一种带钢翘曲高度在线评估方法和装置
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及轧钢技术领域,具体涉及一种带钢翘曲高度在线评估方法和装置。
背景技术
冷轧带钢翘曲的在线检测设备及方法一直属于行业空白。带钢的翘曲测量过去一直采用离线取样的人工测量方法,这种方法只能在线下对已生产完成的钢卷进行抽查检测,不能实时在线监控带钢的翘曲程度,难以及时掌握带钢翘曲状况并在线进行生产调整。随着用户对钢卷质量要求的日益提升,带钢的翘曲也成为影响带钢产品质量的重要指标之一。
首钢自主开发的冷轧带钢翘曲检测设备(详见一种带钢翘曲检测方法及系统,专利申请号为CN201810796791.1)利用检测激光和摄像机,实现了在线检测带钢板宽方向上相对高度的分布,可用于检测带钢的线上翘曲高度。
上述专利检测的是带钢的线上翘曲高度,然而,通常意义上所说的带钢翘曲高度都是指线下带钢取样测量的结果,并且,线上的带钢与线下的带钢的翘曲程度和形式存在明显差异,线上的翘曲为C翘,是一种带钢沿宽度方向呈现向上或是向下的翘曲,而线下的翘曲为L翘,是一种带钢沿长度方向呈现向上或是向下的翘曲。
因此,现有技术中存在无法在线评估带钢的线下翘曲高度的技术问题。
发明内容
本发明的目的是提供一种带钢翘曲高度在线评估方法和装置,以解决现有技术中无法在线评估带钢的线下翘曲高度的技术问题。
本发明实施例提供了以下方案:
依据本发明的第一个方面,本发明实施例提供一种带钢翘曲高度在线评估方法,应用于工控机中,包括:
获取待检测带钢的线上翘曲高度;
检测所述待检测带钢对应的线下取样带钢的尺寸信息,并将所述尺寸信息作为预设翘曲高度转换模型的目标模型参数;
将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值。
优选的,所述目标模型参数还包括:所述线下取样带钢的翘曲角度、翘曲修正系数和尺寸修正系数,所述尺寸信息包括:所述线下取样带钢的宽度和长度,所述预设翘曲高度转换模型为:
其中,w
优选的,所述线上翘曲高度包括:宽度方向上的左侧翘曲高度和右侧翘曲高度;所述待检测带钢包括:长度方向上的左侧翘曲圆弧和右侧翘曲圆弧;所述翘曲角度包括:所述左侧翘曲圆弧对应的第一圆心角和所述右侧翘曲圆弧对应的第二圆心角;
相应的,所述将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值,包括:
将所述左侧翘曲高度、所述尺寸信息和所述第一圆心角代入所述预设翘曲高度转换模型中,以获得所述左侧翘曲圆弧的线下翘曲高度估计值;
将所述右侧翘曲高度、所述尺寸信息和所述第二圆心角代入所述预设翘曲高度转换模型中,以获得所述右侧翘曲圆弧的线下翘曲高度估计值。
优选的,所述获得所述右侧翘曲圆弧的线下翘曲高度估计值之后,所述方法还包括:
对所述待检测带钢进行离线抽检,获得所述线下取样带钢的线下翘曲高度实际值;
计算所述线下翘曲高度估计值与所述线下翘曲高度实际值之间的相对偏差;
在所述相对偏差大于预设偏差时,根据所述线下翘曲高度实际值对所述修正系数进行调整。
优选的,所述获得所述线下取样带钢的线下翘曲高度估计值之后,所述方法还包括:
对所述线上翘曲高度和所述线下翘曲高度估计值进行实时展示。
优选的,所述获取待检测带钢的线上翘曲高度之后,所述方法还包括:
对所述待检测带钢的线上翘曲高度进行优化。
依据本发明的第二个方面,本发明实施例提供一种带钢翘曲高度评估装置,包括:
获取模块,用于获取待检测带钢的线上翘曲高度;
检测模块,用于检测所述待检测带钢对应的线下取样带钢的尺寸信息,并将所述尺寸信息作为预设翘曲高度转换模型的目标模型参数;
评估模块,用于将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值。
优选的,所述装置还包括:
校正模块,用于对所述待检测带钢进行离线抽检,获得所述线下取样带钢的线下翘曲高度实际值;计算所述线下翘曲高度估计值与所述线下翘曲高度实际值之间的相对偏差;在所述相对偏差大于预设偏差时,根据所述线下翘曲高度实际值对所述修正系数进行调整。
依据本发明的第三个方面,本发明实施例提供一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本发明的第一方面中任一方法步骤。
依据本发明的第四个方面,本发明实施例提供一种工控机,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如本发明的第一方面中任一方法步骤。
本发明与现有技术相比,具有如下的优点和有益效果:
本发明通过获取待检测带钢的线上翘曲高度;检测所述待检测带钢对应的线下取样带钢的尺寸信息,并将所述尺寸信息作为预设翘曲高度转换模型的目标模型参数;将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值。在实时在线检测所述待检测带钢的线上翘曲高度的基础上,能够根据所述预设翘曲高度转换模型实时在线评估所述线下取样带钢的线下翘曲高度,从而解决了现有技术中存在无法在线评估带钢的线下翘曲高度的技术问题,实现了实时在线监控带钢的翘曲程度,及时掌握带钢翘曲状况并在线进行生产调整,进而能够提高带钢的生产质量。
附图说明
为了更清楚地说明本说明书实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
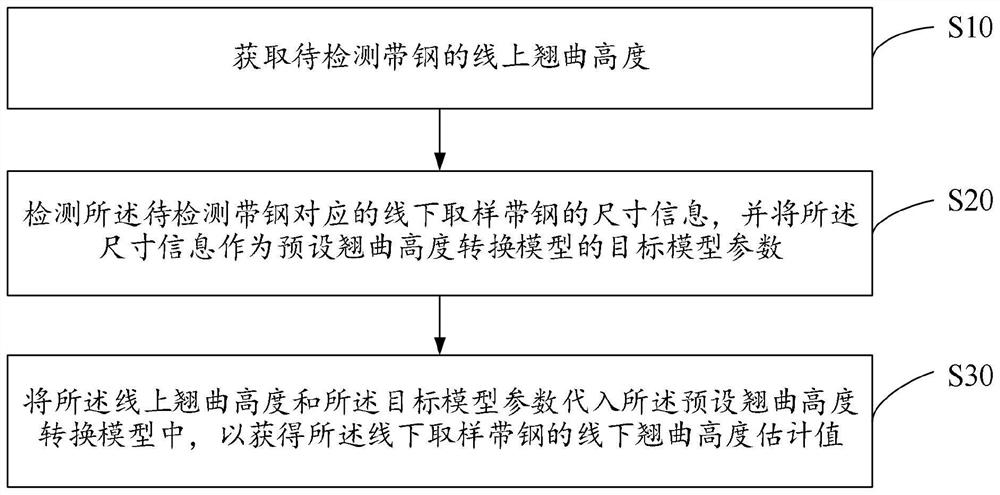
图1为本发明实施例中一种带钢翘曲高度在线评估方法的流程示意图;
图2为本发明带钢在线C翘与离线L翘转化示意图;
图3为本发明带钢产线的翘曲检测分析系统界面;
图4为实施例中一种带钢翘曲高度在线评估装置的结构示意图;
图5为本发明实施例中一种计算机可读存储介质的结构示意图;
图6为本发明实施例中一种工控机的结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明实施例保护的范围。
参照图1,图1为本发明实施例中一种带钢翘曲高度在线评估方法的流程示意图。
本实施例的执行主体是所述工控机,即工业控制计算机(Industrial PersonalComputer,IPC)。所述方法包括:
步骤S10:获取待检测带钢的线上翘曲高度。
在张力的作用下,C翘与L翘会发生相对转换。因此,本实施例将在线检测所述待检测带钢的线上翘曲程度,并基于C翘与L翘之间的相对转换关系和所述待检测带钢的线上翘曲高度在线评估所述待检测带钢的线下翘曲程度。
在具体实现中,通过背景技术中提及的冷轧带钢翘曲检测设备,利用检测激光和摄像机,在线检测所述待检测带钢的线上翘曲高度。
步骤S20:检测所述待检测带钢对应的线下取样带钢的尺寸信息,并将所述尺寸信息作为预设翘曲高度转换模型的目标模型参数。
所述预设翘曲高度转换模型包括线上翘曲高度与线下翘曲高度之间的转换关系,为了根据所述预设翘曲高度转换模型和所述线上翘曲高度评估所述线下取样带钢的线下翘曲高度,还将确定所述预设翘曲高度转换模型的目标模型参数。所述目标参数包括所述待检测带钢的尺寸信息,所述尺寸信息为所述待检测带钢的长度和宽度。
步骤S30:将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值。
在获得所述线上翘曲高度和所述目标模型参数之后,将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,可获得所述线下取样带钢的线下翘曲高度估计值。从而在实时在线监测所述待检测带钢的线上翘曲高度的基础上,能够在线实时评估所述线下取样带钢的线下翘曲高度,进而实时在线监控带钢的翘曲程度,能够及时掌握带钢翘曲状况并在线进行生产调整,提高生产质量。
在一种可能的实施方式中,如图2所示,所述目标模型参数还包括:所述线下取样带钢的翘曲角度、翘曲修正系数和尺寸修正系数,修正系数是指在数据计算、公式表达等由于理想和现实、现实和调查等产生偏差时,为了使其尽可能的体现真实性能对计算公式进行处理而加的系数,在所述预设翘曲高度转换模型的目标模型参数中设置所述翘曲修正系数和所述尺寸修正系数,能够提高线下翘曲高度估计值的计算精确度。所述尺寸信息包括:所述线下取样带钢的宽度和长度,所述预设翘曲高度转换模型为:
在一种可能的实施方式中,继续参照图2,所述线上翘曲高度包括:宽度方向上的左侧翘曲高度和右侧翘曲高度;所述待检测带钢包括:长度方向上的左侧翘曲圆弧和右侧翘曲圆弧;所述翘曲角度包括:所述左侧翘曲圆弧对应的第一圆心角和所述右侧翘曲圆弧对应的第二圆心角;相应的,所述将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值,包括:将所述左侧翘曲高度、所述尺寸信息和所述第一圆心角代入所述预设翘曲高度转换模型中,以获得所述左侧翘曲圆弧的线下翘曲高度估计值;将所述右侧翘曲高度、所述尺寸信息和所述第二圆心角代入所述预设翘曲高度转换模型中,以获得所述右侧翘曲圆弧的线下翘曲高度估计值。
在实际生产中,带钢两侧的翘曲程度一般不同,包括:在宽度方向上,左侧在线带钢和右侧在线带钢的翘曲程度不同,以及在长度方向上,左侧离线带钢和右侧离线带钢的翘曲程度不同。因此,为了准确地估计各部分的翘曲高度,在长度方向上,将所述待检测带钢划分为的左侧翘曲圆弧和右侧翘曲圆弧,并获取所述左侧翘曲圆弧对应的第一圆心角和所述右侧翘曲圆弧对应的第二圆心角,代入所述预设翘曲高度转换模型中进行计算,获得所述左侧翘曲圆弧的线下翘曲高度估计值和所述右侧翘曲圆弧的线下翘曲高度估计值,提高了评估结果的适用性。
在一种可能的实施方式中,所述获得所述右侧翘曲圆弧的线下翘曲高度估计值之后,所述方法还包括:对所述待检测带钢进行离线抽检,获得所述线下取样带钢的线下翘曲高度实际值;计算所述线下翘曲高度估计值与所述线下翘曲高度实际值之间的相对偏差;在所述相对偏差大于预设偏差时,根据所述线下翘曲高度实际值对所述修正系数进行调整,提高了所述预设翘曲高度模型的准确度,在根据所述预设翘曲高度模型评估所述线下取样带钢的线下翘曲高度时,能够提高线下翘曲高度估计值的准确性。
在一种可能的实施方式中,如图3所示,所述获得所述线下取样带钢的线下翘曲高度估计值之后,所述方法还包括:对所述线上翘曲高度和所述线下翘曲高度估计值进行实时展示,为带钢生产现场提供实时的翘曲监控数据,能够及时掌握带钢翘曲状况并在线进行生产调整,提高生产质量。
在一种可能的实施方式中,所述获取待检测带钢的线上翘曲高度之后,所述方法还包括:对所述待检测带钢的线上翘曲高度进行优化。主要是为了排除各种干扰因素和异常结果,如设备安装问题引起的翘曲分布不对称倾斜、带钢抖动及数据采集等问题导致的异常数据点等。
本申请实施例中提供的技术方案,至少具有如下技术效果或优点:
本实施例通过获取待检测带钢的线上翘曲高度;检测所述待检测带钢对应的线下取样带钢的尺寸信息,并将所述尺寸信息作为预设翘曲高度转换模型的目标模型参数;将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值。在实时在线检测所述待检测带钢的线上翘曲高度的基础上,能够根据所述预设翘曲高度转换模型实时在线评估所述线下取样带钢的线下翘曲高度,从而解决了现有技术中存在无法在线评估带钢的线下翘曲高度的技术问题,实现了实时在线监控带钢的翘曲程度,及时掌握带钢翘曲状况并在线进行生产调整,进而能够提高带钢的生产质量。
基于同一发明构思,如图4所示,本发明实施例还提供一种带钢翘曲高度在线评估装置,包括:
获取模块10,用于获取待检测带钢的线上翘曲高度;
检测模块20,用于检测所述待检测带钢对应的线下取样带钢的尺寸信息,并将所述尺寸信息作为预设翘曲高度转换模型的目标模型参数;
评估模块30,用于将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值。
在一种可能的实施方式中,所述目标模型参数还包括:所述线下取样带钢的翘曲角度、翘曲修正系数和尺寸修正系数,所述尺寸信息包括:所述线下取样带钢的宽度和长度,所述预设翘曲高度转换模型为:
其中,w
在一种可能的实施方式中,所述线上翘曲高度包括:宽度方向上的左侧翘曲高度和右侧翘曲高度;所述待检测带钢包括:长度方向上的左侧翘曲圆弧和右侧翘曲圆弧;所述翘曲角度包括:所述左侧翘曲圆弧对应的第一圆心角和所述右侧翘曲圆弧对应的第二圆心角;
所述评估模块30,具体用于将所述左侧翘曲高度、所述尺寸信息和所述第一圆心角代入所述预设翘曲高度转换模型中,以获得所述左侧翘曲圆弧的线下翘曲高度估计值;将所述右侧翘曲高度、所述尺寸信息和所述第二圆心角代入所述预设翘曲高度转换模型中,以获得所述右侧翘曲圆弧的线下翘曲高度估计值。
在一种可能的实施方式中,所述装置还包括:
校正模块,用于对所述待检测带钢进行离线抽检,获得所述线下取样带钢的线下翘曲高度实际值;计算所述线下翘曲高度估计值与所述线下翘曲高度实际值之间的相对偏差;在所述相对偏差大于预设偏差时,根据所述线下翘曲高度实际值对所述修正系数进行调整。
在一种可能的实施方式中,所述装置还包括:
展示模块,用于对所述线上翘曲高度和所述线下翘曲高度估计值进行实时展示。
在一种可能的实施方式中,所述装置还包括:
优化模块,用于对所述待检测带钢的线上翘曲高度进行优化。
本申请实施例中提供的技术方案,至少具有如下技术效果或优点:
本实施例通过获取模块获取待检测带钢的线上翘曲高度;检测模块检测所述待检测带钢对应的线下取样带钢的尺寸信息,并将所述尺寸信息作为预设翘曲高度转换模型的目标模型参数;评估模块将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值。在实时在线检测所述待检测带钢的线上翘曲高度的基础上,能够根据所述预设翘曲高度转换模型实时在线评估所述线下取样带钢的线下翘曲高度,从而解决了现有技术中存在无法在线评估带钢的线下翘曲高度的技术问题,实现了实时在线监控带钢的翘曲程度,及时掌握带钢翘曲状况并在线进行生产调整,进而能够提高带钢的生产质量。
基于同一发明构思,如图5所示,本发明实施例还提供一种计算机可读存储介质300,其上存储有计算机程序311,该程序311被处理器执行时实现以下步骤:
获取待检测带钢的线上翘曲高度;检测所述待检测带钢对应的线下取样带钢的尺寸信息,并将所述尺寸信息作为预设翘曲高度转换模型的目标模型参数;将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值。
在具体实施过程中,该计算机程序311被处理器执行时,可以实现上述第一实施中任一实施方式的方法步骤。
基于同一发明构思,如图6所示,本发明实施例还提供了一种工控机400,包括存储器410、处理器420及存储在存储器410上并可在处理器420上运行的计算机程序411,所述处理器420执行所述程序411时实现以下步骤:
获取待检测带钢的线上翘曲高度;检测所述待检测带钢对应的线下取样带钢的尺寸信息,并将所述尺寸信息作为预设翘曲高度转换模型的目标模型参数;将所述线上翘曲高度和所述目标模型参数代入所述预设翘曲高度转换模型中,以获得所述线下取样带钢的线下翘曲高度估计值。
在具体实施过程中,处理器420执行计算机程序411时,可以实现上述第一实施中任一实施方式的方法步骤。
本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、CD-ROM、光学存储器等)上实施的计算机程序产品的形式。
本发明是参照根据本发明实施例的方法、装置(模块、系统)和计算机程序产品的流程图和/或方框图来描述。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式计算机或者其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包括这些改动和变型在内。
- 一种带钢翘曲高度在线评估方法和装置
- 一种解决厚板带钢入锌锅前板形翘曲的装置