一种轻薄物料半成品自动分料转移装置
文献发布时间:2023-06-19 09:27:35
技术领域
本发明属于智能生产线技术领域,尤其涉及一种轻薄物料半成品自动分料转移装置。
背景技术
目前企业对于轻薄物料(如木质餐饮叉等)的整理常用的方法有两种:一是人工整理,效率低,成本高,卫生问题难以解决;二是使用部分自动上料设备,上料的平顺性较差,卡料的频率高,容易引发机器故障,理料效率不高。
为此,我们提出来一种轻薄物料半成品自动分料转移装置解决上述问题。
发明内容
本发明的目的是为了解决现有技术中对于轻薄物料整理效果不佳的问题,而提出的一种轻薄物料半成品自动分料转移装置,主要用于控制轻薄物料的自由度,使其排列整齐,为下一步的处理提供便利条件,实现了成批量、自动化生产线之间的转运。
为了实现上述目的,本发明采用了如下技术方案:
一种轻薄物料半成品自动分料转移装置,包括上料链条,所述上料链条的输入端设有上料检测机构、输出端设有分料转移机构;
所述上料检测机构包括依次设置的上料仓、工业线阵相机和剔料盒,所述剔料盒的下侧设有与之配合使用的气动剔料阀;
所述分料转移机构包括设置在上料链条上侧的多组转运料仓,每组所述转运料仓的下侧均设置有左、右两组抬料轮,所述上料链条的两侧还设有横向定位板。
优选地,所述上料仓的出口处设有开槽,所述开槽的正上方转动连接有毛刷。
优选地,所述工业线阵相机配合设置有相机支撑架,所述相机支撑架呈几字型,所述相机支撑架的上端设有与工业线阵相机对应的拍摄口。
优选地,各所述转运料仓沿上料链条依次排布设置。
优选地,所述转运料仓的下侧设有步进电机支撑架,所述步进电机支撑架上阵列分布有多个步进电机,各所述抬料轮分别安装在各步进电机上。
优选地,所述抬料轮由旋转柱和固定在旋转柱侧壁上的多组抬料件组成,所述抬料件分为两组且交错设置。
优选地,所述抬料件由固定轴、抬料齿和复位弹簧组成,所述固定轴固定连接在旋转柱的侧壁上,所述抬料齿转动连接在固定轴上,所述复位弹簧固定连接在旋转柱和抬料齿之间,所述复位弹簧固定连接在抬料齿的后侧部分。
与现有技术相比,本发明的有益效果为:
本发明主要是针对大量轻薄散乱原料平顺上料机理分析控制研究,设计了一种轻薄物料半成品自动分料转移装置,主要用于控制轻薄物料的自由度,使其排列整齐,为下一步的处理提供便利条件。本装置实现了成批量、自动化生产线之间的转运,提升了企业生产的自动化水平、提高生产效率,降低生产成本。
附图说明
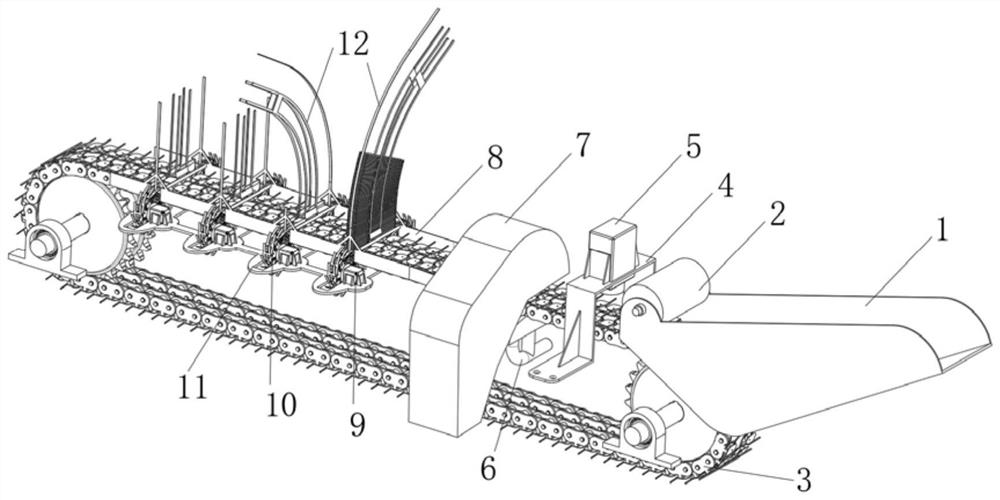
图1为本发明提出的一种轻薄物料半成品自动分料转移装置的整体结构示意图;
图2为本发明提出的一种轻薄物料半成品自动分料转移装置中上料仓的结构示意图;
图3为本发明提出的一种轻薄物料半成品自动分料转移装置中气动剔料阀的结构示意图;
图4为本发明提出的一种轻薄物料半成品自动分料转移装置中相机支撑架的结构示意图;
图5为本发明提出的一种轻薄物料半成品自动分料转移装置中链节的结构示意图;
图6为本发明提出的一种轻薄物料半成品自动分料转移装置中链节与物料的配合状态示意图;
图7为本发明提出的一种轻薄物料半成品自动分料转移装置中横向定位板和转运料仓的连接关系示意图;
图8为本发明提出的一种轻薄物料半成品自动分料转移装置中步进电机支撑架的结构示意图;
图9为本发明提出的一种轻薄物料半成品自动分料转移装置中抬料轮的结构示意图;
图10为本发明提出的一种轻薄物料半成品自动分料转移装置中旋转柱的结构示意图;
图11为本发明提出的一种轻薄物料半成品自动分料转移装置中抬料齿的结构示意图;
图12为本发明提出的一种轻薄物料半成品自动分料转移装置中复位弹簧的结构示意图。
图中:1上料仓、2毛刷、3上料链条、4相机支撑架、5工业线阵相机、6气动剔料阀、7剔料盒、8横向定位板、9步进电机、10抬料轮、11步进电机支撑架、12转运料仓、13开槽、14拍摄口、15旋转柱、16抬料件、17固定轴、18抬料齿、19复位弹簧、20抬料轮安装口、21步进电机固定架、22运输载体、23链节。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-12,一种轻薄物料半成品自动分料转移装置,包括上料链条3,上料链条3由多个链节23依次连接而成,链节23上销接有运输载体22,用于实现对木质餐饮叉的运输,如图6所示,所述上料链条3的输入端设有上料检测机构、输出端设有分料转移机构;
所述上料检测机构包括依次设置的上料仓1、工业线阵相机5和剔料盒7,所述剔料盒7的下侧设有与之配合使用的气动剔料阀6;
具体的,工业线阵相机5的型号是Basler acA1600-20gm GigE相机,配有SonyICX274 CCD感光芯片,每秒20帧图像,200万像素分辨率;采取基于灰度的模板匹配方法进行目标识别,根据物料姿态进行分类。
上料检测剔除的具体过程如下:
模板建立:选取完整的无缺陷的物料进行模板制作,在不同姿态下对物料进行拍照,建立灰度模板,得到灰度轮廓。
模板匹配:流水线上的物料触发红外光电开关,相机得到信号后对物料进行拍照,获取的照片与模板进行匹配,从而确定该物料应该分为哪一类。
气动剔料:流水线上的物料触发光电开关,相机得到信号对物料进行拍照,对获取的照片进行缺陷检测,若有缺陷则触发气动剔料阀6将有缺陷的物料进行剔除。
如图3所示,气动剔料阀6的底部为进气管道,当工业线阵相机5给予剔除信号时动作,阀门开,此时在左右两个分管道因为管道长度不同,左边先于右边产生气动力,吹在上料链条3上的木质餐饮叉上,从而吹入剔料盒7内。
所述上料仓1的出口处设有开槽13,所述开槽13的正上方转动连接有毛刷2,毛刷2能够将多余的物料刷掉,以确保每个链节23上的只有一个物料。
所述工业线阵相机5配合设置有相机支撑架4,所述相机支撑架4呈几字型,所述相机支撑架4的上端设有与工业线阵相机5对应的拍摄口14。
所述分料转移机构包括设置在上料链条3上侧的多组转运料仓12,各所述转运料仓12沿上料链条3依次排布设置,每组所述转运料仓12的下侧均设置有左、右两组抬料轮10,所述上料链条3的两侧还设有横向定位板8,该横向固定板8与转运料仓12固定连接。
如图8所示,所述转运料仓12的下侧设有步进电机支撑架11,步进电机支撑架11上设有多个步进电机固定架21,所述步进电机支撑架11上阵列分布有多个步进电机9,各步进电机9分别安装在各步进电机固定架21上,各所述抬料轮10分别安装在各步进电机9上,且步进电机支撑架11上设有与抬料轮10对应的抬料轮安装口20。
木质餐饮叉在输送链上有大端向左和大端向右两种姿态。
物料到达对应的转运料仓12,步进电机9驱动对应的抬料轮10旋转30度,通过抬料轮10上的抬料齿18将物料挤压入对应的转运料仓12,下一个物料到达时,再旋转30度,将物料继续挤压入转运料仓12。
通过工业线阵相机5拍照识别,对物料姿态进行分类,不同的姿态对应不同的转运料仓12。当某一物料经过相机时,触发红外光电开关进行拍照,确定它属于哪一种姿态,确定对应的转运料仓12,从而确定需要行进多少节链节23,通过脉冲轮进行计数,脉冲轮每转过一个齿,上料链条3行进一个链节23(即总共需要行进的链节数-1),当行进到对应的转运料仓12后(即总共需要行进的链节数=0),给步进电机9一个脉冲信号,步进电机9驱动抬料轮10旋转30度。
参照图9-12,所述抬料轮10由旋转柱15和固定在旋转柱15侧壁上的多组抬料件16组成,所述抬料件16分为两组且交错设置,所述抬料件16由固定轴17、抬料齿18和复位弹簧19组成,所述固定轴17固定连接在旋转柱15的侧壁上,所述抬料齿18转动连接在固定轴17上,所述复位弹簧19固定连接在旋转柱15和抬料齿18之间,所述复位弹簧19固定连接在抬料齿18的后侧部分。
现对本发明的操作原理做如下描述:
本发明使用时,通过工业线阵相机5对上料链条3上的物料进行检测,检测物料是否合格,确定物料的姿态,为之后进行分类提供必要的分类依据。通过步进电机9驱动抬料轮10对不同姿态的物料进行分类,抬料轮10的转动将不同类别的物料挤压到预先设计好的转运料仓12,不同的转运料仓12分别放置不同姿态的物料,从而达到对物料进行自动分类的目的。转运料仓12的另一端与其他输送线连接,使整理分类好的物料从整理分类输送线直接转移到其他工位的输送线,从而达到不同输送线的自动转运,减少了工人的劳动强度,也降低了使用机械臂进行搬运的生产成本。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。