一种微动开关弹片压装装置及方法
文献发布时间:2023-06-19 10:03:37
技术领域
本发明涉及微动开关领域,尤其涉及一种微动开关弹片压装装置及方法。
背景技术
微动开关是具有微小接点间隔和快动机构,用规定的行程和规定的力进行开关动作的接点机构,用外壳覆盖,其外部有驱动杆的一种开关,因为其开关的触点间距比较小,故名微动开关,又叫灵敏开关。外机械力通过传动元件(按销、按钮、杠杆、滚轮等)将力作用于动作簧片上,当动作簧片位移到临界点时产生瞬时动作,使动作簧片末端的动触点与定触点快速接通或断开。而微动开关弹片和微动开关支架的组装对微动开关的性能有着重要的影响。弹片和支架组装的好坏直接影响着微动开关的灵敏度、准确度和使用寿命等性质。因此,对微动开关来说,其弹片和支架的组装过程就显得尤为重要。
中国发明专利申请(公开号CN210997358U,公开日:202007144)公开了一种微动开关端子与端盖的组装设备,其解决了现有微动开关端子与端盖的组装方式复杂和组装效率较低的技术问题,其设有工作台,工作台的两个侧面分别设有端子振动盘和端盖振动盘,端子震动盘的出料口设置端子直震滑道,端子直震滑道的出口处设有端子滑道,端子滑道上方设有检测机构,检测机构采用检测气缸驱动探针移动,端子滑道下方设有定位气缸,定位气缸的输出端设有与端子座相匹配的移动轴,定位气缸下方设有水平推送机构,水平推送机构通过推送气缸驱动定位气缸在水平方向移动;端盖震动盘的出料口设置端盖直震滑道,端盖直震滑道出口处设有端盖定位座,端盖定位座的上方设有抓取机构。
现有技术存在以下不足:1对微动开关弹片带上料时,先将弹片带放置在输送带上,而后输送带通过其与弹片带之间的摩擦力带动弹片带沿着限位装置运动到冲切折弯工位;而弹片带本身厚度较薄并且重量较轻,输送带与弹片带之间的摩擦力也较小,即输送带对弹片带提供的驱动力较小;而弹片带在输送过程中还会受到限位装置的限位阻力;当弹片带由于制造不精确或者运输撞击等原因产生变形时,弹片带与限位装置之间的摩擦阻力会进一步增加;当弹片带与限位装置之间的摩擦阻力大于输送带提供的驱动力时,弹片带会被卡在限位装置之间,从而造成弹片带不能正常上料。2、对微动开关弹片进行冲切和折弯时,先采用冲切装置将单个弹片从弹片带上冲切下料,而后采用折弯装置对单个弹片进行折弯完成弹片冲切折弯过程;而此种方式加工时,弹片的冲切过程和折弯过程是分开进行的,即需要冲切和折弯两个步骤,造成弹片加工步骤增加;同时,分开进行冲切折弯时,需要分别设置冲切装置和折弯装置两个装置,也增加了设备数量和设备占用空间。
发明内容
本发明的目的是:针对上述问题,提出通过设置弹片上料机构避免弹片带被卡在限位装置之间,保证弹片带正常上料;通过设置弹片冲切折弯机构同时完成弹片冲切和折弯步骤,减少设备数量和设备占用空间的一种微动开关弹片压装装置及方法。
为了实现上述的目的,本发明采用了以下的技术方案:
一种微动开关弹片压装装置,该装置包括弹片上料机构和弹片冲切折弯机构;弹片上料机构输入端与弹片进料口相衔接,弹片上料机构输出端与弹片冲切折弯机构输入端相衔接;弹片冲切折弯机构固定在工作台上,并且冲切折弯机构输出端与治具输送装置中的弹片压装工位相衔接;弹片上料机构用于对弹片带上料输送;弹片冲切折弯机构用于对单个弹片同时进行冲切折弯并且将单个弹片压装至微动开关支架上;弹片上料机构包括上料滑槽、上料气缸、上料导轨滑块、下压机架、下压气缸和下压头;上料滑槽与弹片带相配合,并且上料滑槽出料口与弹片冲切折弯机构进料口相连接;上料气缸和上料导轨滑块中的导轨都固定在机架上,上料气缸输出端与下压机架相连接,并且下压机架与上料导轨滑块中的滑块相连接;下压气缸固定在下压机架上,下压气缸输出端与下压头相连接;下压头包括多个下压顶针;下压顶针与弹片带上定位孔相配合;上料滑槽用于输送弹片带。
作为优选,下压顶针为圆锥头形状;下压头还包括第一下压底座和第二下压底座;第一下压底座分别与下压气缸输出端和第二下压底座相连接,并且第一下压底座与下压机架相应凹槽相配合;第二下压底座与下压顶针相连接;上料滑槽包括入口滑槽和输送滑槽;入口滑槽固定在输送滑槽上,并且入口滑槽出料口与输送滑槽进料口相连接;入口滑槽和输送滑槽分别与弹片带相配合,并且输送滑槽出料口与弹片冲切折弯机构进料口相衔接;入口滑槽进料口为圆弧过渡形状。
作为优选,弹片上料机构还包括弹片限位组件;弹片限位组件包括弹片限位底座和弹片限位头;弹片限位底座固定在上料滑槽上,并且弹片限位底座与弹片限位头相连接;弹片限位头输出端与弹片带上表面相接触。
作为优选,弹片冲切折弯机构包括冲切折弯机架、冲切气缸、冲切上模具、冲切下模具和弹片搬移组件;冲切气缸固定在冲切折弯机架上,冲切气缸输出端与冲切上模具相连接,并且冲切上模具输出端与冲切下模具输出端相匹配;冲切下模具输出端与弹片相配合,并且弹片搬移组件输出端分别与冲切下模具输出端和治具输送装置弹片压装工位相衔接;冲切上模具和冲切下模具用于将弹片同时冲切和折弯;弹片搬移组件用于将冲切折弯后的弹片搬移至微动开关支架中进行压装;冲切上模具包括上模具座和上模具头;上模具头包括上模具头本体、上冲切部和上折弯斜面;冲切下模具包括下模具座和下模具头;下模具头包括下模具头本体、弹片头定位部和下折弯斜面;上折弯斜面和下折弯斜面的倾斜角度与弹片折弯部折弯角度相同;上模具头在冲切气缸带动下将弹片带中单个弹片冲切至下模具头中,上冲切部与弹片头切断部位相接触并且与弹片头定位部相配合,上折弯斜面与弹片折弯部相接触并且与下折弯斜面相配合。
作为优选,上模具座包括上模具连接座和上模具底座;上模具连接座相应凹槽与冲切气缸输出端相配合,并且上模具连接座与上模具底座相连接;上模具底座与上模具头相连接;下模具座包括下模具气缸和下模具底座;下模具气缸固定在冲切折弯机架上,并且下模具气缸输出端与下模具底座相连接;下模具底座与下模具头相连接。上模具头还包括弹片校准头;弹片校准头固定在上模具座上,弹片校准头输出端为圆锥形状,并且弹片校准头输出端与弹片带定位孔相配合。
作为优选,上模具头还包括废料切断刀;废料切断刀固定在上模具座上,并且废料切断刀输出端与弹片带去除弹片部分相接触;废料切断刀为倾斜切断刀;弹片搬移组件包括搬移驱动元件和搬移头;搬移驱动元件固定在工作台上,搬移驱动元件输出端与搬移头相连接;搬移头输出端与弹片相接触,并且搬移头在搬移驱动元件带动下分别与下模具头和治具输送装置弹片压装工位相衔接。搬移头包括搬移定位块和搬移吸取块;搬移定位块与弹片折弯部相配合,搬移吸取块与真空装置相连接,并且搬移吸取块输出端与弹片头相接触。弹片冲切折弯机构还包括废料收集通道和废料收集箱;废料收集通道一端与废料切断刀输出端相衔接,废料收集通道另一端与废料收集箱输入端相衔接。
另外,本发明还公开了一种微动开关弹片压装方法,该方法采用所述一种微动开关弹片压装装置,该方法包括以下的步骤:
(一)弹片带上料:1)将弹片带上料至上料滑槽中;2)下压气缸动作带动下压头下移,下压顶针与弹片带定位孔相配合;3)上料气缸动作带动下压头沿着上料导轨滑块中的导轨向前运动,下压顶针通过与之配合的弹片带定位孔带动弹片带向前运动到冲切折弯工位完成微动开关弹片上料过程;
(二)弹片冲切折弯:1)弹片上料机构将弹片带输送至冲切折弯工位;2)冲切气缸动作带动冲切上模具下移,上冲切部与单个弹片的弹片头切断部位相接触并且与弹片头定位部相配合,上折弯斜面与弹片折弯部相接触并且与下折弯斜面相配合;3)下模具气缸动作带动下模具头移动至搬移工位,搬移驱动元件带动搬移头运动到搬移工位;4)搬移定位块对弹片进行定位,搬移吸取块将弹片从下模具头上吸取并且搬移至治具输送装置的定位治具中完成微动开关弹片冲切折弯过程。
本发明采用上述技术方案的一种微动开关弹片压装装置及方法的优点是:
1、通过设置上料气缸、上料导轨滑块、下压气缸和下压头;弹片带上料至上料滑槽后,下压气缸动作带动下压头下移,下压顶针与弹片带定位孔相配合;上料气缸动作带动下压头沿着上料导轨滑块中的导轨向前运动,下压顶针通过与之配合的弹片带定位孔带动弹片带向前运动到冲切折弯工位完成微动开关弹片上料过程。而此种上料方式是通过下压顶针带动与之配合的弹片带定位孔带动弹片带向前运动的,并且下压顶针的拉力由上料气缸提供;即弹片带运动的驱动力为上料气缸提供的拉力,并且此拉力大小与弹片带本身无关;而上料气缸提供的拉力远大于弹片带与上料滑槽之间的限位阻力,当弹片带发生变形造成弹片带与上料滑槽之间的限位阻力增加时,上料气缸依然能够带动弹片带上料;从而避免了输送带驱动时弹片带会被卡在限位装置之间的情况,保证了弹片带的正常上料。
2、通过设置冲切上模具和冲切下模具;弹片带输送至冲切折弯工位后,冲切气缸动作带动冲切上模具下移,上冲切部与单个弹片的弹片头切断部位相接触并且与弹片头定位部相配合,上折弯斜面与弹片折弯部相接触并且与下折弯斜面相配合;下模具气缸动作带动下模具头移动至搬移工位,搬移驱动元件带动搬移头运动到搬移工位;搬移定位块对弹片进行定位,搬移吸取块将弹片从下模具头上吸取并且搬移至治具输送装置的定位治具中完成微动开关弹片冲切折弯过程。而上模具头包括上冲切部和上折弯斜面,上冲切部用于将单个弹片从弹片带上冲切下料,上折弯斜面用于将弹片折弯部折弯设定角度;当上模具头与下模具头相配合时,上模具头同时对弹片进行冲切下料和折弯,即弹片的冲切过程和折弯过程只需要上模具头下移与下模具头相配合一个步骤;与冲切装置和折弯装置分别对弹片进行冲切和折弯需要两个步骤相比减少了加工步骤,提高了加工效率;同时,此种冲切折弯过程只改变了冲切模具就能对弹片同时进行冲切和折弯;即只需要一个冲切装置就可以同时完成冲切和折弯,与分别用冲切装置和折弯装置两个装置进行加工相比也减少了设备的数量和设备占用空间。
附图说明
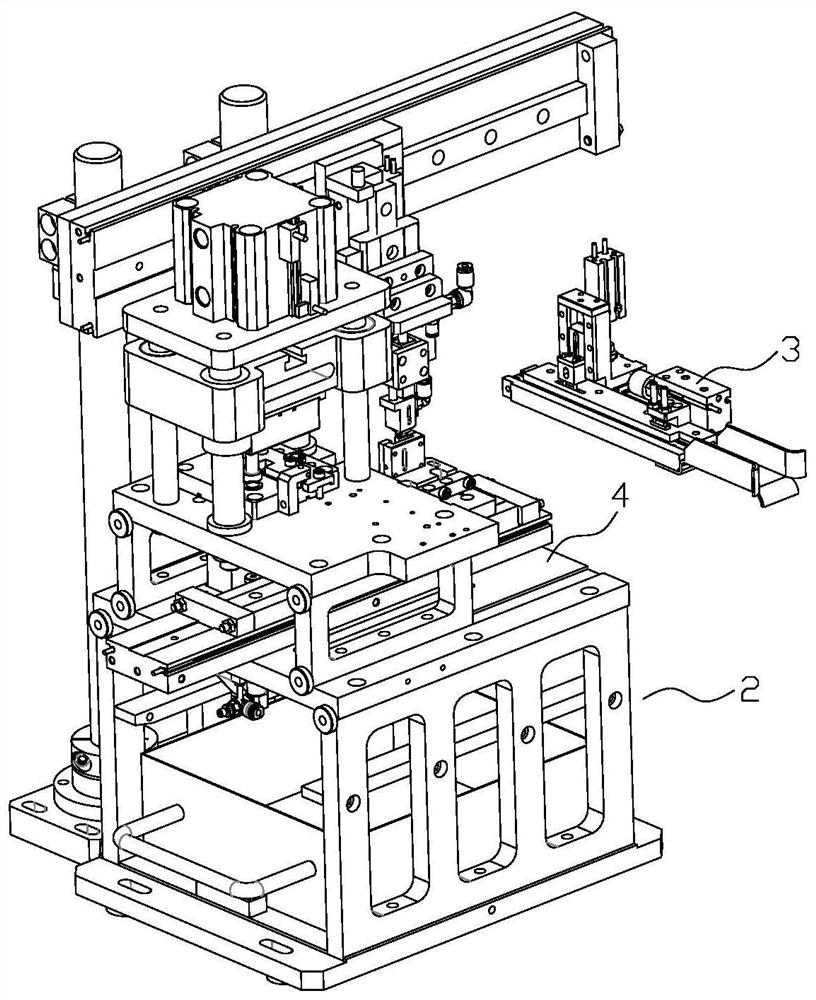
图1为本发明的结构示意图。
图2为微动开关弹片和支架的组装产品结构示意图。
图3为弹片带的产品结构示意图。
图4为弹片上料机构的结构示意图。
图5为下压头的结构示意图。
图6为弹片冲切折弯机构的结构示意图。
图7为冲切上模具的结构示意图。
图8为上模具头的局部放大结构示意图。
图9为下模具座的结构示意图。
图10为下模具头的局部放大结构示意图。
图11为搬移头的结构示意图。
具体实施方式
下面结合附图对本发明的具体实施方式进行详细的说明。
实施例1
如图1所示的弹片压装装置2,该装置包括弹片上料机构3和弹片冲切折弯机构4;弹片上料机构3输入端与弹片进料口相衔接,弹片上料机构3输出端与弹片冲切折弯机构4输入端相衔接;弹片冲切折弯机构4固定在工作台上,并且冲切折弯机构4输出端与治具输送装置中的弹片压装工位相衔接;弹片上料机构3用于对弹片带上料输送;弹片冲切折弯机构4用于对单个弹片同时进行冲切折弯并且将单个弹片压装至微动开关支架上。
微动开关弹片和支架的产品流动方向为:弹片上料机构3到弹片冲切折弯机构4。
如图2为微动开关弹片和支架的组装产品结构示意图。图3为弹片带的产品结构示意图。微动开关弹片和支架的组装产品由微动开关弹片a和微动开关支架b组成:多个微动开关弹片a分别压装在微动开关支架b两侧相应凹槽中;微动开关弹片a包括弹片头c和弹片折弯部d,弹片折弯部d相对于弹片头c倾斜一定角度;弹片带由多个微动开关弹片a的弹片头c相连接组成;弹片带包括定位孔e,并且定位孔e位于弹片头c上方位置。
如图4、图5所示,弹片上料机构3包括上料滑槽31、上料气缸32、上料导轨滑块33、下压机架34、下压气缸35和下压头36;上料滑槽31与弹片带相配合,并且上料滑槽31出料口与弹片冲切折弯机构4进料口相连接;上料气缸32和上料导轨滑块33中的导轨都固定在机架上,上料气缸32输出端与下压机架34相连接,并且下压机架34与上料导轨滑块33中的滑块相连接;下压气缸35固定在下压机架34上,下压气缸35输出端与下压头36相连接;下压头36包括多个下压顶针37;下压顶针37与弹片带上定位孔相配合;上料滑槽31用于输送弹片带。下压顶针37为圆锥头形状;下压头36还包括第一下压底座361和第二下压底座362;第一下压底座361分别与下压气缸35输出端和第二下压底座362相连接,并且第一下压底座361与下压机架34相应凹槽相配合;第二下压底座362与下压顶针37相连接;上料滑槽31包括入口滑槽311和输送滑槽312;入口滑槽311固定在输送滑槽312上,并且入口滑槽311出料口与输送滑槽312进料口相连接;入口滑槽311和输送滑槽312分别与弹片带相配合,并且输送滑槽312出料口与弹片冲切折弯机构4进料口相衔接;入口滑槽311进料口为圆弧过渡形状;弹片上料机构3还包括弹片限位组件38;弹片限位组件38包括弹片限位底座381和弹片限位头382;弹片限位底座381固定在上料滑槽31上,并且弹片限位底座381与弹片限位头382相连接;弹片限位头382输出端与弹片带上表面相接触。
弹片上料机构3在工作过程中:1)将弹片带上料至上料滑槽31中;2)下压气缸35动作带动下压头36下移,下压顶针37与弹片带定位孔相配合;3)上料气缸32动作带动下压头36沿着上料导轨滑块33中的导轨向前运动,下压顶针37通过与之配合的弹片带定位孔带动弹片带向前运动到冲切折弯工位完成微动开关弹片上料过程。
弹片上料机构3解决了对微动开关弹片带上料时,先将弹片带放置在输送带上,而后输送带通过其与弹片带之间的摩擦力带动弹片带沿着限位装置运动到冲切折弯工位;而弹片带本身厚度较薄并且重量较轻,输送带与弹片带之间的摩擦力也较小,即输送带对弹片带提供的驱动力较小;而弹片带在输送过程中还会受到限位装置的限位阻力;当弹片带由于制造不精确或者运输撞击等原因产生变形时,弹片带与限位装置之间的摩擦阻力会进一步增加;当弹片带与限位装置之间的摩擦阻力大于输送带提供的驱动力时,弹片带会被卡在限位装置之间,从而造成弹片带不能正常上料的问题。通过设置上料气缸32、上料导轨滑块33、下压气缸35和下压头36;弹片带上料至上料滑槽31后,下压气缸35动作带动下压头36下移,下压顶针37与弹片带定位孔相配合;上料气缸32动作带动下压头36沿着上料导轨滑块33中的导轨向前运动,下压顶针37通过与之配合的弹片带定位孔带动弹片带向前运动到冲切折弯工位完成微动开关弹片上料过程。而此种上料方式是通过下压顶针37带动与之配合的弹片带定位孔带动弹片带向前运动的,并且下压顶针37的拉力由上料气缸32提供;即弹片带运动的驱动力为上料气缸32提供的拉力,并且此拉力大小与弹片带本身无关;而上料气缸32提供的拉力远大于弹片带与上料滑槽31之间的限位阻力,当弹片带发生变形造成弹片带与上料滑槽31之间的限位阻力增加时,上料气缸32依然能够带动弹片带上料;从而避免了输送带驱动时弹片带会被卡在限位装置之间的情况,保证了弹片带的正常上料。
如图6所示,弹片冲切折弯机构4包括冲切折弯机架41、冲切气缸42、冲切上模具43、冲切下模具44和弹片搬移组件45;冲切气缸42固定在冲切折弯机架41上,冲切气缸42输出端与冲切上模具43相连接,并且冲切上模具43输出端与冲切下模具44输出端相匹配;冲切下模具44输出端与弹片相配合,并且弹片搬移组件45输出端分别与冲切下模具44输出端和治具输送装置弹片压装工位相衔接;冲切上模具43和冲切下模具44用于将弹片同时冲切和折弯;弹片搬移组件45用于将冲切折弯后的弹片搬移至微动开关支架中进行压装。
如图7、图8、图9、图10所示,冲切上模具43包括上模具座431和上模具头432;上模具头432包括上模具头本体433、上冲切部434和上折弯斜面435;冲切下模具44包括下模具座441和下模具头442;下模具头442包括下模具头本体443、弹片头定位部444和下折弯斜面445;上折弯斜面435和下折弯斜面445的倾斜角度与弹片折弯部折弯角度相同;上模具头432在冲切气缸42带动下将弹片带中单个弹片冲切至下模具头442中,上冲切部434与弹片头切断部位相接触并且与弹片头定位部444相配合,上折弯斜面435与弹片折弯部相接触并且与下折弯斜面445相配合。
如图6、图7所示,上模具座431包括上模具连接座4311和上模具底座4312;上模具连接座4311相应凹槽与冲切气缸42输出端相配合,并且上模具连接座4311与上模具底座4312相连接;上模具底座4312与上模具头432相连接。
如图8、图9、图10所示,下模具座441包括下模具气缸4411和下模具底座4412;下模具气缸4411固定在冲切折弯机架41上,并且下模具气缸4411输出端与下模具底座4412相连接;下模具底座4412与下模具头442相连接;上模具头432还包括弹片校准头4321;弹片校准头4321固定在上模具座431上,弹片校准头4321输出端为圆锥形状,并且弹片校准头4321输出端与弹片带定位孔相配合。上模具头432还包括废料切断刀4322;废料切断刀4322固定在上模具座431上,并且废料切断刀4322输出端与弹片带去除弹片部分相接触;废料切断刀4322为倾斜切断刀。
如图6所示,弹片搬移组件45包括搬移驱动元件451和搬移头452;搬移驱动元件451固定在工作台上,搬移驱动元件451输出端与搬移头452相连接;搬移头452输出端与弹片相接触,并且搬移头452在搬移驱动元件451带动下分别与下模具头442和治具输送装置弹片压装工位相衔接。
如图11所示,搬移头452包括搬移定位块4521和搬移吸取块4522;搬移定位块4521与弹片折弯部相配合,搬移吸取块4522与真空装置相连接,并且搬移吸取块4522输出端与弹片头相接触。
如图6所示,弹片冲切折弯机构4还包括废料收集通道46和废料收集箱47;废料收集通道46一端与废料切断刀4322输出端相衔接,废料收集通道46另一端与废料收集箱47输入端相衔接。
弹片冲切折弯机构4在工作过程中:1)弹片上料机构3将弹片带输送至冲切折弯工位;2)冲切气缸42动作带动冲切上模具43下移,上冲切部434与单个弹片的弹片头切断部位相接触并且与弹片头定位部444相配合,上折弯斜面435与弹片折弯部相接触并且与下折弯斜面445相配合;3)下模具气缸4411动作带动下模具头442移动至搬移工位,搬移驱动元件451带动搬移头452运动到搬移工位;4)搬移定位块4521对弹片进行定位,搬移吸取块452将弹片从下模具头442上吸取并且搬移至治具输送装置的定位治具中完成微动开关弹片冲切折弯过程。
弹片冲切折弯机构4解决了对微动开关弹片进行冲切和折弯时,先采用冲切装置将单个弹片从弹片带上冲切下料,而后采用折弯装置对单个弹片进行折弯完成弹片冲切折弯过程;而此种方式加工时,弹片的冲切过程和折弯过程是分开进行的,即需要冲切和折弯两个步骤,造成弹片加工步骤增加;同时,分开进行冲切折弯时,需要分别设置冲切装置和折弯装置两个装置,也增加了设备数量和设备占用空间的问题。通过设置冲切上模具43和冲切下模具44;弹片带输送至冲切折弯工位后,冲切气缸42动作带动冲切上模具43下移,上冲切部434与单个弹片的弹片头切断部位相接触并且与弹片头定位部444相配合,上折弯斜面435与弹片折弯部相接触并且与下折弯斜面445相配合;下模具气缸4411动作带动下模具头442移动至搬移工位,搬移驱动元件451带动搬移头452运动到搬移工位;搬移定位块4521对弹片进行定位,搬移吸取块452将弹片从下模具头442上吸取并且搬移至治具输送装置的定位治具中完成微动开关弹片冲切折弯过程。而上模具头432包括上冲切部434和上折弯斜面435,上冲切部434用于将单个弹片从弹片带上冲切下料,上折弯斜面435用于将弹片折弯部折弯设定角度;当上模具头432与下模具头442相配合时,上模具头432同时对弹片进行冲切下料和折弯,即弹片的冲切过程和折弯过程只需要上模具头432下移与下模具头442相配合一个步骤;与冲切装置和折弯装置分别对弹片进行冲切和折弯需要两个步骤相比减少了加工步骤,提高了加工效率;同时,此种冲切折弯过程只改变了冲切模具就能对弹片同时进行冲切和折弯;即只需要一个冲切装置就可以同时完成冲切和折弯,与分别用冲切装置和折弯装置两个装置进行加工相比也减少了设备的数量和设备占用空间。
- 一种微动开关弹片压装装置及方法
- 一种微动开关弹片的自动组装方法及实施该方法的装置