一种V型推力杆的制造工艺
文献发布时间:2023-06-19 09:51:02
技术领域
本发明涉及汽车推力杆领域,尤其涉及一种V型推力杆的制造工艺。
背景技术
V型推力杆是重型汽车上一种连接车桥与车架的装置,用来传递牵引力、制动力及其对应的反作用力。V型推力杆的顶端端头与车桥相连接,开口端的两个端头与车架连接。
V型推力杆目前主要结构有以下三种:第一种是四个接口均为热铆接,该结构生产时需要3人协同工作,且尺寸精度难以保证;第二种为V型开口的两端使用摩擦焊接,V型顶端采用热铆接,虽然一定程度减轻了推力杆的重量,但生产工艺复杂成本较高;第三种为四个接口均为摩擦焊成型,但工艺流程长,需要经过四次摩擦焊接成型,且焊接的参数及形位公差均对推力杆的强度影响较大。
此外,以上三种V型推力杆的管体及端头均为碳钢材料,碳钢材料的V型推力杆存在重量较大的缺陷。
发明内容
本发明提供了一种V型推力杆的制造工艺,简化了V型推力杆的生产工艺,具有生产工艺流程短的优点。
实现本发明目的的技术方案如下:
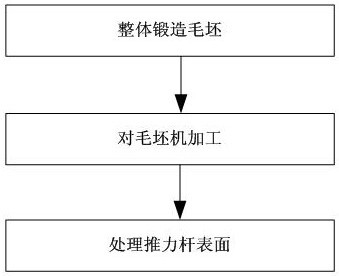
一种V型推力杆的制造工艺,先整体锻造毛坯,然后对毛坯机加工得到推力杆,紧接着处理推力杆表面;
所述锻造毛坯具体为:
(1)利用锻造设备对加热到410-470℃的铝合金坯料进行锻打,得到推力杆毛坯;
(2)切除推力杆毛坯的边料;
(3)对推力杆毛坯热处理。
作为本发明的进一步改进,推力杆毛坯热处理时先固溶处理再人工时效处理。
作为本发明的进一步改进,所述固溶处理的过程为:将推力杆毛坯加热到550±10℃温度下保持2小时,然后淬火。
作为本发明的进一步改进,所述淬火转移时间小于15秒,所述淬火时采用水淬,水温为25-35℃。
作为本发明的进一步改进,所述人工时效处理的过程为:将固溶处理的推力杆毛坯在180℃环境下保温10小时,接下来空冷。
作为本发明的进一步改进,所述锻打过程为:加热410-470℃、保温100-170min后第一次模锻,接下来再加热至410-470℃、保温30min后再第二次模锻至设计尺寸,然后加热至410-470℃、保温10-15min。
作为本发明的进一步改进,所述铝合金坯料中各元素含量如下:Si:1.2%~1.7%;Fe≤0.2%;Cu:0.4%~0.5%;Mn:0.3%~0.6%;Mg:1.1%~1.6%;Cr:0.2%~0.35%;Zn≤0.5%;Ti≤0.1%,其余为Al。
作为本发明的进一步改进,所述机加工推力杆的内孔,具体过程为:在立式数控车床上对毛坯的三个端头进行机加工,得到装配球铰及挡圈所需的内孔。
作为本发明的进一步改进,所述处理推力杆表面,具体过程为:对机加工后的推力杆进行表面处理,使之满足技术要求。
与现有技术相比,本发明的有益效果是:
1、由于铝合金压铸过程中易热裂,产生应力腐蚀裂纹的倾向性较大,现有的铝合金压铸工艺适用于制造形状复杂但强度要求不高的零件,本发明使用铝合金锻造工艺,锻造时只需控制铝合金压铸的温度、保温时间、锻造速度便能制造出铝合金坯件。
2、硅和镁形成的MnSi降低了铝合金的塑性,少量的锌与铝组成Al2Zn3强化相,虽能提高铝合金强度,但也会降低其降低塑性,塑性是指铝合金在外力作用下发生永久变形,而不破坏其完整性的能力。通常合金的锻造温度仅为100℃-200℃,考虑到随着温度的升高本铝合金坯料的塑性增加,因此本发明将铝合金加热到410-470℃进行锻造就是为了提高其塑性,铝合金温度低于410℃,其塑性无法满足锻打要求,铝合金温度高于470℃,其对锻造设备要求较高,加大锻造设备的采购成本。
3、硅元素的加入能提高合金的抗拉强度,本发明的硅含量较常规偏高,是由于本推力杆的应用场合对强度要求较高。然而,因本发明选用锻造工艺,硅量过高会造成铝合金的塑性降低,最终本发明将硅含量限制在1.2%~1.7%范围内。
4、本发明的铝合金各元素含量是根据锻造工艺、推力杆使用场合、铝元素以及各添加元素的化学成分等换算得到的,任何一个因素的改变都会影响锻造或锻造后的产品无法满足使用要求。
5、本发明在第一次模锻时由轻到重击打锻模,开始模锻时先轻敲5下左右,接下来再快速重锤,采用此方式得到毛坯。
附图说明
图1为V型推力杆的制造工艺流程图;
图2为铝合金坯料成分表;
图3为V型推力杆的结构示意图;
图4为图3的A-A剖视图;
图5为图3中B部分放大图;
图6为图3中C部分放大图;
图7为顶端空心柱与中间连接杆连接的结构示意图;
图8为开口端空心柱与中间连接杆连接的结构示意图。
附图标记:1、顶端空心柱;2、开口端空心柱;3、中间连接杆;31、H型;4、凹槽;5、第一连接板;6、第二连接板;7、相交区域;8、连接肋;9、起点/终点。
具体实施方式
下面结合附图所示的各实施方式对本发明进行详细说明,但应当说明的是,这些实施方式并非对本发明的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本发明的保护范围之内。
实施例1:
本实施例提供了一种V型推力杆的制造工艺,如图1所示,先整体锻造毛坯,然后对毛坯机加工得到推力杆,紧接着处理推力杆表面;锻造毛坯具体为:(1)利用锻造设备对加热到410-470℃的铝合金坯料进行锻打,得到推力杆毛坯;(2)切除推力杆毛坯的边料;(3)对推力杆毛坯热处理。
由于铝合金压铸过程中易热裂,产生应力腐蚀裂纹的倾向性较大,现有的铝合金压铸工艺适用于制造形状复杂但强度要求不高的零件,本实施例使用铝合金锻造工艺,锻造时只需控制铝合金压铸的温度、保温时间、锻造速度便能制造出铝合金坯件。
在本实施例中,推力杆毛坯热处理时先固溶处理再人工时效处理。具体地,固溶处理的过程为:将推力杆毛坯加热到550±10℃温度下保持2小时,然后淬火。淬火转移时间小于15秒,淬火时采用水淬,水温为25-35℃。具体地,人工时效处理的过程为:将固溶处理的推力杆毛坯在180℃环境下保温10小时,接下来空冷。
在本实施例中,锻打过程为:加热410-470℃、保温100-170min后第一次模锻,接下来再加热至410-470℃、保温30min后再第二次模锻至设计尺寸,然后加热至410-470℃、保温10-15min。
如图2所示,铝合金坯料中各元素含量如下:Si:1.2%~1.7%;Fe≤0.2%;Cu:0.4%~0.5%;Mn:0.3%~0.6%;Mg:1.1%~1.6%;Cr:0.2%~0.35%;Zn≤0.5%;Ti≤0.1%,其余为Al。
硅和镁形成MnSi降低了铝合金的塑性,少量的锌与铝组成Al
在本实施例中,机加工推力杆的内孔,具体过程为:在立式数控车床上对毛坯的三个端头进行机加工,得到装配球铰及挡圈所需的内孔。
在本实施例中,处理推力杆表面,具体过程为:对机加工后的推力杆进行表面处理,使之满足技术要求。
硅元素的加入能提高合金的抗拉强度,本实施例的硅含量较常规偏高,是由于本推力杆的应用场合对强度要求较高。然而,因本实施例选用锻造工艺,硅量过高会造成铝合金的塑性降低,最终本实施例将硅含量限制在1.2%~1.7%范围内。
本实施例的铝合金各元素含量是根据锻造工艺、推力杆使用场合、铝元素以及各添加元素的化学成分等换算得到的,任何一个因素的改变都会影响锻造或锻造后的产品无法满足使用要求。
本实施例在第一次模锻时由轻到重击打锻模,开始模锻时先轻敲5下左右,接下来再快速重锤,采用此方式得到毛坯。由于第二次模锻主要对第一次模锻出的毛坯规整到合适尺寸,因此第二次模锻时直接快速重锤即可。
实施例2:
在实施例1公开方案的基础上,本实施例公开了V型推力杆的结构。
如图3所示,V型推力杆由顶端空心柱1、两个开口端空心柱2、两根中间连接杆3整体锻造成V型,其中:一根中间连接杆3位于顶端空心柱1与一个开口端空心柱2之间,另一根中间连接杆3位于顶端空心柱1与另一个开口端空心柱2之间,两根中间连接杆3将顶端空心柱1和两个开口端空心柱2连接成一体;开口端空心柱2和顶端空心柱1的外周壁上开设凹槽4,该凹槽4沿开口端空心柱2的周向开设;中间连接杆3的截面为H型。
本实施例将中间连接杆3的截面设置成H型,而不设置成U型的目的,是同等截面积下,H型结构的截面惯性矩要大于U型,故H型的抗弯能力比U型高。
如图3所示,凹槽4的宽度小于中间连接杆3的厚度。本实施例控制凹槽4宽度的目的是确保整个V型推力杆的强度。
如图5和图6所示,中间连接杆3的一个端部向顶端空心柱1的方向均延伸有第一连接板5,该第一连接板5与顶端空心柱1的外圆相交;中间连接杆3的另一个端部向开口端空心柱2的方向延伸有第二连接板6,该第二连接板6与开口端空心柱2的外圆相交。
如图8所示,第二连接板6与开口端空心柱2的相交区域7的两个端点为凹槽4的起点和终点。优选凹槽4的弧度为π,相交区域7的弧度也为π,凹槽4的弧度与相交区域7的弧度构成一个绕该开口端空心柱2轴线的360°圆。优选凹槽4和第二连接板6均位于开口端空心柱2沿轴向的中部。
本实施例第一连接板5和第二连接板6相当于加强筋,设置第一连接板5和第二连接板6的目的是增加整个V型推力杆的强度,提高抗拉能力。
如图3-图8所示,第一连接板5有两个,两个第一连接板5位于顶端空心柱1的凹槽4沿槽宽方向的两侧,两个第一连接板5之间延伸有连接肋8,该连接肋8同时与两个第一连接板5、顶端空心柱1连接。
本实施例设置连接肋8的目的是增加V型推力杆的稳定性,增加杆体刚度。
如图5和图7所示,第一连接板5为弧形板,与顶端空心柱1连接的第一连接板5向中间连接杆3的方向弯曲后才延伸至中间连接杆3。两个第一连接板5弯曲方向相反。
如图3、图7和图8所示,中间连接杆3两端的连接部为实心结构,中间连接杆3的中部截面为H型。
本实施例将中间连接杆3的截面设置成H型,而不设置成U型的目的,是同等截面积下,H型结构的截面惯性矩要大于U型,故H型的抗弯能力比U型高。V型推力杆在车辆行驶过程中受拉、压、扭,H型截面为对称结构,更加适用于推力杆的受力工况;U型不对称,受力方向不同,其承力能力也不同,易失稳。
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种V型推力杆支座及V型推力杆连接结构
- 一种摩擦焊V型推力杆的制造工艺