一种用于提花龙头装配的自动注油设备
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及纺织机械技术领域,具体涉及一种用于提花龙头装配的自动注油设备。
背景技术
提花织物是我国纺织行业中技术含量和附加值都比较高的产品,提花龙头则是提花织机实现上实现提花制造的关键部件。通常,在两个提花面板相互连接处设计有定位凸台,凸台上涂上少量的润滑油脂,其位置如图1所示。
目前,提花龙头生产企业均利用人工将润滑油脂涂抹到提花面板的凸台上,通常需要先把润滑油脂先装入针筒注射器(即注油器,如图5所示)中再涂抹到提花面板凸台上,由于提花面板数量众多且凸起尺寸较小(凸台直径为3mm),难以快速精准涂抹,人工操作时工作效率低,劳动强度大;如果采用自动化设备进行操作,首先需要先把装有润滑油脂的针筒注射器放置到特制模具中,然后控制注射装置能够定量且精准注射到凸台上,技术难度较大。
发明内容
本发明针对现有技术中存在的技术问题,提供一种用于提花龙头装配的自动注油设备。
本发明解决上述技术问题的技术方案如下:
该注油设备包括:定量注油装置以及上下料装置;
所述定量注油装置位于提花龙头的注油工位一侧,且安装有注油器,用于定量控制注油器对提花龙头进行注油;
所述上下料装置位于提花龙头的注油工位的另一侧,并与所述定量注油装置相对设置,用于向所述定量注油装置中加装所述注油器或从所述定量注油装置中取出所述注油器。
进一步的,所述定量注油装置包括:第一支板、第一气缸、第二气缸、第一安装板、L型的第二安装板、电机、推板、以及连接块;
所述第一支板竖直设置在提花龙头的注油工位一侧;
所述第一气缸的固定部安装在所述第一支板上靠近注油工位的位置,活动部与第一安装板固定连接,用于控制所述第一安装板上下移动;
所述第二气缸的固定部安装在所述第一支板上且位于所述第一气缸的上方,活动部与第二安装板的一侧板固定连接,用于控制所述第二安装板水平移动;
所述电机的固定部安装在所述第二安装板的另一侧板上,且所述步进电机的输出端通过一推杆与推板固定连接;
所述连接块的一端与所述第一安装板固定连接,所述连接块的另一端水平安装有一注油器安装座;
所述推板在第二气缸的带动下左右移动,并在电机的带动下上下移动,用于推动所述注油器安装座上放置的注油器,对注油工位上的提花龙头进行定量注油。
进一步的,所述注油器安装座上设有两个用于纵向放置注油器的槽孔。
进一步的,所述上下料装置包括:第二支板、第三气缸、第四气缸、第三安装板、夹爪气缸、夹爪;
所述第二支板设置在与第一支板相对的注油工位的另一侧;
所述第三气缸的固定部与所述第二支板固定连接,其活动部与第四气缸的固定部固定连接,用于控制第四气缸靠近或远离所述定量注油装置;
所述夹爪与所述夹爪气缸的活动端连接;所述夹爪气缸的固定端固定安装在所述第三安装板上,所述第三安装板与所述第四气缸的活动部固定连接;所述夹爪及所述夹爪气缸在第四气缸的控制下上下移动;所述夹爪在所述夹爪气缸的控制下抓取或松开所述注油器。
进一步的,所述上下料装置还包括:第五气缸、第六气缸、注油器承载座以及上料通道和下料通道;
所述第五气缸设置在所述夹爪气缸的下方,且所述第五气缸活动部的移动方向与所述第三气缸活动部的移动方向平行;
所述第六气缸活动部的移动方向与所述第五气缸活动部的移动方向相互垂直,且所述下料通道位于所述第六气缸活动部的移动方向上;
所述上料通道的一端位于所述夹爪的正下方;
所述注油器承载座设置在所述上料通道或下料通道内。
进一步的,所述注油器承载座上设有两个用于纵向放置注油器的容置槽。
本发明的有益效果是:通过上述技术方案,实现定量自动注油,且通过上下料装置可以向定量注油装置自动上下料注油器,注油全过程不需要人工干预,大大节省了人工成本,提高了注油效率。
附图说明
图1为本发明所涉及的提花龙头示意图;
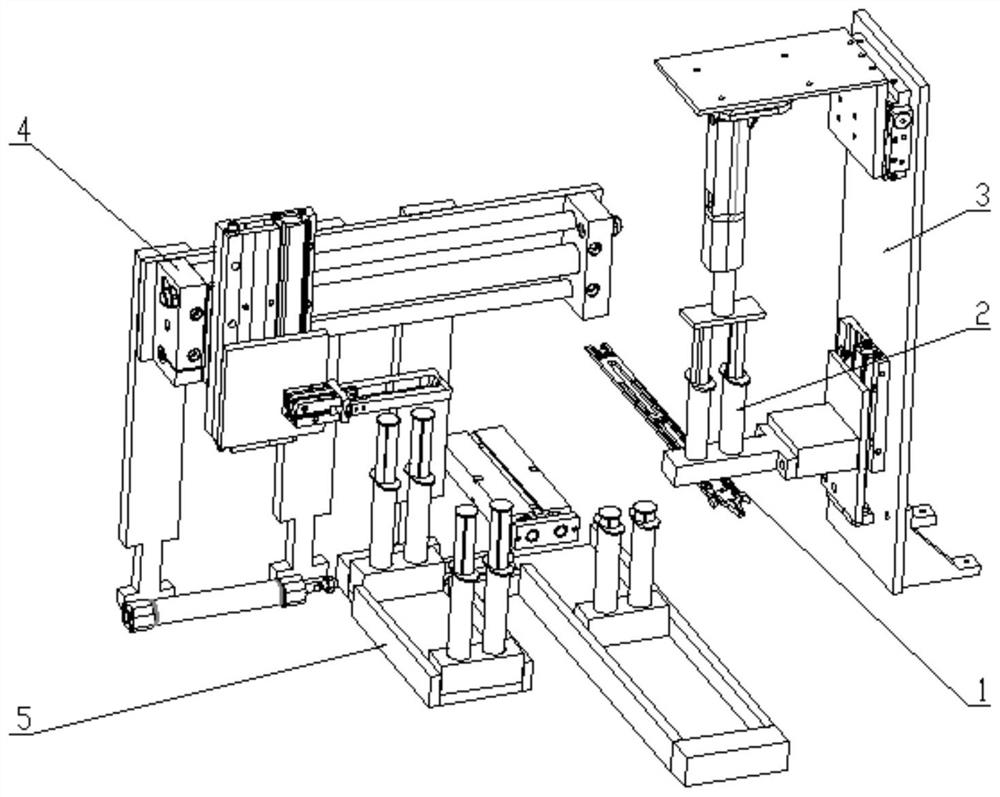
图2为本发明实施例提供的一种用于提花龙头装配的自动注油设备的整体结构示意图;
图3为本发明实施例提供的定量注油装置结构示意图;
图4为本发明实施例提供的上下料装置结构示意图;
图5为本发明实施例提供的注油器结构示意图;
图6为本发明实施例提供的注油器安装座结构示意图。
附图中,各标号所代表的部件列表如下:
1、提花龙头,2、注油器,3、定量注油装置,4、上下料装置,5、上下料通道;201、注油器安装座,301、推板,302、电机,303、第二安装板,304、第二气缸,305、第一支板,306、第一气缸,307、第一安装板,308、连接块,401、第五气缸,402、第二支板,403、第三安装板,404、第三气缸,405、第四气缸,406、夹爪气缸,407、夹爪,408、第六气缸,409、注油器承载座,2011、槽孔,2012、限位孔。
具体实施方式
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
如图2-6所示,本发明实施例提供一种用于提花龙头装配的自动注油设备,该注油设备包括:定量注油装置3以及上下料装置4。
所述定量注油装置3位于提花龙头1的注油工位一侧,且安装有注油器2,用于定量控制注油器2对提花龙头进行注油。图中省略了注油工位的具体结构,然而,本领域技术人员应当可以理解的是,该注油工位可以是任意结构,只需要将提花龙头1固定到指定位置即可。同时本领域技术人员还应当理解的是,本实施例中虽然并未详细说明定量注油装置3和上下料装置4是如何安装在注油工位两侧的,但是根据本领域的公知常识或一般工作习惯,结合实际工作场景实现定量注油装置3和上下料装置4整体的安装固定。
所述上下料装置4位于提花龙头1的注油工位的另一侧,并与所述定量注油装置3相对设置,用于向所述定量注油装置3中加装所述注油器2或从所述定量注油装置3中取出所述注油器2。
所述定量注油装置3包括:第一支板305、第一气缸306、第二气缸304、第一安装板307、L型的第二安装板303、电机302、推板301、以及连接块308。
所述第一支板305竖直设置在提花龙头的注油工位一侧。
所述第一气缸306的固定部安装在所述第一支板305上靠近注油工位的位置,活动部与第一安装板307固定连接,用于控制所述第一安装板307上下移动。
所述第二气缸304的固定部安装在所述第一支板305上且位于所述第一气缸306的上方,活动部与第二安装板303的一侧板固定连接,用于控制所述第二安装板303水平移动。
所述电机302的固定部安装在所述第二安装板的另一侧板上,且所述电机302的输出端通过一推杆与推板301固定连接;这里,电机302可以采用可正反双向转动的步进电机实现,步进电机的输出轴通过齿轮与推杆的一端啮合,通过步进电机的正转与反转,带动推板301上下移动,进而推动注油器的推柄。电机302还可以采用直线电机实现,通过直线电机的往复运动带动推板301上下移动,进而推动注油器的推柄。
所述连接块308的一端与所述第一安装板307固定连接,所述连接块308的另一端水平安装有一注油器安装座201;所述注油器安装座201上设有两个用于纵向放置注油器2的槽孔2011。由于注油器一般采用针筒注射器,所以槽孔2011内还设有用于限制注油器针头位置的限位孔2012。在注油器安装座201安装时,限位孔2012正对提花龙头1上需要注油的提花面板凸台。注油器2纵向插入槽孔2011,推板301与注油器的推柄上端相抵,在电机302的驱动下,推板301推动推柄将润滑油脂挤出注油器,涂抹在提花面板的凸台上。
所述上下料装置4包括:第二支板402、第三气缸404、第四气缸405、第三安装板403、夹爪气缸406、夹爪407、第五气缸401、第六气缸408、注油器承载座409以及上下料通道5;上下料通道5包括上料通道和下料通道。
所述第二支板402设置在与第一支板305相对的注油工位的另一侧;
所述第三气缸404的固定部与所述第二支板402固定连接,其活动部与第四气缸405的固定部固定连接,用于控制第四气缸405靠近或远离所述定量注油装置3;
所述夹爪407与所述夹爪气缸406的活动端连接;所述夹爪气缸406的固定端固定安装在所述第三安装板403上,所述第三安装板403与所述第四气缸405的活动部固定连接;所述夹爪407及所述夹爪气缸406在第四气缸405的控制下上下移动;所述夹爪407在所述夹爪气缸的控制下抓取或松开所述注油器2。
所述第五气缸401设置在所述夹爪气缸406的下方,且所述第五气缸401活动部的移动方向与所述第三气缸404活动部的移动方向平行;
所述第六气缸408活动部的移动方向与所述第五气缸401活动部的移动方向相互垂直,且所述下料通道位于所述第六气缸408活动部的移动方向上;
所述上料通道的一端位于所述夹爪407的正下方;
所述注油器承载座409设置在所述上料通道或下料通道内。所述注油器承载座409上同样设有两个用于纵向放置注油器2的槽孔。
该自动注油设备的工作原理如下:
首先通过人工或其他设备向上料通道内放置已经加注好润滑油的注油器,并将注油器承载座409连同注油器一起推至上料通道的端部。第三气缸404带动第四气缸405、第三安装板403以及夹爪气缸406和夹爪407向左移动,使夹爪407位于注油器承载座409的正上方,然后夹爪气缸406和夹爪407在第四气缸405的控制下向下移动,夹爪气缸406打开夹爪407夹取注油器承载座409上的两个注油器,然后第四气缸405控制夹爪上移,第三气缸404控制夹爪右移至注油器安装座201上方,夹爪气缸406控制夹爪407松开注油器,将注油器放置在注油器安装座201上。此时夹爪407回缩,第二气缸304控制电机302、推板301移动至注油器上方。
当提花龙头进入工位后,电机驱动推板下移,挤压注油器,将润滑油脂涂抹在提花龙头的凸台上。然后等等待下一工件进入工位,重复上述过程。
当注油器中润滑油脂使用完毕后,电机驱动推板上移,夹爪407抓取空注油器返回至上料通道上方,然后将空注油器放置在注油器承载座上,然后401推动放置空注油器的注油器承载座移动至下料通道的一端,再由408推动放置空注油器的注油器承载座进入下料通道。至此完成一组注油器的上下料工作。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种用于提花龙头装配的自动注油设备
- 一种用于提花龙头装配的自动注油设备