复数呈现水平状态的物件的高度与所述物件堆栈高度讯号相符时,所述控制单元控制所述机械手臂停止运作。
本发明提供的一种自动仓储系统用的水平拣料装置至少具有以下技术效果:
本发明能够自动将第一物料箱中的呈现水平状态的单片物件或数片物件或整串物件水平放置在第二物料箱中,无须仰赖人工作业,效率高。
再者,本发明能够自动将第一物料箱或第二物料箱中的呈现水平状态的单片物件取出,经由翻转模块自动将呈现水平状态的单片物件翻转成垂直状态,然后自动放置在另一第二物料箱中,无须仰赖人工作业,效率高。
此外,本发明能够藉由所述第二夹具夹住第一物料箱中的呈现水平状态的单片物件或数片物件或整串物件的外侧壁和底面,所以在移动呈现水平状态的单片物件或数片物件或整串物件时,相当稳固,不会晃动。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明实施例1的自动仓储系统整体运作示意图;
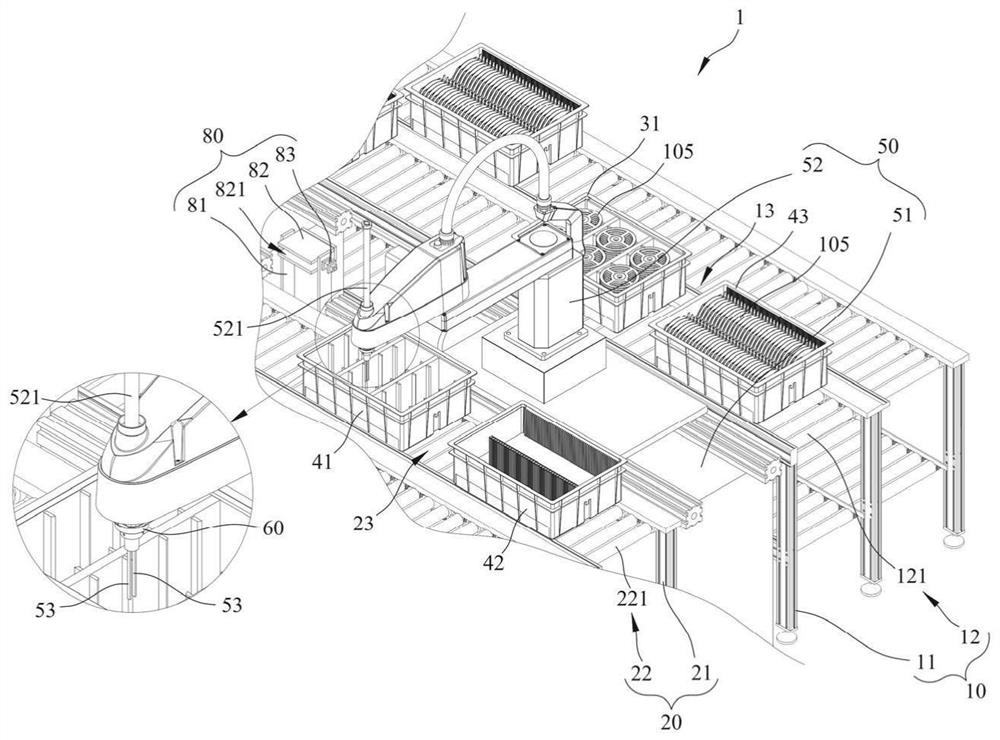
图2是本发明实施例1立体图;
图3是本发明实施例1的结构示意图;
图4A是本发明用以供用呈现水平状态的物件水平放置的第一物料箱和第二物料箱的一种实施方式结构示意图;
图4B是本发明用以供用呈现水平状态的物件水平放置的第一物料箱和第二物料箱的另一种实施方式结构示意图;
图5A-图5E是本发明实施例1对单片物件进行拣料的示意图;
图6是本发明实施例1对数片物料进行拣料的示意图;
图7是本发明用以供用呈现垂直状态的物件垂直放置的第二物料箱的示意图;
图8A-8C是本发明实施例1对单片物件进行翻转及拣料的示意图;
图9是本发明实施例2的示意图;
图10是本发明实施例2对整串物件进行拣料的示意图;
图11是本发明实施例3的自动仓储系统的整体运作示意图;
图12是本发明实施例4的立体图;
图13是本发明实施例5的示意图。
附图标记
1、自动仓储系统用的水平拣料装置;10、第一输送模块;11、第一架体;12、第一输送部;121、第一定位输送单元;13、第一拣料区;14、第一拣料部;20、第二输送模块;21、第二架体;22、第二输送部;221、第二定位输送单元;23、第二拣料区;24、第二拣料部;31、第一物料箱;331、箱体;3311、侧壁;3312、端壁;332、隔板;333、定位柱;334、水平定位区;41/42/43、第二物料箱;421、垂直定位区;50/50A、夹取模块;51、基座;52/52A、机械手臂;521、螺杆;53/53A、第一夹具;54A、第二夹具;541A、第二移动夹杆;542A、第二钩部;60、光学读取器;61、光线发射部;62、光线接收部;70、控制单元;80、翻转模块;81、固定部;82、翻转部;821、容槽;83、驱动机构;100、自动仓储系统;101/101A、仓储柜;1011、物料箱放置区;1012、移动空间;102、导轨;103、存取装置;1031、滑座;1032、立杆;1033、搬运组件;10331、垂直移动部;10332、承载平台;10333、水平移动部;104、物料箱;105、物件;1051、中心孔。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
实施例1:
如图1所示,图1为本发明实施例1的自动仓储系统的整体运作示意图。本发明提供一种自动仓储系统用的水平拣料装置1,为一自动仓储系统100的一部分,自动仓储系统100还包含复数仓储柜101。具体来说,自动仓储系统100包含复数仓储柜101、复数导轨102、复数存取装置103以及复数自动仓储系统用的水平拣料装置1。
仓储柜101间隔设置于一仓储空间中,并且包含复数层物料箱放置区1011。复数层物料箱放置区1011用以供复数物料箱104存放,每一层物料箱放置区1011可供数个物料箱104排成一排。相邻的二仓储柜101之间具有一移动空间1012。换言之,仓储柜101为立式柜体。物料箱放置区1011包含一水平物料存放区和一垂直物料存放区。
导轨102分别设于移动空间1012的地面,环绕仓储柜101的外周侧,并且互相连接而形成一个导引系统。
存取装置103包含一滑座1031、一立杆1032以及一搬运组件1033,滑座1031滑设于其中一导轨102上,立杆1032设于滑座1031的顶部。搬运组件1033包含一动力部(图未示)、二垂直移动部10331、一承载平台10332以及一水平移动部10333,动力部设于滑座1031,二垂直移动部10331设于立杆1032的一侧并且电性连接动力部,承载平台10332设于垂直移动部10331,水平移动部10333设于承载平台10332并且电性连接动力部。
以下将简单说明自动仓储系统100的取料程序。首先,滑座1031带着立杆1032和搬运组件1033沿着其中一导轨102移动,并且停留在一特定位置上。其次,动力部驱动二垂直移动部10331带着承载平台10332沿着立杆1032上升至其中一仓储柜101的某一层物料箱放置区1011。接着,动力部驱动水平移动部10333从承载平台10332往某一层物料箱放置区1011的方向平移至一物料箱104的底部。然后,动力部驱动水平移动部10333往承载平台10332的方向平移至初始位置。再来,动力部驱动垂直移动部10331带着承载平台10332沿着立杆1032下降。滑座1031带着立杆1032和搬运组件1033沿着其中一导轨102移动至自动仓储系统用的拣料装置1的一侧。最后,动力部驱动水平移动部10333从承载平台10332往自动仓储系统用的拣料装置1平移,以将物料箱104搬运至其中一自动仓储系统用的水平拣料装置1上。
自动仓储系统100的取料程序反过来运作即为自动仓储系统100的存料程序。
如图1-图3所示,分别为本发明的实施例1的自动仓储系统整体运作示意图、本发明实施例1的立体图和结构示意图。本发明的自动仓储系统用的水平拣料装置1包括一第一输送模块10、一第二输送模块20、一第一物料箱31、一第二物料箱41、一夹取模块50、一光学读取器60以及一控制单元70。
第一输送模块10包含一第一架体11及一第一输送部12,第一架体11设置于其中一仓储柜101的一侧,并且相隔一段距离,第一输送部12设置于第一架体11上,并且电性连接控制单元70,第一输送部12的某一处界定为一第一拣料区13。复数自动仓储系统用的水平拣料装置1的复数第一输送模块10彼此头尾相接而形成一第一输送系统。
在本实施例中,第一输送部12包含复数第一定位输送单元121,第一定位输送单元121设置于第一架体11上,并且电性连接控制单元70,部分第一定位输送单元121共同界定出第一拣料区13。
在其他实施例中,第一输送部12为一第一输送带(图未示),第一输送带可移动地设置于第一架体11,并且电性连接控制单元70,第一输送带的某一处界定为第一拣料区13。
第二输送模块20包含一第二架体21及一第二输送部22,第二架体21设置于第一输送模块10远离其中一仓储柜101的一侧,第二输送部22设置于第二架体21上,并且电性连接控制单元70,第二输送部22的某一处界定为第二拣料区23。复数自动仓储系统用的水平拣料装置1的复数第二输送模块20彼此头尾相接而形成一第二输送系统。
在本实施例中,第二输送部22包含复数第二定位输送单元221,第二定位输送单元221设置于第二架体21上,并且电性连接控制单元70,部分第二定位输送单元221共同界定出第二拣料区23。
在其他实施例中,第二输送部22为一第二输送带(图未示),第二输送带可移动地设置于第二架体21,并且电性连接控制单元70,第二输送带的某一处界定为第二拣料区23。
存取装置103从仓储柜101的物料箱放置区1011的水平物料存放区取出一物料箱,并且将取出的物料箱搬运至第一输送部12上。控制单元70控制第一输送部12运作,第一输送部12将取出的物料箱水平移动至第一拣料区13。因此,取出的物料箱被界定为第一物料箱31,设置于第一拣料区13,并且用以供呈现水平状态的多个物件105水平放置于其中。
如图4所示,图4为本发明用以供用呈现水平状态的物件水平放置的第一物料箱31和第二物料箱41的示意图。在本实施例中,第一物料箱31包含一箱体331及复数隔板332。箱体331包含二侧壁3311、二端壁3312及一底壁,二侧壁3311彼此平行且位于箱体331的相对二侧,二端壁3312彼此平行且位于箱体331的相对二端,底壁位于箱体331的底端,二侧壁3311、二端壁3312和底壁彼此相接并且共同围构一容置槽。隔板332间隔设置于容置槽中,并且与端壁3312平行。所有端壁3312的内侧面凸设复数定位柱333,所有隔板332的外侧面和内侧面分别凸设复数定位柱333。所有端壁3312的内侧面的其中二定位柱333和所有隔板332的外侧面的其中二定位柱333之间的空间界定为一水平定位区334,相邻的二隔板332的内侧面的其中四定位柱333之间的空间界定为一水平定位区334。呈现水平状态的多个物件105分别水平放置在水平定位区334中,定位柱333抵住呈现水平状态的等物件105的外侧壁。物件105为SMT专用的物料盘,然不以此为限。
如图4B所示,图4B为本发明用以供用呈现水平状态的物件水平放置的第一物料箱31和第二物料箱41的第二种态样的示意图。在其他实施例中,第一物料箱31亦可仅包含箱体331,不包含隔板332,容置槽只能够容纳一叠物件105。
存取装置103从仓储柜101的物料箱放置区1011的水平物料存放区取出一物料箱,并且将取出的物料箱搬运至第一输送部12或第二输送部22上,此物料箱为空箱,并未放置任何物件105。控制单元70控制第一输送部12或第二输送部22运作,第一输送部12或第二输送部22将取出的物料箱水平移动至第一拣料区13或第二拣料区23。因此,取出的物料箱被界定为第二物料箱41,设置于第一拣料区13或第二拣料区23,并且和第一物料箱31的结构完全相同。图1及图2所示的第二物料箱41设置于第二拣料区23。
夹取模块50包括一基座51、一机械手臂52及二第一夹具53。基座51设置于第一架体11和第二架体21之间,并且靠近第一拣料区13和第二拣料区23。机械手臂52为一多轴式机械手臂,其第一端设置于基座51上,一螺杆521可旋转地设于多轴式的机械手臂52的第二端,贯穿其顶部和底部,并且电性连接控制单元70。第一夹具53设置于螺杆521B的底端,靠近机械手臂52的第二端的轴心,并且电性连接控制单元70。控制单元70控制第一夹具53移动于一第一位置与一第二位置之间。
光学读取器60设置于夹取模块50的机械手臂52的第二端上,并且电性连接控制单元70。较佳地,光学读取器60包含一光线发射部61及一光线接收部62,光线发射部61及光线接收部62分别电性连接控制单元70。
如图5A至图5E所示,图5A至图5E为本发明实施例1对单片物件105进行拣料的示意图。以下将配合图5A至图5E说明本发明实施例1对单片物件105进行拣料。
如图5A所示,在夹取模块50夹取呈现水平状态的单片物件105之前,第一夹具53位于第一位置。当夹取模块50夹取第一物料箱31中的呈现水平状态的单片物件105时,控制单元70先控制机械手臂52移动至第一物料箱31的上方,接着光学读取器60的光线发射部61发射光线,光线照射到第一物料箱31中的呈现水平状态的单片物件105的一中心孔1051的周围,并且反射回到光线接收部62,以获得一光学定位讯号及一物件堆栈高度讯号并且传送至控制单元70。控制单元70依据光学定位讯号计算出第一物料箱31中的呈现水平状态的单片物件105的中心孔1051的正确方位,接着控制单元70依据所计算出的正确方位控制机械手臂52微调其第二端的水平位置,使得第一夹具53精准地对准第一物料箱31中的呈现水平状态的单片物件105的中心孔1051。
如图5B所示,控制单元70控制螺杆521往下移动,使得等第一夹具53穿过第一物料箱31中的呈现水平状态的单片物件105的一中心孔1051,并且分别与第一物料箱31中的呈现水平状态的单片物件105的中心孔1051的内侧壁保持一段距离。
如图5C所示,控制单元70控制第一夹具53水平移动至第二位置,使得第一夹具53夹住第一物料箱31中的呈现水平状态的单片物件105的中心孔1051的内侧壁。在夹取模块50夹取第一物料箱31中的呈现水平状态的单片物件105以后,如图5C所示,控制单元70先控制螺杆521往上移动,使得呈现水平状态的单片物件105离开第一物料箱31,接着如图5D所示,控制单元70再控制机械手臂52移动至第二物料箱41的上方,使得呈现水平状态的单片物件105位于第二物料箱41的上方。当控制单元70控制机械手臂52移动至第二物料箱41的上方时,光学读取器60的光线发射部61发射光线,光线照射到第二物料箱41的底部或已存放于第二物料箱41中的呈现水平状态的物件105的最上层者的顶部,并且反射回到光线接收部62,以获得一深度讯号并且传送至控制单元70。控制单元70比对物件堆栈高度讯号和深度讯号的差异计算出一物件移动数量。所述深度讯号是指第二物料箱41的顶部至底部或已存放于第二物料箱41中的呈现水平状态的物件105的最上层者的顶部之间的距离。
如图5E所示,控制单元70控制螺杆521往下移动,将呈现水平状态的单片物件105移动至第二物料箱41中。
控制单元70控制等第一夹具53水平移动至第一位置,使得等第一夹具53脱离呈现水平状态的单片物件105的中心孔1051的内侧壁。最后,控制单元70控制螺杆521往上移动,使得等第一夹具53穿过呈现水平状态的单片物件105的中心孔1051,以将呈现水平状态的单片物件105水平放置在第二物料箱41的水平定位区334中。
控制单元70依据物件移动数量持续控制机械手臂52从第一物料箱31中移动复数片呈现水平状态的单片物件105至第二物料箱41中。具体来说,第二物料箱41中的呈现水平状态的物件105的数量每增加一片,光学读取器60就会更新深度讯号,控制单元70依据更新的深度讯号对物件移动数量进行扣除,直至物件移动数量扣除至零为止。当控制单元70将物件移动数量扣除至零时,代表第二物料箱41中的复数呈现水平状态的物件105的高度与物件堆栈高度讯号相符,控制单元70控制机械手臂52停止运作。如图6所示,图6为本发明实施例1对数片物件105进行拣料的示意图。第一实施例亦可用以对数片物件105进行拣料。所述数片物件105是指同一叠物件105中的两片到五片物件105。实施例1对数片物件105进行拣料的过程与对单片物件105进行拣料的过程,差异在于:其一,当夹取模块50夹取呈现水平状态的数片物件105时,第一夹具53穿过第一物料箱31中的呈现水平状态的数片物件105的中心孔1051;其二,控制单元70控制第一夹具53A水平移动至第二位置,使得第一夹具53A夹住第一物料箱31中的呈现水平状态的数片物件105的中心孔1051的内侧壁。除了上述二点差异之外,实施例1对数片物件105进行拣料的其余过程皆与实施例1对单片物件105进行拣料的过程完全相同。
本发明能够自动将第一物料箱31中的呈现水平状态的单片物件105或数片物件105水平放置在第二物料箱41中,无须仰赖人工作业,效率高。
如图1至图3所示,本发明的自动仓储系统用的水平拣料装置1更包括一翻转模块80,翻转模块80包含一固定部81、一翻转部82及一驱动机构83。固定部81设置于第一输送模块10与第二输送模块20之间,并且靠近夹取模块50的基座51。翻转部82设置于固定部81,并且具有一容槽821,驱动机构83设置于固定部81连接翻转部82,并且驱动翻转部82相对固定部81旋转于一水平位置与一垂直位置之间,控制单元70电性连接驱动机构83。
如图1和图2所示,存取装置103从仓储柜101的物料箱放置区1011的垂直物料存放区取出一物料箱,并且将取出的物料箱搬运至第一输送部12或第二输送部22上,此物料箱为空箱,并未放置任何物件105。控制单元70控制第一输送部12或第二输送部22运作,第一输送部12或第二输送部22将取出的物料箱水平移动至第一拣料区13或第二拣料区23。因此,取出的物料箱被界定为第二物料箱42,设置于第一拣料区13或第二拣料区23,并且结构与第一物料箱31和第二物料箱41的结构完全不同。图1及图2的第二物料箱42设置于第二拣料区23中。
如图7所示,图7为本发明用以供用呈现垂直状态的物件垂直放置的第二物料箱42的示意图。第二物料箱42的结构和第一物料箱31以及第二物料箱41的结构差别在于:隔板332将容置槽分隔成二垂直定位区421;值得一提,本实施例也可应用于无隔开的物料箱。
如图8A-图8C所示,图8A至图8C为本发明实施例1对单片物件105进行翻转及拣料的示意图。以下将配合图8A至图8C说明本发明实施例1对单片物件105进行翻转及拣料。
如图8A所示,控制单元70先控制夹取模块50移动至第一物料箱31中,接着控制单元70再控制夹取模块50夹取第一物料箱31中的呈现水平状态的单片物件105,然后控制单元70控制夹取模块50将呈现水平状态的单片物件105移动进入位于水平位置的翻转部82的容槽821中。夹取模块50夹取、移动和放置呈现水平状态的单片物件105的动作细节如前所述,差别仅在于,呈现水平状态的单片物件105改成水平放置在翻转部82的容槽821中,而不是第二物料箱41中。
如图8B所示,控制单元70控制驱动机构83驱动翻转部82移动至垂直位置,从而呈现水平状态的单片物件105从水平状态翻转成垂直状态。
如图8C所示,在夹取模块50夹取呈现垂直状态的单片物件105之前,等第一夹具53位于第二位置。当夹取模块50夹取翻转部82中的呈现垂直状态的单片物件105时,控制单元70先控制机械手臂52移动至翻转部82的上方,接着控制单元再控制螺杆521往下移动,使得第一夹具53通过翻转部82中的呈现垂直状态的单片物件105的二表面的外侧,并且分别与翻转部82中的呈现垂直状态的单片物件105的二表面保持一段距离,然后控制单元70控制第一夹具53水平移动至第一位置,使得第一夹具53夹住翻转部82中的呈现垂直状态的单片物件105的二表面。在夹取模块50夹取翻转部82中的呈现垂直状态的单片物件105以后,控制单元70先控制螺杆521往上移动,使得呈现垂直状态的单片物件105离开翻转部82,接着控制单元70控制机械手臂52移动至第二物料箱42的上方,使得呈现垂直状态的单片物件105位于第二物料箱42的上方,然后控制单元70控制螺杆521往下移动,将呈现垂直状态的单片物件105移动至第二物料箱42中。接着,控制单元70控制第一夹具53水平移动至第二位置,使得第一夹具53脱离呈现垂直状态的单片物件105的二表面。最后,控制单元70控制螺杆521往上移动,以将呈现垂直状态的单片物件105垂直放置在第二物料箱42的垂直定位区421中。
本发明亦可通过上述运作模式从第二物料箱41将呈现水平状态的单片物件105取出,然后进行翻转及拣料,再将呈现垂直状态的单片物件105垂直放置在第二物料箱42的垂直定位区421中。
本发明能够自动将第一物料箱31或第二物料箱41中的呈现水平状态的单片物件105取出,经由翻转模块80自动将呈现水平状态的单片物件105翻转成垂直状态,然后自动放置在第二物料箱42中,无须仰赖人工作业,效率高。
值得一提的是,存取装置103亦可从仓储柜101的物料箱放置区1011的垂直物料存放区取出另一物料箱,并且将取出的另一物料箱搬运至第一输送部12或第二输送部22上,此物料箱装满呈现垂直状态的多个物件105。控制单元70控制第一输送部12或第二输送部22运作,第一输送部12或第二输送部22将取出的物料箱水平移动至第一拣料区13或第二拣料区23。因此,取出的物料箱被界定为第二物料箱43,设置于第一拣料区13或第二拣料区23,并且结构与和第二物料箱42的结构完全相同。图1及图2的第二物料箱43设置于第一拣料区13中。
在夹取模块50夹取呈现垂直状态的单片物件105之前,第一夹具53位于第二位置。当夹取模块50夹取第二物料箱43中的呈现垂直状态的单片物件105时,控制单元70先控制机械手臂52移动至第二物料箱43的上方,接着控制单元再控制螺杆521往下移动,使得第一夹具53通过第二物料箱43中的呈现垂直状态的单片物件105的二表面的外侧,并且分别与第二物料箱43中的呈现垂直状态的单片物件105的二表面保持一段距离,然后控制单元70控制第一夹具53水平移动至第一位置,使得第一夹具53夹住第二物料箱43中的呈现垂直状态的单片物件105的二表面。在夹取模块50夹取第二物料箱43中的呈现垂直状态的单片物件105以后,控制单元70先控制螺杆521往上移动,使得呈现垂直状态的单片物件105离开第二物料箱43,接着控制单元70控制机械手臂52移动至第二物料箱42的上方,使得呈现垂直状态的单片物件105位于第二物料箱42的上方,然后控制单元70控制螺杆521往下移动,将呈现垂直状态的单片物件105移动至第二物料箱42中。接着,控制单元70控制第一夹具53水平移动至第二位置,使得第一夹具53脱离呈现垂直状态的单片物件105的二表面。最后,控制单元70控制螺杆521往上移动,以将呈现垂直状态的单片物件105垂直放置在第二物料箱42的垂直定位区421中。
本发明能够自动将第二物料箱43中的呈现垂直状态的单片物件105取出,然后自动放置在第二物料箱42中,无须仰赖人工作业,效率高。
实施例2:
如图9所示,图9为本发明实施例2的示意图。实施例2的夹取模块50A与实施例1的夹取模块50的结构不同。除此之外,本发明的实施例2的其余技术特征皆与实施例1相同。
进一步地说,实施例2的夹取模块50A更包括四第二夹具54A,各第二夹具54A包括一第二移动夹杆541A及一第二钩部542A,第二移动夹杆541A设置于机械手臂52A的第二端,并且靠近机械手臂52A的外侧,第二钩部542A凸设于第二移动夹杆541A的一内侧壁,控制单元70电性连接第二移动夹杆541A,并且控制第二移动夹杆541A移动于一第一位置与一第二位置之间。较佳地,所有第二夹具54A的第二钩部542A的延伸方向相异。较佳地,第二夹具54A的第二钩部542A位于对应第二夹具54A的第二移动夹杆541A的底端。
实施例2对单片物件105进行拣料的过程与实施例1对单片物件105进行拣料的过程,差别在于:其一,在夹取模块50A夹取第一物料箱31中的呈现水平状态的单片物件105之前,第二夹具54A的第二移动夹杆541A位于第一位置;其二,当夹取模块50A夹取第一物料箱31中的呈现水平状态的单片物件105时,第二夹具54A通过第一物料箱31中的呈现水平状态的单片物件105的外侧壁的外侧;其三,控制单元70控制第二夹具54A的第二移动夹杆541A水平移动至第二位置,使得第二夹具54A的第二移动夹杆541A夹住第一物料箱31中的呈现水平状态的单片物件105的外侧壁,同时第二夹具54A的第二钩部542A抵靠于第一物料箱31中的呈现水平状态的单片物件105的底面。除了上述三点差异之外,实施例2对单片物件105进行拣料的其余过程皆与实施例1对单片物件105进行拣料的过程完全相同。
如图10所示,图10为本发明实施例2对整串物件105进行拣料的示意图。以下将配合图10说明本发明实施例2如何对整串物件105进行拣料。
实施例2对整串物件105进行拣料的过程中,其与实施例2对单片物件105进行拣料的过程,差异在于:其一,当夹取模块50A夹取第一物料箱31中的呈现水平状态的整串物件105时,第一夹具53A穿过第一物料箱31中的呈现水平状态的整串物件105的中心孔1051,同时第二夹具54A通过第一物料箱31中的呈现水平状态的整串物件105的外侧壁的外侧;其二,控制单元70控制第一夹具53A水平移动至第二位置,使得第一夹具53A夹住第一物料箱31中的呈现水平状态的整串物件105的中心孔1051的内侧壁;其三,控制单元70控制第二夹具54A的第二移动夹杆541A水平移动至第二位置,使得第二夹具54A的第二移动夹杆541A夹住第一物料箱31中的呈现水平状态的整串物件105的外侧壁,同时第二夹具54A的第二钩部542A抵靠于第一物料箱31中的呈现水平状态的整串物件105的最下层的物件105的底面。除了上述三点差异之外,实施例2对整串物件105进行拣料的其余过程皆与实施例2对单片物件105进行拣料的过程完全相同。
本发明实施例2的夹取模块50A能够通过第二夹具54A夹住第一物料箱31中的呈现水平状态的数片物件105或整串物件105的外侧壁和底面,所以在移动呈现水平状态的数片物件105或整串物件105时,相当稳固,不会晃动。本发明实施例1的夹取模块50因无第二夹具54A,所以在移动呈现水平状态的数片物件105或整串物件105时,容易晃动,不是很稳。除了上述功效差异之外,本发明的实施例1和实施例2的其他基本功效完全相同。
实施例3
如图11所示,图11为包含本发明实施例3的自动仓储系统的整体运作示意图。本发明的实施例3与实施例1的结构差异在于:其一,第一输送模块10和第二输送模块20彼此并排相邻设置;其二,夹取模块50设置于第一输送模块10与其中一仓储柜101A之间;其三,仓储柜101A为箱型柜体。
实施例4
如图12所示,图12为本发明的实施例4的立体图。实施例4与实施例1的结构差异在于:其一,第一输送模块10A更包含二第一拣料部14,第一拣料部14间隔设置于第一输送部12远离其中一仓储柜101的一侧,并且电性连接控制单元70,第一拣料部14共同界定出第一拣料区13,第一拣料部14实质上为一桌体;以及其二,第二输送模块20A包含二第二拣料部24,第二拣料部24间隔设置于第二输送部22靠近第一输送模块10的一侧,并且电性连接控制单元70,第二拣料部24共同界定出第二拣料区23,第二拣料部24实质上为一桌体。除了上述差异之外,实施例4的其他结构皆与实施例1相同。
实施例5
如图13所示,图13为本发明实施例5的示意图。本发明的存取装置103系为仓储运输机器人,仓储运输机器人为具有自主导航、实时定位、读取路径规划、智能避障等功能;更详而言之,本实施例为同样达到如实施例1仓储运作方式,同更具有较佳运输机动效率,且不局限于轨道相关的限制,如图1所示;另外,本实施例的仓储运输机器人为能对应将物料箱104搬运至其中一自动仓储系统用的拣料装置1上,以供进行水平分检相关程序;再者,本实施例当然也可于分拣程序后进行仓储的存料程序。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。