3D打印激光均匀扫描的光路控制方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及增材制造领域,具体是一种实现3D打印激光均匀扫描的光路控制方法。
背景技术
增材制造又俗称3D打印,是通过CAD设计数据采用材料逐层累加的方法制造实体零件的技术,相对于传统的材料去除(切削加工)技术,是一种“自下而上”材料累加的制造方法。相比传统制造技术,增材制造具有能够成型复杂形状零件、成型精度高、节约材料等优点。而金属增材制造由于能够直接制造结构致密、冶金结合的高精度金属零件,成为了目前最热门的制造技术。
其中金属增材制造的代表技术激光选区熔化的成型过程如下:铺粉装置在成型缸上铺上一层金属粉末,激光束在计算机控制下出光和闭光,根据成型件截面形状信息,在两块扫描振镜的偏转控制下,激光束会对粉末床进行扫描,使扫描区域内的粉末熔化,得到成型件的单层形状;接着成型缸下降一个层厚的距离,铺粉装置重新铺粉,继续进行下一层的成型;如此逐层叠加,最终获得特定几何形状的金属零件。
其中一个零件的扫描成型的过程中,每一层都会分为内部区域和轮廓区域两部分,激光束需要对这两个区域进行扫描填充。激光扫描是一个快速变化的动态过程,会存在激光出光、激光加速、激光匀速运动、激光减速和激光闭光等多个过程;激光出光和闭光需要和振镜的偏转相互配合,才能获得理想的扫描填充过程。
因为一段扫描线的起始段和结束段有激光加速和减速过程的存在,加速和减速段的能量密度高于匀速段,使整段扫描线的能量密度不均匀;更高的能量密度带来更宽的熔道宽度,在扫描线的两端形成“火柴头”效应,使零件边缘产生凸起,影响零件的致密度和表面质量。
现有的激光扫描光路控制方法是采用激光延迟来缓解两端火柴头效应,扫描线起点和扫描振镜运动起点为重合,通过设置激光延迟出光和延迟闭光的时间,来尽可能减少起始段和结束段能量不均匀的情况,缓解“火柴头”效应。这种扫描光路控制方法存在以下问题:
1、激光延迟依靠经验设置,因而多数情况下,只能缓解“火柴头”效应,而无法完全消除“火柴头”效应。
2、由于存在激光延迟时间,理论起始点和实际扫描线起始点之间总会存在扫描缺失的情况,造成轮廓和内部区域搭接部分有小孔缺陷;
3、当扫描零件的轮廓部分时,由于存在激光延迟,轮廓的拐角处会存在细节缺失,最终影响零件外表面的精度;
4、不同的扫描速度对应的激光延迟时间也会有所不同,因此当打印参数发生变化和调整时,激光延迟参数也需要改变,而具体改变的数据则需要进行大量试验和经验积累,这对于参数优化和材料开发来说,效率较低。
发明内容
基于上述现有技术的问题,本发明所要解决的技术问题是提供一种3D打印激光均匀扫描的光路控制方法,有效提高激光扫描的均匀性,避免扫描线起始端和结束端“火柴头”效应。
本发明公开的3D打印激光均匀扫描的光路控制方法,包括内部扫描和轮廓扫描,内部或者轮廓扫描时,在扫描线的前端和后端分别设置延长线;将激光对应点的加速阶段设置在扫描线前端的延长线上,激光对应点在扫描线前端的延长线移动时,激光处于闭光状态,激光对应点处于均速阶段并进入扫描线时,激光开始出光进行扫描,在激光匀速完成扫描线后,激光闭光,激光对应点在扫描线后端的延长线上完成减速阶段。
优选地,根据激光匀速扫描的速度和激光对应点的加速及减速阶段的加速度建立延长线长度公式和激光出光时间公式,将延长线长度公式和激光出光时间公式写入激光控制系统中,激光匀速扫描的速度和激光对应点加速度发生调整时,自动执行新的延长线长度和激光出光时间。
优选地,设定激光匀速扫描的速度为V,激光对应点在加速和减速阶段做匀加速运动,加速度为a,扫描线前端和后端的延长线均为V
优选地,在扫描前,先获取得到轮廓熔道的宽度D
优选地,内部扫描时,同一层面的同一扫描区域内的内部扫面线相平行;在同一扫描区域内,相邻的内部扫描线的扫描方向相反,激光扫描完成一条内部扫描线后闭光,激光对应点经该条内部扫描线后端的延长线减速后,空跳至相邻的下一条内部扫描线前端的延长线上加速,再进入下一条内部扫描线进行激光出光扫描。
优选地,内部扫描时,相邻两层的内部扫描线中,上下位置对应的内部扫描线在同一层面上的投影相交。
优选地,在上下位置对应的内部扫描线中,第n+1层内部扫描线的扫描方向相比第n层顺时针或逆时针旋转α角度,其中,n为大于或等于1的整数,0°<α<180°。
优选地,α同时满足如下要求:
(1)α≥10°且α≤170°;
(2)180°或360°除以α所得的余数大于或等于5°并且该余数与α的差值也大于或等于5°;
(3)180°或360°除以(180°-α)所得的余数大于或等于5°并且该余数与(180°-α)的差值也大于或等于5°。
优选地,每层轮廓扫描线包括至少两个拐点,以拐点为界,划分出与拐点数量一致的轮廓分段扫描线,以一个拐点为扫描起点,激光扫描完成一条轮廓分段扫描线后闭光,激光对应点经该条轮廓分段扫描线后端的延长线减速后,空跳至相邻的下一条内部扫描线前端的延长线上加速,再进入下一条轮廓分段扫描线进行激光出光扫描。
优选地,轮廓扫描时,相邻两层的轮廓扫描线的起点及终点相互错开。
优选地,每层轮廓扫描线包括至少两个拐点,轮廓扫描线的起点和终点设置于拐点上,第n+1层轮廓扫描线的起始和终止点相比第n层顺时针或者逆时针移动一个拐角,其中,n为大于或等于1的整数。
本发明的光路控制方法将激光对应点的加速阶段和减速阶段分别设置于扫描线的前后两端的延长线上,激光在扫描线上扫描时处于匀速状态,在避免扫描线起始端和结束端“火柴头”效应的同时,也防止了扫描区域的缺失;保证了成型零件的表面质量和内部致密度,在打印参数发生变化和调整时,只需进行理论计算即可调整光路控制参数,可以有效提高工作效率。本发明可用于激光选区熔化、激光选区烧结等3D打印的激光光路控制。
附图说明
图1为内部扫描线和轮廓扫描线偏移示意图;
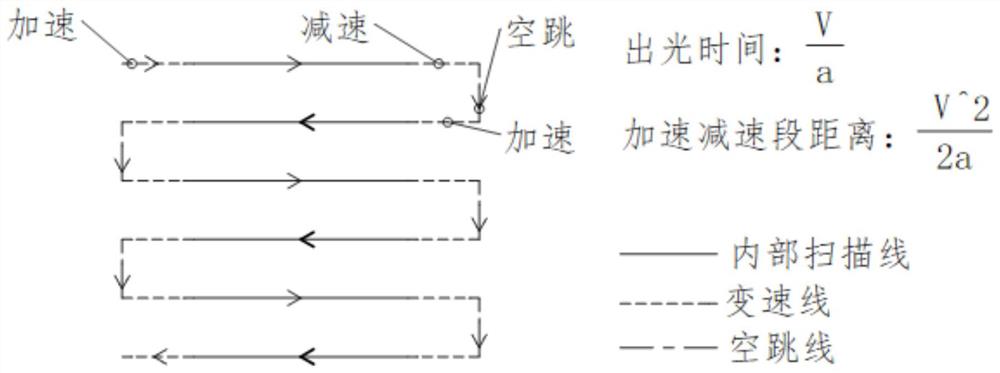
图2为内部扫描线加速和减速部分的光路控制示意图;
图3为内部扫描线层间变化方法示意图;
图4为轮廓扫描线拐角处加速和减速部分的光路控制示意图;
图5为轮廓扫描线层间变化方法示意图;
图6为实施例1对应成型后零件上表面的微观照片。
具体实施方式
下面结合附图对本发明进一步说明。
如背景技术中所述,在3D打印激光中需要进行内部扫描和轮廓扫描,轮廓扫描是沿零件的轮廓线进行的扫描,而内部扫描则是利用扫描线对内部进行填充,分解来看两者均是通过进行的线扫描。采用本发明的光路控制方法,内部或者轮廓扫描时,在扫描线的前端和后端分别设置延长线;将激光对应点的加速阶段设置在扫描线前端的延长线上,激光对应点在扫描线前端的延长线移动时,激光处于闭光状态,激光对应点处于均速阶段并进入扫描线时,激光开始出光进行扫描,在激光匀速完成扫描线后,激光闭光,激光对应点在扫描线后端的延长线上完成减速阶段。请注意,这里的延长线是虚拟的线,是激光对应点的路径,并非实际的划线,激光对应点是指在振镜的控制下,激光发射到成形粉末床上的点位,但是,激光对应点并不依赖于激光的开光而存在,在激光未发射时,根据振镜的位姿,在粉末床也能找到相应的激光对应点,也就是说激光对应点是通过振镜控制,而非激光形成的。在激光扫描一条扫描线时,激光对应点通常要经过加速、均匀和减速阶段,采用传统的光路控制方法就容易在激光的加速和减速阶段形成“火柴头”效应,而本发明将激光对应点的加速阶段和减速阶段分别设置在扫描线前后两端的延长线上,且激光对应点在延长线上运动时,并未发出激光,也就不会对粉末进行熔化,直到激光对应点达到匀速状态并进入扫描线时,激光才出光进行扫描,也就是说激光光斑在扫描线始终保持匀速运动,因而形成的熔道也是均匀的,从而避免了“火柴头”效应。
激光对应点可以是达到匀速恰好达到扫描线前端点时,然后进入扫描线开光扫描,也可以是达到扫描线前端点之前就进入匀速阶段,并进行一段距离以后才进入扫描线开光扫描;同样激光对应点减速阶段也可以在激光对应点达到扫描线的后端点即开始进行或者进入延长线一定距离以后才进行,只需保证激光在达到扫描线的后端点后立即闭关即刻。根据所采用的3D打印机振镜的运动参数可以计算出激光对应点达到匀速阶段所需距离和从匀速阶段减速到零所需的距离,以此来设定延长线的长度,只要保证前端延长线的长度大于或等于加速到匀速阶段所需的距离,后端延长线的长度大于或等于减速到零所需的距离即可。根据前端延长线的长度可以计算出激光对应点行完前端的延长线所需的时间,以此设定激光开关的时间,根据扫描线的长度和激光对应点的匀速阶段速度可以计算出,激光从开关到闭关的时间,据此来设定激光的闭光时间。
延长线的长度和激光的开关时间虽然可以人工计算后设定,但是这无疑是较为麻烦的,为此简化参数调整过程,作为优选实施方式,根据激光匀速扫描的速度和激光对应点的加速及减速阶段的加速度建立延长线长度公式和激光出光时间公式,将延长线长度公式和激光出光时间公式写入激光控制系统中,激光匀速扫描的速度和激光对应点加速度发生调整时,自动执行新的延长线长度和激光出光时间,不需要根据扫描参数频繁手动更改延长线长度和激光出光时间,可以有效提高工作效率。根据所采用的3D打印机振镜的运动状态,激光对应的加速和减速可以是匀加速运动,也可以是变加速运动,如图2所示,以匀加速为例,设定激光匀速扫描的速度为V,激光对应点在加速和减速阶段做匀加速运动,加速度为a,扫描线前端和后端的延长线均为V
由于激光形成的融道具有一定的宽度,直接以理论轮廓线作为扫描线的中心会导致零件偏大,并且可能会影响零件的表面质量,为此,如图1所示,在本发明的优选实施例中,在扫描前,先获取得到轮廓熔道的宽度D
3D打印的内部填充扫描策略有条纹式、棋盘式、蜂窝式等等,通常在同一层面的同一扫描区域内的内部扫面线相平行,这里的同一区域,对于条纹式而言,可以认为是整个同一层面,对于棋盘式和蜂窝式而言则是指同一扫描格,同一区域的内部扫面线相平行可以保证扫描的均匀性,降低零件内部出现孔洞等缺陷的可能性。如图2所示,为了提高扫描的效率,在同一扫描区域内,相邻的内部扫描线的扫描方向相反,激光扫描完成一条内部扫描线后闭光,激光对应点经该条内部扫描线后端的延长线减速后,空跳至相邻的下一条内部扫描线前端的延长线上加速,再进入下一条内部扫描线进行激光出光扫描。如此激光对应点的空跳长度最短,空跳所耗费的时间也最短,因而可以一定程度上提高扫描的效率。
同一层面的相邻扫描线要平行,但是,不同层面的扫描线则不然,为了保证层与层之间的熔合质量,内部扫描时,相邻两层的内部扫描线中,上下位置对应的内部扫描线在同一层面上的投影相交。相邻两层从不同方向上进行扫描,可以一定程度上降低缺陷的可能,并且还可一定程度上提高保证零件各个方向上的抗压强度的均匀性。如图3所示,在具体操作时,可以依照如下方式进行设定,在上下位置对应的内部扫描线中,第n+1层内部扫描线的扫描方向相比第n层顺时针或逆时针旋转α角度,其中,n为大于或等于1的整数,0°<α<180°,每层均如此循环,直到整个零件完成扫描。α角度的大小也需要进一步考虑,α角度不能过小或过大,同时考虑循环的多变性。α同时满足如下要求:
(1)α≥10°且α≤170°,保证相邻两层的扫描线具有相对较大的交叉角度,以进一步消除可能出现的内部缺陷,经试验在相邻两层扫描线夹角在10°以上时,即基本可以达到要求;
(2)180°或360°除以α所得的余数大于或等于5°并且该余数与α的差值也大于或等于5°,这是为了使α在一定的层数范围内,不会旋转到与最初始的扫描线相重合或者接近重合;
(3)180°或360°除以(180°-α)所得的余数大于或等于5°并且该余数与(180°-α)的差值也大于或等于5°。这是因为在不考虑扫描前进指向的情况下,扫描线顺时针旋转α角度,即相当于其逆时针旋转(180°-α),因而基于与第(2)点相同的原因,需要保证(180°-α)也符合上述要求。
例如,后文实施例中α角度优先设置为67°,满足了前述3点要求。
对于轮廓平滑的零件可以直接进行匀速扫描,但是具有棱角的零件则通常具有非平滑的弯折点,在此将其称为拐点,对于轮廓具有拐点的零件,在拐点位置激光光斑会出现减速暂停的问题,从而影响拐点位置的质量。每层轮廓扫描线均是封闭的线,激光从起点出发沿轮廓扫描一周后回到起点,即起点与终点相重合,因而作为起点同时也是终点,对于仅具有一个拐点,另一侧平滑过渡的轮廓线,扫描时,可以选择拐点为起点,通过上述光路控制方式即可良好地完成扫描。如图4所示,对于包括至少两个拐点的轮廓线,为提高拐点的质量,以拐点为界,划分出与拐点数量一致的轮廓分段扫描线,激光扫描完成一条轮廓分段扫描线后闭光,激光对应点经该条轮廓分段扫描线后端的延长线减速后,空跳至相邻的下一条内部扫描线前端的延长线上加速,再进入下一条轮廓分段扫描线进行激光出光扫描。此种分段扫描方式可以避免拐点位置激光停留,从而保证拐点的质量均匀。
因为轮廓扫描时,起点和终点位于同一点,那么不可避免地就会出现起点和终点对接的问题,为了降低起点终点对接对于零件质量的影响,轮廓扫描时,相邻两层的轮廓扫描线的起点及终点相互错开,从而将对接点在零件上进行分散,降低其影响效果。如图5所示,对于具有两个以上拐点的轮廓扫描线,轮廓扫描线的起点和终点设置于拐点上,第n+1层轮廓扫描线的起始和终止点相比第n层顺时针或者逆时针移动一个拐角,其中,n为大于或等于1的整数,每层均如此循环,直到整个零件完成扫描,使起点和终点在整个轮廓的拐点上均匀分散,达到避免缺陷累积放大的作用。
下面列举一个本发明的具体实施例。
本实施例采用粉末床激光3D打印设备打印钴铬钼金属粉末,打印零件尺寸为10×10×10mm的方块;其中内部线的加工工艺参数为:激光功率190W,扫描速度1000mm/s,扫描间距0.08mm;轮廓线的加工工艺参数为:激光功率100W,扫描速度500mm/s。
1、内部线和轮廓线偏移距离的设置:
进行单线扫描熔道实验,测得内部线熔道宽度为0.16mm,轮廓线熔道宽度为0.1mm,根据测试值设置内部线和轮廓线的偏移距离:其中实际扫描轮廓中心相对于理论轮廓向内偏移0.05mm的距离,内部线的起点和终点相对于理论轮廓向内偏移0.09mm的距离。
2、设置内部线加速和减速部分的光路控制参数;
在内部线的扫描阶段,将振镜的加速部分设置到内部线的前端延长部分,将振镜的减速部分设置到内部线的后端延长部分;设定振镜控制激光对应点在加速和减速过程中做匀加速运动,加速度为2×10
3、设置内部扫描线层间变化参数;
第n+1层内部线的扫描方向相比第n层顺时针旋转67°角度,如此循环,直到整个零件完成扫描;
4、设置轮廓线拐角处加速和减速部分的光路控制参数;
每一层的外轮廓都是一个封闭的正方形,在正方形的拐角会出现加速、减速和空跳三个阶段。设定激光对应点在加速和减速过程中做匀加速运动,加速度为2×10
5、设置轮廓线层间变化参数;
第n+1层轮廓线扫描的起始和终止点相比第n层顺时针移动一个拐角,如此循环,直到整个零件完成扫描;
打印完成后,用体式显微镜拍摄方块上表面的照片,如图6所示:整个零件上表面平整致密,轮廓连续且平滑,内部线起点和终点与轮廓搭接紧密,没有凸起的“火柴头”效应,边缘也没有未熔化的小孔,打印零件得到了较好的成型效果。
- 3D打印激光均匀扫描的光路控制方法
- 一种基于多面棱镜超高匀速扫描的均匀线光斑光路系统