一种四角单边燕尾槽瓷砖背模芯及制成瓷砖
文献发布时间:2023-06-19 09:40:06
技术领域
本发明涉及陶瓷生产制作领域,更具体地说,特别涉及一种四角单边燕尾槽瓷砖背模芯及制成瓷砖。
背景技术
现有的瓷砖生产工艺,瓷砖胚体由粉状通过超高压力压制成型的特点,瓷砖胚体通过机械设备用固定的上下模具合模而成,为增加粘结面积,瓷砖背面都布置了各种各样花纹的背纹,在现有的瓷砖背模芯工艺中,尤其是300*300mm以上尺寸的模具中,大多数都是方格纹、弧形扫把纹、随机纹、凸点纹等,所有现有背模芯的共同之处在于,凸纹与凹纹间的连接边都是有正向脱模坡度,即凸纹的上口比下口要小且上下口的中心线重合,这结构构造决定了无法形成有效的燕尾槽。
瓷砖坯体压制过程中,压成的坯体厚度一般为布置粉料厚度的35%~40%,瓷砖背模芯背纹上凸纹与凹纹间的高差导致了其对应位置的瓷砖坯体密度有差异,密度有差异的瓷砖坯体在烧结中收缩率不相同从而导致了瓷砖面平整度不足,出现烧结透底的不良品,使得瓷砖不得不降低背纹深度而降低了粘贴强度。
瓷砖坯体压制过程中,在瓷砖坯体压制成型时,是通过上模、下模在模腔内六面共同受力作用而压制成的,终压时瓷砖坯体具备相同反作用力的内应力,在瓷砖坯体脱模环节中,尤其对于300*300mm以上尺寸瓷砖的脱模,上模下模夹着成型的瓷砖坯体先浮出下模腔,此时瓷砖坯体四边的压力先释放,瓷砖坯体向四边体积膨胀释放内应力,随着上模进一步的往上提升,整块瓷砖坯体均匀膨胀释放内应力,膨胀后的瓷砖坯体边长增大约0.5%-1.5%,膨胀增大后的瓷砖坯体与瓷砖背模芯背纹不再匹配,膨胀变形时瓷砖坯体沿背模芯背纹的脱模坡度位置从中心由内往外滑升而脱模。
发明内容
本发明要解决的问题在于,在瓷砖坯体生产环节中,防止出现瓷砖烧结透底的现象、使压制成的瓷砖背纹足够深且有燕尾槽结构,充分利用瓷砖脱模时的自身膨胀变形这一特点,提供一种四角单边燕尾槽瓷砖背模芯;且利用本发明的一种四角单边燕尾槽瓷砖背模芯制成一种四角单边燕尾槽背纹瓷砖。
为实现上述目的,本发明提供如下技术方案:一种四角单边燕尾槽瓷砖背模芯,包括背模芯铁基体和背模芯表面硫化胶,背模芯表面硫化胶包括凸纹和凹纹一体成型粘贴覆在背模芯铁基体上,其中,瓷砖背模芯的单边燕尾槽凸纹位于瓷砖背模芯的四个角上,单边燕尾槽凸纹为格纹或条纹,单边燕尾槽凸纹靠近背模芯中心的一侧与背模芯平面形成钝角且远背模芯中心的一侧与背模芯平面形成锐角;
单边燕尾槽凸纹为格纹时为二级台阶凸纹,以背模芯凹纹为基准抬起高度为0.5mm~1.0mm的第一级平面台阶,第二级台阶自第一级平面台阶抬起0.3mm~3mm且台阶顶部平面宽度小于1mm,所形成台阶的踢面在靠近背模芯中心的一侧与背模芯平面形成110度~150度钝角;单边燕尾槽凸纹远背模芯中心的一侧自第二级台阶顶部到凹纹面与背模芯平面形成55~89度的锐角;
单边燕尾槽凸纹为条纹时为一级台阶凸纹,靠近背模芯中心的一侧自凹纹面以110度~150度形成斜坡或弧坡抬起高度为1mm~5mm的台阶且台阶顶部平面宽度小于1mm,单边燕尾槽凸纹远背模芯中心的一侧自台阶顶部到凹纹面形成55~89度的锐角。
一种四角单边燕尾槽瓷砖背模芯,其中,所述瓷砖背模芯的单边燕尾槽凸纹位于背模芯中心半径100mm以外及四边的中心垂直线5mm宽以外的四角区域,除单边燕尾槽凸纹外的其他纹路为四周为与背模芯平面形成110度~150度钝角以及高度为0.5mm~1.2mm的格纹或条纹。
一种四角单边燕尾槽瓷砖背模芯,其中,所述的背模芯铁基体和背模芯表面硫化胶间可设置等静压层;背模芯铁基体和背模芯表面硫化胶间可设置排气系统,排气口位于单边燕尾槽凸纹钝角坡面处或格纹一级台阶平面处,排气管位于背模芯铁基体内。
一种四角单边燕尾槽背纹瓷砖,应用本发明技术的一种四角单边燕尾槽瓷砖背模芯生产时即可得到,其中,瓷砖的四角区域为格纹或条纹的单边燕尾槽凹纹,每个格纹或每条条纹有小于1/2纹路周长的倒锐角的纹路侧边,该倒锐角的纹路侧边与瓷砖背平面形成角度为55~89度,除倒锐角剩余部分的纹路侧边与瓷砖背平面形成角度为110~150度。
对本发明的一种四角单边燕尾槽瓷砖背模芯及制成瓷砖概括,一种四角单边燕尾槽瓷砖背模芯,背模芯表面硫化胶包括凸纹和凹纹一体成型粘贴覆在背模芯铁基体上,瓷砖背模芯的单边燕尾槽凸纹位于瓷砖背模芯的四个角上,单边燕尾槽凸纹为格纹或条纹,单边燕尾槽凸纹靠近背模芯中心的一侧与背模芯平面形成钝角且远背模芯中心的一侧与背模芯平面形成锐角;在瓷砖坯体压制过程中,凸纹远中心侧的锐角,给瓷砖背纹形成单边燕尾槽,在瓷砖坯体脱模环节中,利用瓷砖坯体释放自应力时向外变形的运动,瓷砖坯体所形成的单边燕尾槽横向远离凸纹的锐角移动从而顺利脱模;一种四角单边燕尾槽背纹瓷砖,瓷砖的四角区域为格纹或条纹的单边燕尾槽凹纹,每个格纹或每条条纹有小于1/2纹路周长的倒锐角的纹路侧边。
与现有技术相比,实施本发明的一种四角单边燕尾槽瓷砖背模芯及制成瓷砖,具有以下有益效果:结构简单牢固,四角单边燕尾槽凸纹一体成型覆在背模芯铁基体硫化成型即可得到;便于进一步优化加入等静压系统及排气系统;所生产出的瓷砖,其背纹纹路深、表面平整,所形成的单边燕尾槽背纹中心对称或轴对称,所对称的纹路形成结构力极好的双边燕尾槽;瓷砖粘贴后与粘接层形成刚性卯榫结构,防止瓷砖脱落,大大提高瓷砖安全性能。
附图说明
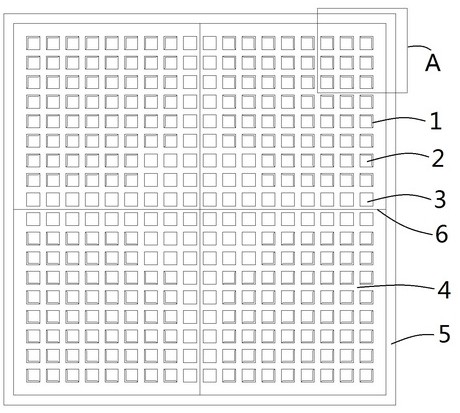
图1是本发明的单边燕尾槽格纹背模芯平面图。
图2是本发明的单边燕尾槽条纹背模芯平面图。
图3是本发明的格纹背模芯局部大样图A。
图4是本发明的局部大样图A的C-C剖面图。
图5是本发明的条纹背模芯大样图B。
图6是本发明的局部大样图B的D-D剖面图。
图7是本发明的另一种单边燕尾槽条纹模芯平面图。
其中:1、单边燕尾槽格纹第二级台阶;101、单边燕尾槽格纹倒锐角边;102、单边燕尾槽格纹第二级台阶钝角斜边;2、单边燕尾槽格纹第一级台阶;201、单边燕尾槽格纹第一级台阶钝角斜边;3、背模芯传统凸格纹;4、背模芯凹纹; 5、背模芯铁基体刃口; 6、背模芯四边中心垂直线;7、单边燕尾槽条纹;701、单边燕尾槽条纹倒锐角边;702、单边燕尾槽条纹钝角斜边;8、背模芯传统凸条纹; 9、背模芯铁基体。
具体实施方式
下面结合附图及具体实施方式对本发明的技术方案作进一步详细地说明。
如图1-7所示, 一种四角单边燕尾槽瓷砖背模芯,包括背模芯铁基体9和背模芯表面硫化胶,背模芯表面硫化胶包括凸纹和凹纹一体成型粘贴覆在背模芯铁基体上,其中,瓷砖背模芯的单边燕尾槽凸纹位于瓷砖背模芯的四个角上,单边燕尾槽凸纹为格纹或条纹,单边燕尾槽凸纹靠近背模芯中心的一侧与背模芯平面形成钝角且远背模芯中心的一侧与背模芯平面形成锐角。
单边燕尾槽凸纹大方面有两种方式:格纹或条纹,其中一种,当单边燕尾槽凸纹为格纹时的为二级台阶凸纹,以背模芯凹纹为基准抬起高度为0.5mm~1.0mm的第一级平面台阶,此台阶系单边燕尾槽格纹第一级台阶2,第二级台阶系单边燕尾槽格纹第二级台阶1自单边燕尾槽格纹第一级台阶2抬起0.3mm~3mm且台阶顶部平面宽度小于1mm,所形成台阶的踢面在靠近背模芯中心的一侧与背模芯平面形成110度~150度钝角,第一级台阶所形成的踢面系单单边燕尾槽格纹第一级台阶钝角斜边201,第二级台阶所形成的踢面系单边燕尾槽格纹第二级台阶钝角斜边102;单边燕尾槽凸纹远背模芯中心的一侧自第二级台阶顶部到凹纹面形成55~89度的锐角,该侧边系单边燕尾槽格纹倒锐角边101。
单边燕尾槽凸纹的另一种,当单边燕尾槽凸纹为条纹时单边燕尾槽凸纹为条纹的为一级台阶凸纹,该台阶凸纹系单边燕尾槽条纹7,靠近背模芯中心的一侧自凹纹面以110度~150度形成斜坡或弧坡抬起高度为1mm~5mm的台阶且台阶顶部平面宽度小于1mm,该侧所述形成的斜坡或弧坡系单边燕尾槽条纹钝角斜边702,单边燕尾槽凸纹远背模芯中心的一侧自台阶顶部到凹纹面形成55~89度的锐角,该侧系单边燕尾槽条纹倒锐角边701。
一种四角单边燕尾槽瓷砖背模芯,其中,所述瓷砖背模芯的单边燕尾槽凸纹位于背模芯中心半径100mm以外及四边的中心垂直线5mm宽以外的四角区域,所述的四边的中心垂直线系背模芯四边中心垂直线6,除单边燕尾槽凸纹外的其他纹路为四周为与背模芯平面形成110度~150度钝角以及高度为0.5mm~1.2mm的格纹或条纹,所述的格纹系背模芯传统凸格纹3而条纹则系背模芯传统凸条纹8。
一种四角单边燕尾槽瓷砖背模芯,其中,所述的背模芯铁基体9和背模芯表面硫化胶间可设置等静压层;背模芯铁基体9和背模芯表面硫化胶间可设置排气系统,排气口位于单边燕尾槽凸纹钝角坡面处或格纹一级台阶平面处,排气管位于背模芯铁基体9内。
一种四角单边燕尾槽背纹瓷砖,应用本发明技术的一种四角单边燕尾槽瓷砖背模芯生产时即可得到,其中,瓷砖的四角区域为格纹或条纹的单边燕尾槽凹纹,每个格纹或每条条纹有小于1/2纹路周长的倒锐角的纹路侧边,该倒锐角的纹路侧边与瓷砖背平面形成角度为55~89度,除倒锐角剩余部分的纹路侧边与瓷砖背平面形成角度为110~150度。
一种四角单边燕尾槽瓷砖背模芯的加工制作,包括背模芯铁基体9和背模芯表面硫化胶,首先根据设计好的四角单边燕尾槽瓷砖背模芯的背纹及形状,在铝板上通过数控机床雕刻出一样的凸纹纹路,铝板的外围边长比设计背模芯大4mm,所完成的铝模称之为母模I;准备另一块铁板或铝板,外围边长比母模I小2mm,对四周留出约1.3mm的刃口后对正面板铣出深度为2-6mm的凹槽,对该凹槽进行喷砂处理,涂抹上底胶,浇上液体聚氨酯胶后盖上涂抹了脱模剂的母模I,合模加温硫化后将母模I脱模后得到母模II;将背模芯铁基体9的正表面加工成四周为0.2mm~0.8mm厚的刃口的内凹槽,该所述的刃口系背模芯铁基体刃口5,对该内凹槽表面进行喷砂处理,涂上底胶后浇上液体聚氨酯胶后再盖上涂抹了脱模剂的母模II,合模加温硫化后将母模II脱模后得到设计要求的一种四角单边燕尾槽瓷砖背模芯。
补充说明一种四角单边燕尾槽瓷砖背模芯的工作过程及工作原理,以面模芯在下的反打工艺为说明例子,工作前,面模芯在下模腔中降落到布料高度,布入瓷砖粉料并刮平,压机工作将四角单边燕尾槽瓷砖背模芯压入下模腔内,挤压瓷砖粉料得到压实后的瓷砖坯体,施压完毕后,四角单边燕尾槽瓷砖背模芯与面模芯夹着瓷砖坯体上升到下模腔的上平面,此时瓷砖坯体的四边的压力约束消失,瓷砖坯体开始外四周膨胀变形以释放内应力,再随着四角单边燕尾槽瓷砖背模芯的进一步提升,上下压力约束消失,瓷砖坯体进一步变形膨胀以释放内应力,实践中检测显示,瓷砖坯体完全膨胀释放压力后边长比在下模腔内的边长大了0.8%左右,大多数在0.5%~1.5%之间,不同的粉料不同的压力工艺的膨胀率各不相同,瓷砖坯体的膨胀,是以瓷砖坯体的中心为基准往四周等膨胀率延伸的,瓷砖坯体的中心膨胀度较小,越往外膨胀度越大,在瓷砖坯体膨胀变形的时候,由于四角单边燕尾槽瓷砖背模芯的结构特点:单边燕尾槽凸纹靠近背模芯中心的一侧与背模芯平面形成钝角且远背模芯中心的一侧与背模芯平面形成锐角,所述钝角角度为110~150度,由于与该钝角的相互作用,瓷砖坯体膨胀变形的时候横移的同时也纵向运动顶升瓷砖坯体与背模芯脱离,另一侧凸纹为形成单边燕尾槽的55~89度的锐角,膨胀运动时就离开悬空,有效保护了瓷砖坯体所形成的单边燕尾槽,再者在反打工艺中,由于瓷砖坯体的自重作用使得四角单边燕尾槽瓷砖背模芯与瓷砖坯体顺利脱模。
将单边燕尾槽背纹应用到背模芯的四角,充分利用了形变量较大的位置,格纹燕尾槽凸纹中,该格纹包括了三角形、四边形、多边形等等边形,也包括圆形、随机凸形的不规则凸纹,但是起单边燕尾槽格纹第二级台阶钝角斜边102及单边燕尾槽格纹倒锐角边101必须是在远瓷砖背模芯中心一侧且不能超过该凸纹的一半;当采用单边燕尾槽条纹时,形状可以为直线、C型、L型、S型等造型,但是边燕尾槽格纹倒锐角边101必须是在远瓷砖背模芯中心一侧且不能超过该凸纹的一半;而在背模芯的中心部位以及四边的中心垂直线位置,瓷砖坯体膨胀率与四角虽然一致,但是变形量比较少,因而除四角外因保留传统的背模芯传统凸格纹3或背模芯传统凸条纹8。
一种四角单边燕尾槽背纹瓷砖,应用本发明技术的一种四角单边燕尾槽瓷砖背模芯生产时即可得到,其中,瓷砖的四角区域为格纹或条纹的单边燕尾槽凹纹,每个格纹或每条条纹有小于1/2纹路周长的倒锐角的纹路侧边,该倒锐角的纹路侧边与瓷砖背平面形成角度为55~89度,除倒锐角剩余部分的纹路侧边与瓷砖背平面形成角度为110~150度。
结合现有的瓷砖模具背模芯传统工艺,本发明的一种四角单边燕尾槽瓷砖背模芯尤其适用于300*300及以上尺寸的瓷砖,还能根据具体瓷砖的要求加入排气系统及等静压层,改变传统瓷砖背模芯背纹特点,充分利用瓷砖坯体脱模时释放内应力时的变形运动,使得瓷砖形成四角单边燕尾槽背纹,而整块砖的背纹又是中心对称或轴对称的几何图案,粘贴后与硬化的粘接层形成刚性的双边燕尾槽的刚性卯榫结构,大大的提高了瓷砖粘贴安全性能,能产生意想不到的工业效果。
对本领域的技术人员来说,可根据以上描述的技术方案及构思,做出其他各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本发明专利权利要求的保护范围之内。
- 一种四角单边燕尾槽瓷砖背模芯及制成瓷砖
- 一种同心环单边燕尾槽瓷砖背模芯及制成瓷砖