一种摩托车钢丝轮真空轮辋的制备方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及轮辋制备的技术领域,特别是一种摩托车钢丝轮真空轮辋的制备方法。
背景技术
真空轮胎即无内胎的充气轮胎,真空轮胎有较高的弹性和耐磨性,并有良好的附着力和散热性能,目前已经广泛用于自行车、摩托车和汽车等车辆上;在摩托车行业中,钢丝轮为适应真空轮胎而采用真空轮辋,真空轮辋既需要有高强度的性能及抗拉强度,同时也要具备耐用的要求;目前的轮辋的生产制备中,轮辋的坯体大多采用T6061板材通过弯曲、焊接而成,存在焊接口应力集中的风险及慢性漏气风险,且这种坯体的旋压、加工等工艺操作更复杂;另外,还有通过市面采购管材,然后通过切割后得到坯体,采购的管材的尺寸限制轮辋尺寸,具有一定的局限性。
发明内容
针对上述缺陷,本发明的目的在于提出一种摩托车钢丝轮真空轮辋的制备方法,解决轮辋通过板材弯曲、焊接而成导致应力集中及慢性漏气的问题以及通过管材切割的尺寸局限性的问题。
为达此目的,本发明采用以下技术方案:
一种摩托车钢丝轮真空轮辋的制备方法,包括以下步骤:
S1:铝合金材料注入铸造模具中,运用重力铸造或低压铸造工艺,将材料铸造成旋压毛坯;
S2:数控机床对旋压毛坯的表面进行粗加工;
S3:旋压毛坯放入加热炉中进行预热;
S4:旋压设备对预热后的旋压毛坯进行旋压加工:旋压毛坯固定并定位在旋压芯模上,并对所述旋压毛坯进行保温;旋压主轴转动,带动旋压芯模和旋压毛坯转动,并通过至少一个粗旋轮和至少一个精旋轮对旋压毛坯施加压力,最终获得旋压成品;
S5:旋压成品进行T6热处理;
S6:旋压成品通过数控机床进行精加工,在旋压成品上加工钢丝孔;
S7:旋压成品进行表面处理。
优选的,所述铝合金材料采用A356铝合金材料。
优选的,所述步骤S3中旋压毛坯的预热温度为380℃~420℃。
优选的,所述步骤S4中旋压设备对旋压毛坯的保温温度与步骤S3中加热炉对旋压毛坯的预热温度相同。
优选的,所述步骤S4中旋压成品的壁厚为2.75mm~6mm。
优选的,所述步骤S5中对旋压成品进行T6热处理时固溶处理温度为530℃~540℃,处理时长为4~6小时;时效处理温度为150℃~160℃,处理时长为2~3小时。
优选的,所述步骤S7中表面处理包括喷漆、喷粉、电泳、电镀、阳极和真空溅镀中的一种或混合多种。
优选的,本发明还包括步骤S4-1:经过热处理的旋压成品进行冷却处理及厚度检测,若检测厚度过厚,则返回步骤S3,若检测厚度过薄,则该产品为不合格产品,若厚度符合要求,则该产品为合格产品并执行步骤S5。
优选的,本发明还包括步骤S8:在旋压成品的钢丝孔上安装钢丝,然后将钢丝与轮毂连接,完成钢丝轮的组装。
本发明的有益效果:
本发明根据上述内容提出一种摩托车钢丝轮真空轮辋的制备方法,所述真空轮辋由A356铝合金材料通过铸造形成毛坯后,经过旋压、热处理和表面处理的一系列加工后制成,工艺简单且实用,且有效提高真空轮辋的质量和性能及其生产效率。
附图说明
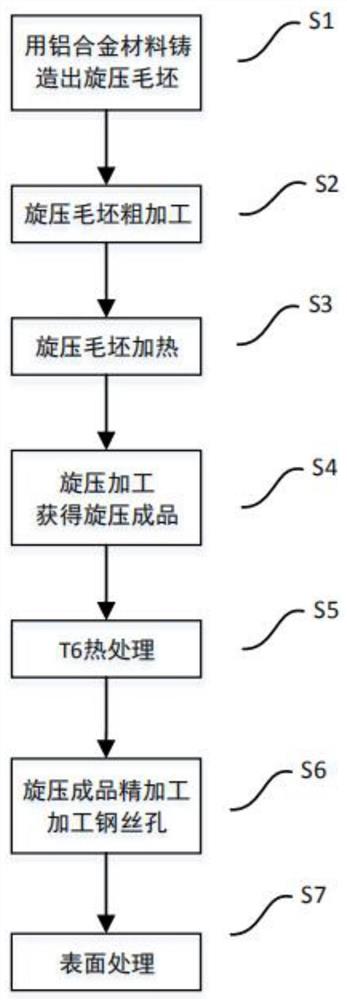
图1是本发明中一个实施例的步骤流程示意图;
图2是本发明中一个实施例对厚度检测的步骤流程示意图;
图3是本发明中一个实施例对组装钢丝轮的步骤流程示意图。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
下面结合图1至图3描述本发明实施例的一种摩托车钢丝轮真空轮辋的制备方法,包括以下步骤:
S1:铝合金材料注入铸造模具中,运用重力铸造或低压铸造工艺,将材料铸造成旋压毛坯;
S2:数控机床对旋压毛坯的表面进行粗加工;
S3:旋压毛坯放入加热炉中进行预热;
S4:旋压设备对预热后的旋压毛坯进行旋压加工:旋压毛坯固定并定位在旋压模具上,并对所述旋压毛坯进行保温;旋压主轴转动,带动旋压模具和旋压毛坯转动,并通过至少一个粗旋轮和至少一个精旋轮对旋压毛坯施加压力,最终获得旋压成品;
S5:旋压成品进行T6热处理;
S6:旋压成品通过数控机床进行精加工,在旋压成品上加工钢丝孔;
S7:旋压成品进行表面处理。
具体的,本发明实施例中通过铝合金进行铸造的方式制备旋压毛坯,不仅工艺简单,可以解决以往技术中通过板材通过弯曲、焊接的技术导致的应力集中及慢性漏气的风险,另外,当真空轮辋需要增加一些孔位或其他较小的结构时,可以直接在模具中进行设计铸造来达到目的,这是以往的技术中无法实现的;另外,通过铸造制备的旋压毛坯尺寸应用广泛,通过不同规格尺寸的铸造模具铸造出尺寸从12寸到26寸的轮辋,尺寸较小的轮辋其壁厚则相对较薄,以减轻轮辋的重量;尺寸较大的轮辋其壁厚则相对较厚,以保证其强度;并通过旋压加工后达到所需的尺寸和壁厚,适用性强;通过铸造出来的旋压毛坯经过粗加工、旋压、热处理、精加工以及表面处理后,就可以得到真空轮辋的产品,工艺简单且实用,有效提高真空轮辋的质量和性能及其生产效率。
进一步的是,所述铝合金材料采用A356铝合金材料。
具体的,在本实施例中,A356铝合金材料在加热的状况下具有流动性好,无热裂倾向,线收缩小,气密性好,较强的延展性等良好的铸造性能,且随铸件壁厚增加强度降低的程度小,有利于提高轮辋的综合性能。
进一步的是,所述步骤S3中旋压毛坯的预热温度为380℃~420℃。
具体的,在本实施例中,在进行旋压前,需要对旋压毛坯进行预热,使的旋压毛坯能够更好的进行旋压作业,旋压毛坯的预热温度需在380℃~420℃之间,防止温度过低或者过高导致旋压毛坯的软硬度不适合,而影响旋压毛坯的旋压作业。
进一步的是,所述步骤S4中旋压设备对旋压毛坯的保温温度与步骤S3中加热炉对旋压毛坯的预热温度相同。
具体的,在本实施例中,旋压设备对旋压毛坯的保温温度和加热炉对旋压毛坯的预热温度相同,可以保证旋压过程的温度和预热时的温度始终保持在一个稳定的温度,不会出现较大的温差,从而防止旋压毛坯因温差导致开裂等不良影响。
进一步的是,所述步骤S6中旋压成品精加工后的壁厚为2.75mm~6mm。
具体的,轮辋的壁厚越薄则重量越轻,可以使得车辆的负载减轻从而达到更省油的目的,目前的现有技术中大多工艺制备的轮辋的壁厚在保证刚性强度的前提下,壁厚最薄处只能做到4.5mm;在本实施例中,采用A356铝合金材料进行铸造制备的旋压毛坯,根据不同尺寸的轮辋可以将轮辋的进行不同壁厚的旋压处理,在保证轮辋刚性强度的前提下,可以将旋压毛坯的壁厚最薄旋压至2.75mm,更有利于减轻车辆负载使得车辆行驶更省油,薄于2.75mm则会导致轮辋的强度不足,存在安全隐患。
进一步的是,所述步骤S5中对旋压成品进行T6热处理时固溶处理温度为530℃~540℃,处理时长为4~6小时;时效处理温度为150℃~160℃,处理时长为2~3小时。
具体的,本实施例中对旋压成品进行T6热处理,可以提高轮辋的的硬度及耐磨性,进而提高轮辋的综合性能和安全性能,提高轮辋的寿命,处理温度为固溶处理温度为530℃~540℃,处理时长为4~6小时;时效处理温度为150℃~160℃,处理时长为2~3小时,保证足够的温度和足够的时间对轮辋进行处理,从而保证真空轮辋的抗拉强度及其综合性能。
进一步的是,所述步骤S7中表面处理包括喷漆、喷粉、电泳、电镀、阳极和真空溅镀中的一种或多种。
具体的,在本实施例中,所述真空轮辋可以进行不同的表面处理,以达到真空轮辋不同造型的外表面,其中表面处理方式包括喷漆、喷粉、电泳、电镀、阳极和真空溅镀等的一种或多种混合处理,使得真空轮辋具有多样化。
进一步的是,本实施例还包括步骤S4-1:经过热处理的旋压成品进行冷却处理及厚度检测,若检测厚度过厚,则返回步骤S3,若检测厚度过薄,则该产品为不合格产品,若厚度符合要求,则该产品为合格产品并执行步骤S5。
具体的,在本实施例中,旋压成品经过热处理后进行冷却,使得轮辋迅速冷却,达到所需的刚性,然后对轮辋进行厚度检测,如果该产品的厚度过厚,则返回步骤S3,对产品进行加热,然后再次通过旋压使其壁厚变薄已达到要求的尺寸,若该产品的厚度过薄则该产品为不合格,需要重铸,若检测合格的产品将进行步骤S6进行钢丝孔的加工;该步骤S4-1目的以确保最终的成品轮辋的尺寸符合制备要求,从而保证轮辋在使用过程中的安全。
进一步的是,本实施例还包括步骤S8:在旋压成品的钢丝孔上安装钢丝,然后将钢丝与轮毂连接,完成钢丝轮的组装。
具体的,在本实施例中,在完成了轮辋的制备后,将轮辋与轮毂通过若干根钢丝连接,钢丝的一端与真空轮辋的钢丝孔连接,钢丝的另一端与轮毂连接,通过钢丝将轮辋和轮毂固定连接,完成钢丝轮的连接,在需要使用时,将真空轮胎安装在轮辋上即可使用。
根据本发明实施例的一种摩托车钢丝轮真空轮辋的制备方法的其他构成等以及操作对于本领域普通技术人员而言都是已知的,这里不再详细描述。
在本说明书的描述中,参考术语“实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更多个用于实现特定逻辑功能,并且本发明的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本发明的实施例所属技术领域的技术人员所理解。
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
- 一种摩托车钢丝轮真空轮辋的制备方法
- 一种真空摩托车轮辋