一种应用于连铸的方坯贴标方法及装置
文献发布时间:2023-06-19 09:35:27
技术领域
本申请涉及机器视觉技术领域,尤其涉及一种应用于连铸的方坯贴标方法及装置。
背景技术
连铸是指炼钢炉炼制的钢水依次经过连铸机铸造和轧机轧制等流程,形成多根成型方坯的过程。参见图1及图2,一个钢炉炼制而成的多根方坯3依次经过冷床1运输到分坯装置2时,控制系统会依次发出到位信号,此时分坯装置2上的铁齿21将方坯一根一根的拨开运走。为了对一个班次或者浇次的方坯进行识别,需在方坯的端面贴上标签。目前已普遍实现自动贴标,即在控制系统发出到位信号时,冷床1及分坯装置2暂停运作,令贴标机器人4将标签贴至方坯3端面上。
自动贴标过程中,主要利用激光位移传感器定位方坯端面的中心位置,以便贴标机器人4快速精准的将标签贴至方坯端面上。在冷床1上的运输过程中,可能会出现两根以上的方坯3并在一起,如图2所示,这种情况下,激光位移传感器将无法判断出当前存在几根需要贴标的方坯,从而导致无法针对每一根方坯,准确的定位端面中心位置,造成方坯漏贴或贴标位置错误的后果。
发明内容
为了解决激光传感器无法在出现两根以上的方坯并在一起时,准确的定位端面中心位置,造成方坯漏贴或贴标位置错误的问题,本申请通过以下实施例公开了一种应用于连铸的方坯贴标方法及装置。
本申请第一方面公开了一种应用于连铸的方坯贴标方法,所述方坯贴标方法包括:
获取相机拍摄的方坯图像,所述相机用于在控制系统每次发出到位信号时,对分坯装置上的方坯进行拍摄;
针对所述方坯图像,选定待处理区域,所述待处理区域的长根据贴标机器人能够贴标的最大横向距离,所述待处理区域的宽根据所述贴标机器人的初始位置及预设的方坯最短规定值确定;
提取所述待处理区域内的方坯轮廓;
获取目标线段,所述目标线段为预设检测线在目标方坯轮廓内的线段,所述目标方坯轮廓为所述待处理区域内的任一方坯轮廓,所述检测线平行于所述待处理区域的长边;
以所述检测线为基准,获取所述目标方坯轮廓的倾斜角度;
根据所述目标线段的长度、所述倾斜角度以及方坯规格,获取所述目标方坯轮廓内包含的方坯根数,所述方坯规格包括所述方坯横截面的长度值和宽度值;
确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置;
根据所述每根方坯的待贴标端面的端面中心位置,控制所述贴标机器人对所述目标方坯轮廓内的每根方坯进行贴标。
可选的,所述根据所述目标线段的长度、所述倾斜角度以及方坯规格,获取所述目标方坯轮廓内包含的方坯根数,包括:
根据所述方坯规格,设置第一阈值;
根据所述第一阈值以及所述目标线段的长度,获取方坯根数的初步判断值;
根据所述方坯根数的初步判断值,获取第一分割点的数量,所述第一分割点位于所述目标线段上,用于对所述目标线段进行均等分割,所述第一分割点的数量为所述初步判断值与预设系数的乘积;
以每个所述第一分割点为端点,按照所述倾斜角度,向所述方坯的待贴标端面所处的方向划定第一分割线;
获取第一交点,所述第一交点为所有第一分割线与所述目标方坯轮廓之间的交点;
根据所述第一交点确定所述目标方坯轮廓包含的方坯根数。
可选的,所述根据所述第一交点确定所述目标方坯轮廓包含的方坯根数,包括:
以所述待处理区域的左上角为原点,以所述待处理区域的长边为横轴,宽边为纵轴,建立图像坐标系;
针对所述图像坐标系,获取任一所述第一交点的纵轴坐标值;
根据任意两个相邻所述第一交点的纵轴坐标值的差值,获取所述目标方坯轮廓内包含的方坯端面的数量,其中,若任意两个相邻所述第一交点的纵轴坐标值的差值小于预设距离阈值,则这两个第一交点位于同一个方坯端面上,否则,这两个第一交点位于两个不同的方坯端面上,所述距离阈值根据所述方坯规则预先设定;
将所述目标方坯轮廓内包含的方坯端面的数量设为所述目标方坯轮廓包含的方坯根数。
可选的,所述确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置,包括:
根据所述目标方坯轮廓内包含的方坯根数,获取第二分割点的数量,所述第二分割点位于所述目标线段上,用于对所述目标线段进行均等分割,所述第二分割点的数量为所述目标方坯轮廓内包含的方坯根数;
以每个所述第二分割点为端点,按照所述倾斜角度,向所述方坯的待贴标端面所处的方向划定第二分割线;
获取第二交点,所述第二交点为所有第二分割线与所述目标方坯轮廓之间的交点;
根据所述第二交点确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
可选的,所述根据所述第二交点确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置,包括:
获取任一所述第二交点在图像坐标系下的横轴坐标值及纵轴坐标值,其中,所述图像坐标系以所述待处理区域的左上角为原点,以所述待处理区域的长边为横轴,宽边为纵轴;
对每个所述第二交点在图像坐标系下的横轴坐标值及纵轴坐标值进行坐标系转换,获取每个所述第二交点在空间坐标系下的横轴坐标值、纵轴坐标值;
根据所述方坯规格,设定每个所述第二交点在所述空间坐标系下的竖轴坐标值;
根据每个所述第二交点在空间坐标系下的横轴坐标值、纵轴坐标值及竖轴坐标值,获取所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
可选的,所述根据所述方坯规格,设定每个所述第二交点在所述空间坐标系下的竖轴坐标值,包括:
根据以下公式,设定每个所述第二交点在所述图像坐标系下的中心点值:
P=Min(i,w)/2;
其中,P表示任一所述第二交点在所述图像坐标系下的中心点值,i表示所述方坯横截面的宽度值,w表示所述方坯横截面的长度值;
对每个所述第二交点在所述图像坐标系下的中心点值进行坐标系转换,获取每个所述第二交点在所述空间坐标系下的竖轴坐标值。
可选的,在确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置之前,所述方法还包括:
判断所述目标方坯轮廓的倾斜角度是否在预设角度范围内,若判断结果为是,则确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置,否则,将所述目标方坯轮廓判定为不可贴标的方坯轮廓,并舍弃,其中,所述角度范围根据所述贴标机器人的最大旋转角度以及所述相机的安装角度预先设定。
本申请第二方面公开了一种应用于连铸的方坯贴标装置,所述方坯贴标装置用于执行如本申请第一方面所述的应用于连铸的方坯贴标方法,所述方坯贴标装置包括:
图像获取模块,用于获取相机拍摄的方坯图像,所述相机用于在控制系统每次发出到位信号时,对分坯装置上的方坯进行拍摄;
处理区域选定模块,用于针对所述方坯图像,选定待处理区域,所述待处理区域的长根据贴标机器人能够贴标的最大横向距离,所述待处理区域的宽根据贴标机器人的初始位置及预设的方坯最短规定值确定;
方坯轮廓提取模块,用于提取所述待处理区域内的方坯轮廓;
目标线段获取模块,用于获取目标线段,所述目标线段为预设检测线在目标方坯轮廓内的线段,所述目标方坯轮廓为所述待处理区域内的任一方坯轮廓,所述检测线平行于所述待处理区域的长边;
倾斜角度获取模块,用于以所述检测线为基准,获取所述目标方坯轮廓的倾斜角度;
方坯根数获取模块,用于根据所述目标线段的长度、所述倾斜角度以及方坯规格,获取所述目标方坯轮廓内包含的方坯根数,所述方坯规格包括所述方坯横截面的长度值和宽度值;
中心位置获取模块,用于确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置;
贴标模块,用于根据所述每根方坯的待贴标端面的端面中心位置,控制所述贴标机器人对所述目标方坯轮廓内的每根方坯进行贴标。
可选的,所述方坯根数获取模块包括:
第一阈值设定单元,用于根据所述方坯规格,设置第一阈值;
方坯根数初步判断单元,用于根据所述第一阈值以及所述目标线段的长度,获取方坯根数的初步判断值;
第一分割点设定单元,用于根据所述方坯根数的初步判断值,获取第一分割点的数量,所述第一分割点位于所述目标线段上,用于对所述目标线段进行均等分割,所述第一分割点的数量为所述初步判断值与预设系数的乘积;
第一分割线划定单元,用于以每个所述第一分割点为端点,按照所述倾斜角度,向所述方坯的待贴标端面所处的方向划定第一分割线;
第一交点获取单元,用于获取第一交点,所述第一交点为所有第一分割线与所述目标方坯轮廓之间的交点;
方坯根数确定单元,用于根据所述第一交点确定所述目标方坯轮廓包含的方坯根数。
可选的,方坯根数确定单元包括:
坐标系建立子单元,用于以所述待处理区域的左上角为原点,以所述待处理区域的长边为横轴,宽边为纵轴,建立图像坐标系;
第一纵轴坐标获取子单元,用于针对所述图像坐标系,获取任一所述第一交点的纵轴坐标值;
方坯端面获取子单元,用于根据任意两个相邻所述第一交点的纵轴坐标值的差值,获取所述目标方坯轮廓内包含的方坯端面的数量,其中,若任意两个相邻所述第一交点的纵轴坐标值的差值小于预设距离阈值,则这两个第一交点位于同一个方坯端面上,否则,这两个第一交点位于两个不同的方坯端面上,所述距离阈值根据所述方坯规则预先设定;
方坯根数设定子单元,用于将所述目标方坯轮廓内包含的方坯端面的数量设为所述目标方坯轮廓包含的方坯根数。
可选的,所述中心位置获取模块包括:
第二分割点设定单元,用于根据所述目标方坯轮廓内包含的方坯根数,获取第二分割点的数量,所述第二分割点位于所述目标线段上,用于对所述目标线段进行均等分割,所述第二分割点的数量为所述目标方坯轮廓内包含的方坯根数;
第二分割线划定单元,用于以每个所述第二分割点为端点,按照所述倾斜角度,向所述方坯的待贴标端面所处的方向划定第二分割线;
第二交点获取单元,用于获取第二交点,所述第二交点为所有第二分割线与所述目标方坯轮廓之间的交点;
中心位置确定单元,用于根据所述第二交点确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
可选的,所述中心位置确定单元包括:
第二交点坐标获取子单元,用于获取任一所述第二交点在图像坐标系下的横轴坐标值及纵轴坐标值,其中,所述图像坐标系以所述待处理区域的左上角为原点,以所述待处理区域的长边为横轴,宽边为纵轴;
坐标转换子单元,用于对每个所述第二交点在图像坐标系下的横轴坐标值及纵轴坐标值进行坐标系转换,获取每个所述第二交点在空间坐标系下的横轴坐标值、纵轴坐标值;
竖轴坐标获取子单元,用于根据所述方坯规格,设定每个所述第二交点在所述空间坐标系下的竖轴坐标值;
中心位置设定子单元,用于根据每个所述第二交点在空间坐标系下的横轴坐标值、纵轴坐标值及竖轴坐标值,获取所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
本申请实施例公开了一种应用于连铸的方坯贴标方法及装置,该方法包括:获取相机拍摄的方坯图像,针对方坯图像,选定待处理区域;提取待处理区域内的方坯轮廓;获取目标线段;以检测线为基准,获取目标方坯轮廓的倾斜角度;根据目标线段的长度、倾斜角度以及方坯规格,获取目标方坯轮廓内包含的方坯根数;确定目标方坯轮廓内每根方坯的待贴标端面的中心位置;根据每根方坯的待贴标端面的端面中心位置,控制贴标机器人对目标方坯轮廓内的每根方坯进行贴标。上述方法能够准确判断出方坯轮廓包含的方坯根数,进而精准定位每根方坯的端面中心位置,防止出现方坯漏贴或贴标位置错误的后果。
附图说明
为了更清楚地说明本申请的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为现有连铸方坯贴标系统的结构示意图;
图2为本申请实施例公开的方坯在分坯装置上出现并坯的示意图;
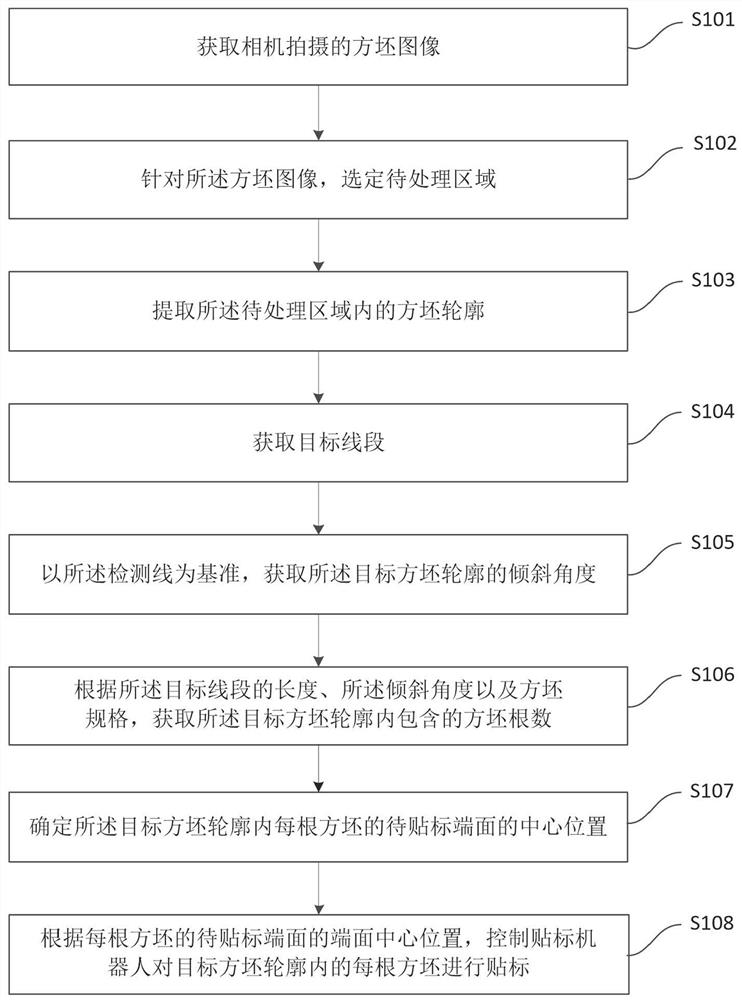
图3为本申请实施例公开的一种应用于连铸的方坯贴标方法的工作流程示意图;
图4为本申请实施例公开的连铸方坯贴标系统的俯视图;
图5为本申请实施例公开的连铸方坯贴标系统的侧视图;
图6为本申请实施例公开的一种应用于连铸的方坯贴标方法中,开运算处理后的方坯轮廓示意图;
图7为本申请实施例公开的一种应用于连铸的方坯贴标方法中,针对方坯图像选定待处理区域的示意图;
图8为本申请实施例公开的方坯的结构示意图;
图9为本申请实施例公开的一种应用于连铸的方坯贴标方法中,针对方坯轮廓获取目标线段及倾斜角度示意图;
图10为本申请实施例公开的一种应用于连铸的方坯贴标方法中,划定第一分割线的示意图;
图11为本申请实施例公开的一种应用于连铸的方坯贴标方法中,划定第二分割线的示意图。
具体实施方式
为了解决激光传感器无法在出现两根以上的方坯并在一起时,准确的定位端面中心位置,造成方坯漏贴或贴标位置错误的问题,本申请通过以下实施例公开了一种应用于连铸的方坯贴标方法及装置。
本申请第一实施例公开了一种应用于连铸的方坯贴标方法,参见图3所示的工作流程示意图,所述方坯贴标方法包括:
步骤S101,获取相机5拍摄的方坯图像,所述相机用于在控制系统每次发出到位信号时,对分坯装置上的方坯进行拍摄。
参见图4及图5,所述相机5通过相机支架6安装在整个运输链床的侧边,且位于贴标机器人的对侧,用于拍摄分坯装置上的方坯。方坯3从冷床1运输到分坯装置2时会短暂停留,控制系统发出到位信号,所述相机5对方坯3进行拍摄,然后将拍摄所得的图像发送至控制系统,控制系统针对图像进行处理。
步骤S102,针对所述方坯图像,选定待处理区域,所述待处理区域的长根据贴标机器人能够贴标的最大横向距离,所述待处理区域的宽根据所述贴标机器人的初始位置及预设的方坯最短规定值确定。
参见图7,情况一至情况五分别代表方坯在分坯装置上可能出现的五种情况,所述待处理区域为矩形区域,其中一个长边与贴标机器人初始位置平齐,该矩形区域能够覆盖贴标机器人能够执行贴标动作的最大横向距离,该横向距离沿方坯的运输方向而定。实际生产中,方坯的长度若小于最短规定值,则该方坯不合格,无需进行贴标操作,因此,待处理区域要将不合格的方坯排除在外,以避免后续继续对其进行图像处理,节约时间,提高贴标效率。如图7中的情况四所示,该方坯属于不合格的短坯,待处理区域的宽度小于该短坯的端面与贴标机器人初始位置之间的距离。所述的机器人初始位置根据实际工况而定,机器人在初始位置处可以完成在操作范围内的方坯贴标动作(在范围内的方坯都可以完成贴标操作)。
步骤S103,提取所述待处理区域内的方坯轮廓。
对待处理区域进行灰度化,滤波,二值化,腐蚀及开运算等常规算法,便可提取出待处理区域中的图像轮廓,得到方坯轮廓。
参见图6,对待处理区域进行图像处理过程中,利用开运算处理,能够将两个存在交点的轮廓分开,尽可能减少后续需要处理的并坯的数量。
步骤S104,获取目标线段S,所述目标线段S为预设检测线L在目标方坯轮廓内的线段,所述目标方坯轮廓为所述待处理区域内的任一方坯轮廓,如图7所示,所述检测线L平行于所述待处理区域的长边。
具体的,在检测线L处(y=m)的位置,通过行遍历待处理区域中白色像素点和黑色像素点(经图像预处理后,方坯轮廓是白色像素点,背景是黑色像素点),以白色像素点为起始位置,以黑色像素点为终止位置,统计像素点的个数,即得到目标线段S的大小。参见图7,由于方坯可能存在倾斜,因此不同方坯轮廓对应的目标线段的长度可能不同,目标线段S的长度可能有多个值。
步骤S105,以所述检测线L为基准,获取所述目标方坯轮廓的倾斜角度。
通过现有的图像处理技术中的矩计算,便可获得方坯轮廓的倾斜角度,倾斜角度如图9所示。
步骤S106,根据所述目标线段的长度、所述倾斜角度以及方坯规格,获取所述目标方坯轮廓内包含的方坯根数,所述方坯规格包括所述方坯横截面的长度值和宽度值。
本申请实施方式中,步骤S106通过以下流程实现:
根据所述方坯规格,设置第一阈值。
具体的,参见图8所示,方坯的端面(即横截面)为矩形,包括长边和短边。方坯在冷床上传输的过程中,可能会发生翻滚,因此相机拍摄的图像中,针对不同方坯拍到的轮廓,可能是长边所在的较宽侧面,也可能是短边所在的较窄侧面。
为了实现初步判断,根据方坯规格设定第一阈值,该第一阈值为方坯横截面的长度值,即方坯端面长边对应的值。
根据所述第一阈值以及所述目标线段S的长度,获取方坯根数的初步判断值。
具体的,若S
但是,类似图7中的情况一,该方坯轮廓可能是一根方坯的较宽侧面对应的轮廓,也可能是两根方坯的较窄侧面组成的轮廓,而且方坯倾斜时,S则更长。因此,方坯根数的初步判断值可能与实际情况不符,需进一步计算方坯根数。
根据所述方坯根数的初步判断值,获取第一分割点的数量,所述第一分割点位于所述目标线段上,用于对所述目标线段进行均等分割,所述第一分割点的数量为所述初步判断值与预设系数的乘积。实际应用中,预设系数为大于1的数值,作为示例,可以将其设为1.5。
以每个所述第一分割点为端点,按照所述倾斜角度,向所述方坯的待贴标端面所处的方向划定第一分割线。
获取第一交点,所述第一交点为所有第一分割线与所述目标方坯轮廓之间的交点。
根据所述第一交点确定所述目标方坯轮廓包含的方坯根数。
参见图10所示,虚线表示第一分割线,每个第一分割线均与目标方坯轮廓之间存在交点,理论上来说,同一个方坯端面上的交点的纵向坐标值应该相同,即使该方坯轮廓存在倾斜,位于同一个方坯端面上的交点的纵向坐标值的差值也应该在一定范围内,据此,可进一步判断目标方坯轮廓究竟包含几根方坯。
以所述待处理区域的左上角为原点,以所述待处理区域的长边为横轴,宽边为纵轴,建立图像坐标系。图像坐标系参见图9及图11中的U-V坐标系。
针对所述图像坐标系,获取任一所述第一交点的纵轴坐标值。
根据任意两个相邻所述第一交点的纵轴坐标值的差值,获取所述目标方坯轮廓内包含的方坯端面的数量,其中,若任意两个相邻所述第一交点的纵轴坐标值的差值小于预设距离阈值,则这两个第一交点位于同一个方坯端面上,否则,这两个第一交点位于两个不同的方坯端面上,所述距离阈值根据所述方坯规则预先设定。
作为示例,若一个交点的纵轴坐标值V1与另一个交点的纵轴坐标值V2之间的差值小于方坯横截面短边的长度,则可判定这两个交点位于同一个方坯端面上。据此,筛选出不在同一个方坯端面上的第一交点的数量,便可得到目标方坯轮廓内包含的方坯端面数量。
将所述目标方坯轮廓内包含的方坯端面的数量设为所述目标方坯轮廓包含的方坯根数。
步骤S107,确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
步骤S108,根据所述每根方坯的待贴标端面的端面中心位置,控制所述贴标机器人对所述目标方坯轮廓内的每根方坯进行贴标。
本申请实施例公开了一种应用于连铸的方坯贴标方法及装置,该方法包括:获取相机拍摄的方坯图像,针对方坯图像,选定待处理区域;提取待处理区域内的方坯轮廓;获取目标线段;以检测线为基准,获取目标方坯轮廓的倾斜角度;根据目标线段的长度、倾斜角度以及方坯规格,获取目标方坯轮廓内包含的方坯根数;确定目标方坯轮廓内每根方坯的待贴标端面的中心位置;根据每根方坯的待贴标端面的端面中心位置,控制贴标机器人对目标方坯轮廓内的每根方坯进行贴标。上述方法能够准确判断出方坯轮廓包含的方坯根数,进而精准定位每根方坯的端面中心位置,防止出现方坯漏贴或贴标位置错误的后果。
本实施方式中,通过以下步骤确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置:
根据所述目标方坯轮廓内包含的方坯根数,获取第二分割点的数量,所述第二分割点位于所述目标线段上,用于对所述目标线段进行均等分割,所述第二分割点的数量为所述目标方坯轮廓内包含的方坯根数。
以每个所述第二分割点为端点,按照所述倾斜角度,向所述方坯的待贴标端面所处的方向划定第二分割线。参见图11所示,图中虚线表示第二分割线。
获取第二交点,所述第二交点为所有第二分割线与所述目标方坯轮廓之间的交点。
根据所述第二交点确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
进一步的,所述根据所述第二交点确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置,包括:
获取任一所述第二交点在图像坐标系下的横轴坐标值及纵轴坐标值,其中,所述图像坐标系以所述待处理区域的左上角为原点,以所述待处理区域的长边为横轴,宽边为纵轴。图像坐标系参见图11中的U-V坐标系。
对每个所述第二交点在图像坐标系下的横轴坐标值及纵轴坐标值进行坐标系转换,获取每个所述第二交点在空间坐标系下的横轴坐标值、纵轴坐标值。空间坐标系参见图11中的X-Y坐标系。图像坐标系UOV和空间坐标系XYZ可以互相进行坐标转换,U坐标方向对应X坐标方向,V坐标方向对应Y坐标方向。
根据所述方坯规格,设定每个所述第二交点在所述空间坐标系下的竖轴坐标值。
根据每个所述第二交点在空间坐标系下的横轴坐标值、纵轴坐标值及竖轴坐标值,获取所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
所述根据所述方坯规格,设定每个所述第二交点在所述空间坐标系下的竖轴坐标值,包括:
根据以下公式,设定每个所述第二交点在所述图像坐标系下的中心点值:
P=Min(i,w)/2。
其中,P表示任一所述第二交点在所述图像坐标系下的中心点值,i表示所述方坯横截面的宽度值,w表示所述方坯横截面的长度值。
对每个所述第二交点在所述图像坐标系下的中心点值进行坐标系转换,获取每个所述第二交点在所述空间坐标系下的竖轴坐标值。
根据方坯规格信息i*w,将设定的P=Min(i,w)/2的结果值,从图像坐标系转换成世界坐标系后赋值给Z,便可以得到最佳贴标位置的(x,y,z)值,贴标机器人可以根据该坐标值运动到最佳贴标位置。
进一步的,在确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置之前,所述方法还包括:
判断所述目标方坯轮廓的倾斜角度是否在预设角度范围内,若判断结果为是,则确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置,否则,将所述目标方坯轮廓判定为不可贴标的方坯轮廓,并舍弃,其中,所述角度范围根据所述贴标机器人的最大旋转角度以及所述相机的安装角度预先设定。
在确定最佳贴标位置的确定前需要根据轮廓的倾斜角度判断待处理区域中的方坯能否完成贴标操作,如果方坯倾斜角度较大,超过贴标机器人的旋转角度,则不能完成贴标操作。具体的,当方坯轮廓的倾斜角度α在(α1,α2)范围内时,则可以完成贴标操作。其中α1及α2的值,根据贴标机器人的旋转角度及相机的安装角度所设定。
下述为本申请公开的装置实施例,用于执行上述方法实施例。对于装置实施例中未披露的细节,请参照方法实施例。
本申请第二实施例公开了一种应用于连铸的方坯贴标装置,所述方坯贴标装置用于执行如本申请第一实施例所述的应用于连铸的方坯贴标方法,所述方坯贴标装置包括:
图像获取模块,用于获取相机拍摄的方坯图像,所述相机用于在控制系统每次发出到位信号时,对分坯装置上的方坯进行拍摄。
处理区域选定模块,用于针对所述方坯图像,选定待处理区域,所述待处理区域的长根据贴标机器人能够贴标的最大横向距离,所述待处理区域的宽根据贴标机器人的初始位置及预设的方坯最短规定值确定。
方坯轮廓提取模块,用于提取所述待处理区域内的方坯轮廓。
目标线段获取模块,用于获取目标线段,所述目标线段为预设检测线在目标方坯轮廓内的线段,所述目标方坯轮廓为所述待处理区域内的任一方坯轮廓,所述检测线平行于所述待处理区域的长边。
倾斜角度获取模块,用于以所述检测线为基准,获取所述目标方坯轮廓的倾斜角度。
方坯根数获取模块,用于根据所述目标线段的长度、所述倾斜角度以及方坯规格,获取所述目标方坯轮廓内包含的方坯根数,所述方坯规格包括所述方坯横截面的长度值和宽度值。
中心位置获取模块,用于确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
贴标模块,用于根据所述每根方坯的待贴标端面的端面中心位置,控制所述贴标机器人对所述目标方坯轮廓内的每根方坯进行贴标。
进一步的,所述方坯根数获取模块包括:
第一阈值设定单元,用于根据所述方坯规格,设置第一阈值。
方坯根数初步判断单元,用于根据所述第一阈值以及所述目标线段的长度,获取方坯根数的初步判断值。
第一分割点设定单元,用于根据所述方坯根数的初步判断值,获取第一分割点的数量,所述第一分割点位于所述目标线段上,用于对所述目标线段进行均等分割,所述第一分割点的数量为所述初步判断值与预设系数的乘积。
第一分割线划定单元,用于以每个所述第一分割点为端点,按照所述倾斜角度,向所述方坯的待贴标端面所处的方向划定第一分割线。
第一交点获取单元,用于获取第一交点,所述第一交点为所有第一分割线与所述目标方坯轮廓之间的交点。
方坯根数确定单元,用于根据所述第一交点确定所述目标方坯轮廓包含的方坯根数。
进一步的,方坯根数确定单元包括:
坐标系建立子单元,用于以所述待处理区域的左上角为原点,以所述待处理区域的长边为横轴,宽边为纵轴,建立图像坐标系。
第一纵轴坐标获取子单元,用于针对所述图像坐标系,获取任一所述第一交点的纵轴坐标值。
方坯端面获取子单元,用于根据任意两个相邻所述第一交点的纵轴坐标值的差值,获取所述目标方坯轮廓内包含的方坯端面的数量,其中,若任意两个相邻所述第一交点的纵轴坐标值的差值小于预设距离阈值,则这两个第一交点位于同一个方坯端面上,否则,这两个第一交点位于两个不同的方坯端面上,所述距离阈值根据所述方坯规则预先设定。
方坯根数设定子单元,用于将所述目标方坯轮廓内包含的方坯端面的数量设为所述目标方坯轮廓包含的方坯根数。
进一步的,所述中心位置获取模块包括:
第二分割点设定单元,用于根据所述目标方坯轮廓内包含的方坯根数,获取第二分割点的数量,所述第二分割点位于所述目标线段上,用于对所述目标线段进行均等分割,所述第二分割点的数量为所述目标方坯轮廓内包含的方坯根数。
第二分割线划定单元,用于以每个所述第二分割点为端点,按照所述倾斜角度,向所述方坯的待贴标端面所处的方向划定第二分割线。
第二交点获取单元,用于获取第二交点,所述第二交点为所有第二分割线与所述目标方坯轮廓之间的交点。
中心位置确定单元,用于根据所述第二交点确定所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
进一步的,所述中心位置确定单元包括:
第二交点坐标获取子单元,用于获取任一所述第二交点在图像坐标系下的横轴坐标值及纵轴坐标值,其中,所述图像坐标系以所述待处理区域的左上角为原点,以所述待处理区域的长边为横轴,宽边为纵轴。
坐标转换子单元,用于对每个所述第二交点在图像坐标系下的横轴坐标值及纵轴坐标值进行坐标系转换,获取每个所述第二交点在空间坐标系下的横轴坐标值、纵轴坐标值。
竖轴坐标获取子单元,用于根据所述方坯规格,设定每个所述第二交点在所述空间坐标系下的竖轴坐标值。
中心位置设定子单元,用于根据每个所述第二交点在空间坐标系下的横轴坐标值、纵轴坐标值及竖轴坐标值,获取所述目标方坯轮廓内每根方坯的待贴标端面的中心位置。
以上结合具体实施方式和范例性实例对本申请进行了详细说明,不过这些说明并不能理解为对本申请的限制。本领域技术人员理解,在不偏离本申请精神和范围的情况下,可以对本申请技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本申请的范围内。本申请的保护范围以所附权利要求为准。
- 一种应用于连铸的方坯贴标方法及装置
- 一种应用于连铸的方坯计数方法及装置