铝锌加强边型金属化薄膜及其加工装置和方法
文献发布时间:2023-06-19 09:51:02
技术领域
本发明属于金属化薄膜加工技术领域,特别涉及铝锌加强边型金属化薄膜及其加工装置和方法。
背景技术
铝锌加强边型金属化薄膜主要用于太阳能或风力发电机的DC-链环及混合动力型汽车用薄膜电容器,铝锌加强边型金属化薄膜是为了提高电流特性和金属化特性,在已蒸镀好的铝膜边缘加厚部分进行锌蒸镀的产品。
现有技术中,用于加工铝锌加强边型金属化薄膜的装置连续化程度不高,加工出的锌膜宽度不一。
发明内容
本发明针对现有技术存在的不足,提供了铝锌加强边型金属化薄膜及其加工装置和方法,具体技术方案如下:
铝锌加强边型金属化薄膜,包括用于金属化薄膜附着的基膜,所述基膜上通过蒸镀覆盖上一层铝膜,所述铝膜边缘通过蒸镀覆盖上一层锌膜。
铝锌加强边型金属化薄膜的加工装置,该加工装置包括第一真空室,所述第一真空室内底部设置有铝熔炉蒸发器,所述铝熔炉蒸发器上方设置有动态运转的金属化薄膜,所述金属化薄膜连续运转至与所述第一真空室串联的第二真空室内,所述第二真空室内底部设置有锌熔炉蒸发器,所述锌熔炉蒸发器与所述第二真空室内的金属化薄膜之间设置有蒸镀隔离件,所述蒸镀隔离件包括至少两个以上水平间隔对称设置的主动辊,每个所述主动辊的辊面上一侧均开设有周圈凹槽,所述周圈凹槽内卡设有隔离带圈,所述主动辊与外部的驱动电机相连接;所述第二真空室内的金属化薄膜连续运转至外部,并经置于所述第二真空室外的急冷辊传导至收卷辊进行连续收卷。
进一步地,所述急冷辊内置冷冻介质,所述急冷辊包括两端的辊轴,两两所述辊轴相对的端部分别垂直固定连接有一端面法兰,两个所述端面法兰之间可拆卸地卡设有一内部具有容置空间的分体式辊筒组件。
进一步地,每个所述端面法兰的内端面中部固定设置有一条形卡块,所述卡块一端竖直延伸到所述端面法兰的内端面边缘。
进一步地,所述辊筒组件包括一端面开口且内置冷冻介质的置物筒,所述置物筒的开口处螺接一与之相配合的圆形端盖,所述端盖外端面和所述置物筒外底面均向内开设有与各自对应的所述卡块相配合的卡槽。
进一步地,所述置物筒外底面与其对应的所述端面法兰之间通过螺丝螺纹连接。
进一步地,所述螺丝为两组,分别对称设置在对应的所述卡块两侧。
进一步地,所述端盖内端面中部凸设有一圆环状凸缘,所述凸缘通过螺纹连接在所述置物筒内,所述端盖与所述置物筒的外径相同。
进一步地,所述卡块的端面为T形结构。
铝锌加强边型金属化薄膜的加工方法,该加工方法包括以下步骤:
S1:将用于金属化薄膜附着的基膜安装在第一真空室和第二真空室内,并与急冷辊和收卷辊可转动地套接;
S2:将第一真空室和第二真空室进行抽真空处理;
S3:待S2步骤完成后,开启铝熔炉蒸发器和锌铝熔炉蒸发器;
S4:待S3步骤中完成铝金属和锌金属的熔融后,随即释放金属蒸汽,并同时开启收卷辊和蒸镀隔离件的主动辊,基膜开始连续运转蒸镀;
S5:待S4步骤蒸镀完成后,将收卷后的铝锌加强边型金属化薄膜经检验后入库。
本发明的有益效果是:
本发明通过串联铝锌交替式蒸镀方式,实现连续化铝锌蒸镀;本发明通过蒸镀隔离件对非锌镀层区域进行遮挡蒸镀,由于采用的隔离带圈其带身宽度均匀一致,因此,在铝膜上产生的锌膜宽度也相对一致。
附图说明
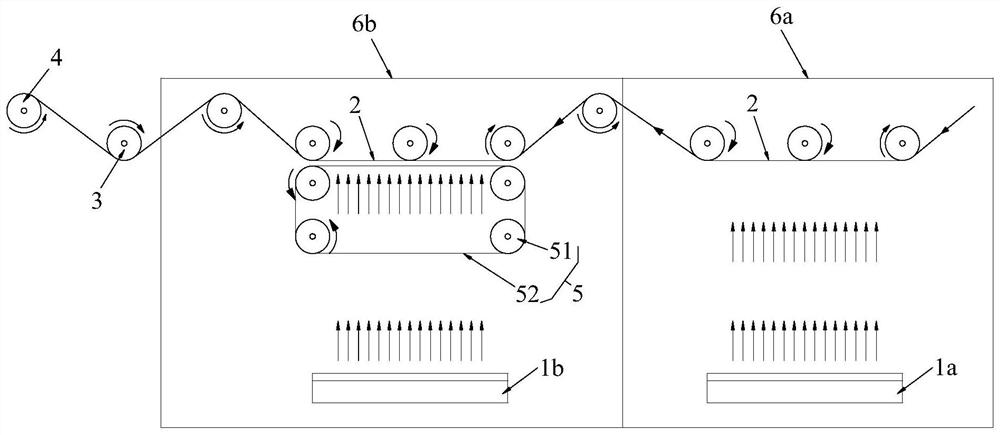
图1示出了本发明的铝锌加强边型金属化薄膜加工装置结构示意图;
图2示出了本发明中主动辊的结构示意图;
图3示出了本发明中隔离带圈套设在主动辊上的结构示意图;
图4示出了本发明中中急冷辊的结构示意图;
图5示出了图4中A-A部位的纵截面结构示意图;
图6示出了图5的分解示意图;
图7示出了本发明中设置螺丝的端面法兰的结构前视图;
图8示出了本发明中设置螺丝的端面法兰的结构后视图;
图9示出了本发明中卡块的端面结构示意图;
图10示出了本发明的铝锌加强边型金属化薄膜结构示意图。
图中所示:1a、铝熔炉蒸发器;1b、锌熔炉蒸发器;2、金属化薄膜;3、急冷辊;31、辊轴;32、端面法兰;321、卡块;33、螺丝;34、辊筒组件;341、置物筒;342、端盖;3421、凸缘;343、卡槽;4、收卷辊;5、蒸镀隔离件;51、主动辊;511、周圈凹槽;52、隔离带圈;6a、第一真空室;6b、第二真空室;7、铝锌加强边型金属化薄膜;71、基膜;72、铝膜;73、锌膜。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
如图10所示,铝锌加强边型金属化薄膜,包括用于金属化薄膜2附着的基膜71,所述基膜71上通过蒸镀覆盖上一层铝膜72,所述铝膜72边缘通过蒸镀覆盖上一层锌膜73。
如图1~3所示,铝锌加强边型金属化薄膜的加工装置,该加工装置包括第一真空室6a,所述第一真空室6a内底部设置有铝熔炉蒸发器1a,所述铝熔炉蒸发器1a上方设置有动态运转的金属化薄膜2,所述金属化薄膜2连续运转至与所述第一真空室6a串联的第二真空室6b内,所述第二真空室6b内底部设置有锌熔炉蒸发器1b,所述锌熔炉蒸发器1b与所述第二真空室6b内的金属化薄膜2之间设置有蒸镀隔离件5,所述蒸镀隔离件5包括至少两个以上水平间隔对称设置的主动辊51,每个所述主动辊51的辊面上一侧均开设有周圈凹槽511,所述周圈凹槽511内卡设有隔离带圈52,所述主动辊51与外部的驱动电机相连接;所述第二真空室6b内的金属化薄膜2连续运转至外部,并经置于所述第二真空室6b外的急冷辊3传导至收卷辊4进行连续收卷;通过这一技术方案,本方案通过串联铝锌交替式蒸镀方式,实现连续化铝锌蒸镀;本方案通过蒸镀隔离件5对非锌镀层区域进行遮挡蒸镀,由于采用的隔离带圈52其带身宽度均匀一致,因此,在铝膜上产生的锌膜宽度也相对一致。
如图4~6所示,所述急冷辊3内置冷冻介质,所述急冷辊3包括两端的辊轴31,两两所述辊轴31相对的端部分别垂直固定连接有一端面法兰32,两个所述端面法兰32之间可拆卸地卡设有一内部具有容置空间的分体式辊筒组件34;通过这一技术方案,本方案通过内置冷冻介质的急冷辊3对蒸镀后的金属化薄膜2进行连续冷却,金属化薄膜2冷却效果较佳,优于现有技术中的长距离运转达到的自然冷却或者风机达到的风冷冷却;本方案中的急冷辊3采用可拆卸式连接,便于更换冷冻介质,冷冻介质一般选用冰袋,实际操作成本较低。
如图5、6、8所示,每个所述端面法兰32的内端面中部固定设置有一条形卡块321,所述卡块321一端竖直延伸到所述端面法兰32的内端面边缘;通过这一技术方案,卡块321与后面的辊筒组件34卡接后不会形成空洞,也方便后面辊筒组件34的卡接。
如图4、7、8所示,所述辊筒组件34包括一端面开口且内置冷冻介质的置物筒341,所述置物筒341的开口处螺接一与之相配合的圆形端盖342,所述端盖342外端面和所述置物筒341外底面均向内开设有与各自对应的所述卡块321相配合的卡槽343;通过这一技术方案,不仅便于辊筒组件34与两侧的端面法兰32之间的卡接,也便于拆卸更换冷冻介质。
如图4~6所示,所述置物筒341外底面与其对应的所述端面法兰32之间通过螺丝33螺纹连接;通过这一技术方案,增设螺丝33可以更好地紧固辊筒组件34。
如图4、7、8所示,所述螺丝33为两组,分别对称设置在对应的所述卡块321两侧;通过这一技术方案,不影响卡块321与卡槽343的卡接,两组螺丝33也方便对称受力紧固。
如图8所示,所述端盖342内端面中部凸设有一圆环状凸缘3421,所述凸缘3421通过螺纹连接在所述置物筒341内,所述端盖342与所述置物筒341的外径相同;通过这一技术方案,可保持整个辊筒组件34表面平整。
如图5、6所示,所述卡块321的端面为T形结构;通过这一技术方案,使得卡块321与卡槽343的卡接更加紧固。
如图9所示,铝锌加强边型金属化薄膜的加工方法,该加工方法包括以下步骤:
S1:将用于金属化薄膜2附着的基膜71安装在第一真空室6a和第二真空室6b内,并与急冷辊3和收卷辊4可转动地套接;
S2:将第一真空室6a和第二真空室6b进行抽真空处理;
S3:待S2步骤完成后,开启铝熔炉蒸发器1a和锌铝熔炉蒸发器1b;
S4:待S3步骤中完成铝金属和锌金属的熔融后,随即释放金属蒸汽,并同时开启收卷辊4和蒸镀隔离件5的主动辊51,基膜71开始连续运转蒸镀;
S5:待S4步骤蒸镀完成后,将收卷后的铝锌加强边型金属化薄膜经检验后入库。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 铝锌加强边型金属化薄膜及其加工装置和方法
- 一种铝锌铝电容器用金属化薄膜蒸镀机