全自动立式双筒食用菌装袋机
文献发布时间:2023-06-19 10:08:35
技术领域
本发明涉及食用菌装袋机技术领域,尤其涉及全自动立式双筒食用菌装袋机。
背景技术
在食用菌平菇生产的过程中,传统菌菇培养基料在装袋工序中,采用的是单筒卧式打料装袋,需要人工套袋、倒浮料。窝口、插棒等工序效率,限制在600-700袋/小时左右;每台装袋机需要2-3人操作,效率的提高受到制约。为了提高菌棒的生产效率,我们提出一种全自动立式双筒食用菌装袋机。
发明内容
本发明的目的是为了解决现有技术中存在的缺点,而提出的全自动立式双筒食用菌装袋机。
为了实现上述目的,本发明采用了如下技术方案:
全自动立式双筒食用菌装袋机,包括机架、输送打料装置、制袋装置、装袋装置、窝口装置和传送带,所述输送打料装置安装在机架的上端,输送打料装置包括固定设置在机架上端的料仓、两个相互对应的第一电动机,所述料仓的下端设置有两个相互对应的第一绞龙,第一绞龙为水平设置,所述第一电动机的输出端与第一绞龙的输入端通过齿轮相啮合,所述第一绞龙的出料口与第二绞龙的进口端相连接,所述第二绞龙为竖直设置,所述输送打料装置还包括两个相互对应的第二电动机,所述第二电动机的输出端与第二绞龙的输入端通过皮带相连接,所述制袋装置安装在机架的前端,所述制袋装置设置有两组,每组包括制袋机、吸盘装置、撑袋装置以及套袋装置,所述制袋机包括牵引装置、热融装置和刀片,吸盘装置通过负压将制好的袋子吸开,撑袋装置用于将袋子完成撑开,套袋装置内设置有伺服电机,套袋装置用于将袋子套在第二绞龙的外侧,所述装袋装置设置有两组,每组包括第三电动机、链条、抱筒、第一滑轨以及安装在第一滑轨上的第一机械手,所述抱筒位于对应的第二绞龙的正下方,所述链条为竖直设置,第三电动机与链条相配合用于驱动抱筒进行上下运动,所述第一滑轨为水平设置,第一滑轨的一端位于第二绞龙的下方,第一滑轨的另一端位于窝口装置的下方,所述窝口装置设置有两组,每组窝口装置包括第一气缸,所述第一气缸为竖直设置,第一气缸的下端固定安装有第四电动机,所述第四电动机的输出轴安装有竖直状的第一顶杆,所述第一顶杆的下端安装有旋转窝口,所述窝口装置还包括第二滑轨以及设置在第二滑轨上的第二机械手,所述第二滑轨的一端位于旋转窝口的正下方,第二滑轨的另一端位于传送带的上方。
优选的,还包括插棒装置,插棒装置设置有两组,每组插棒装置包括第二气缸,第二气缸为竖直设置,第二气缸的下端连接有竖直状的第二顶杆,所述插棒装置位于窝口装置和传送带之间。
优选的,所述制袋装置还包括原料卷,包装薄膜盘绕在原料卷上,所述原料卷位于所述制袋机的下方。
优选的,所述制袋装置上的刀片用于将包装薄膜切断。
优选的,所述第一滑轨位于第二滑轨的下方。
优选的,所述套袋装置位于第二绞龙的两侧。
优选的,所述机架上还设置有抱筒相适配的第三滑轨,所述第三滑轨为竖直设置。
优选的,与第二绞龙相适配的壳体为圆柱形,第二绞龙的出料口位于壳体的最下端。
优选的,所述抱筒用于将第二绞龙上的袋子取下。
优选的,还包括PLC控制器和触摸屏。
本发明的有益效果是:
1、本设备在食用菌基料装袋生产中,能提高生产效率,减少人工用量,实现全自动高质量的食用菌装袋的菌棒制备,实现了食用菌工厂化自动化。
2、本装置为整机结构设计,结构紧凑,空间利用率高,整体美观大方;本装置采用立式双料管,双抱筒组合设计,能够在同一时间内生产两组菌棒,有效的提高生产效率;本装置设置有制袋套袋结构,且能够自动窝口和插棒,进一步的提高生产效率。
附图说明
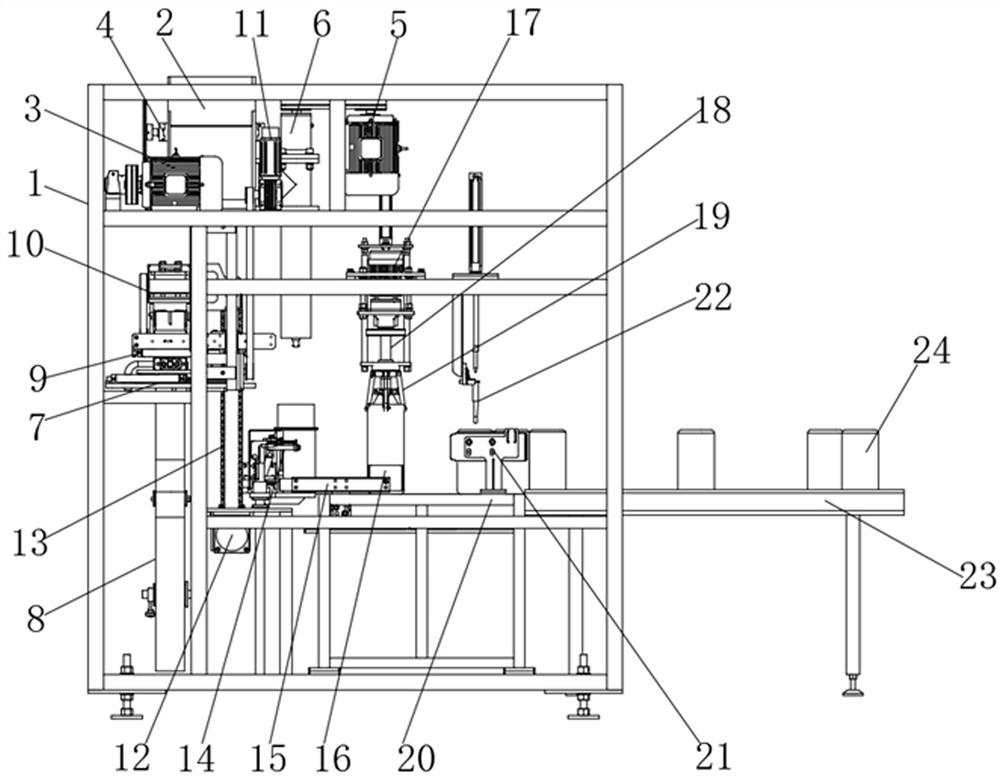
图1为本发明提出的全自动立式双筒食用菌装袋机的主视结构示意图;
图2为本发明提出的全自动立式双筒食用菌装袋机的立体结构示意图;
图3为本发明提出的全自动立式双筒食用菌装袋机的侧视结构示意图;
图4为本发明提出的全自动立式双筒食用菌装袋机的俯视结构示意图。
图中:1机架、2料仓、3第一电动机、4第一绞龙、5第二电动机、6第二绞龙、7制袋机、8原料卷、9吸盘装置、10撑袋装置、11套袋装置、12第三电动机、13链条、14抱筒、15第一滑轨、16第一机械手、17第四电动机、18第一顶杆、19旋转窝口、20第二滑轨、21第二机械手、22第二顶杆、23传送带、24菌棒。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-4,全自动立式双筒食用菌装袋机,包括机架1、输送打料装置、制袋装置、装袋装置、窝口装置和传送带23,所述输送打料装置安装在机架1的上端,输送打料装置包括固定设置在机架1上端的料仓2、两个相互对应的第一电动机3,所述料仓2的下端设置有两个相互对应的第一绞龙4,第一绞龙4为水平设置,所述第一电动机3的输出端与第一绞龙4的输入端通过齿轮相啮合,所述第一绞龙4的出料口与第二绞龙6的进口端相连接,所述第二绞龙6为竖直设置,所述输送打料装置还包括两个相互对应的第二电动机5,所述第二电动机5的输出端与第二绞龙6的输入端通过皮带相连接,所述制袋装置安装在机架1的前端,所述制袋装置设置有两组,每组包括制袋机7、吸盘装置9、撑袋装置10以及套袋装置11,所述制袋机7包括牵引装置、热融装置和刀片,吸盘装置9通过负压将制好的袋子吸开,撑袋装置10用于将袋子完成撑开,套袋装置11内设置有伺服电机,套袋装置11用于将袋子套在第二绞龙6的外侧,所述装袋装置设置有两组,每组包括第三电动机12、链条13、抱筒14、第一滑轨15以及安装在第一滑轨15上的第一机械手16,所述抱筒14位于对应的第二绞龙6的正下方,所述链条13为竖直设置,第三电动机12与链条13相配合用于驱动抱筒14进行上下运动,所述第一滑轨15为水平设置,第一滑轨15的一端位于第二绞龙6的下方,第一滑轨15的另一端位于窝口装置的下方,所述窝口装置设置有两组,每组窝口装置包括第一气缸,所述第一气缸为竖直设置,第一气缸的下端固定安装有第四电动机17,所述第四电动机17的输出轴安装有竖直状的第一顶杆18,所述第一顶杆18的下端安装有旋转窝口19,所述窝口装置还包括第二滑轨20以及设置在第二滑轨上的第二机械手21,所述第二滑轨20的一端位于旋转窝口19的正下方,第二滑轨20的另一端位于传送带23的上方。
进一步的,还包括插棒装置,插棒装置设置有两组,每组插棒装置包括第二气缸,第二气缸为竖直设置,第二气缸的下端连接有竖直状的第二顶杆22,所述插棒装置位于窝口装置和传送带23之间。
进一步的,制袋装置还包括原料卷8,包装薄膜盘绕在原料卷8上,所述原料卷8位于所述制袋机7的下方。
进一步的,制袋装置上的刀片用于将包装薄膜切断。
进一步的,第一滑轨15位于第二滑轨20的下方。
进一步的,套袋装置11位于第二绞龙6的两侧。
进一步的,机架1上还设置有抱筒14相适配的第三滑轨,所述第三滑轨为竖直设置。
与第二绞龙6相适配的壳体为圆柱形,第二绞龙6的出料口位于壳体的最下端。
进一步的,抱筒14用于将第二绞龙6上的袋子取下。
进一步的,还包括PLC控制器和触摸屏。
本实施例中,装置运行时,在PLC控制下,通过第一电动机3带动第一绞龙4,第二电动机5带动第二绞龙6,把物料从料仓2精确的定量送出,在PLC控制下,每次原料卷8输送一定的长度的包装薄膜,热融装置压下,融合袋子底,刀片横向切断袋子,吸盘装置9中的吸盘通过高压风机产生的负压,吸开制好的袋子,撑袋装置10的抓手插入袋口,撑牢固袋子,在伺服电机带动下,套进打料筒(第二绞龙6),完成套袋子的全过程,套袋装置11与第二绞龙6配套,分别在机器的左右布置;由PLC控制,伺服电机通过传动,驱动抱筒14在预定的轨道上面运动,第二绞龙6套好包装袋子,抱筒14运动到上位,第二绞龙6将基料按设定的数量,输送至包装袋内后,运动机构拖动抱筒14到卸袋子位置,联动机构打开抱筒14,第一机械手16抓取菌棒24,送至窝口装置,第一机械手16抓取抱筒14装好的基料的菌棒24送至窝口装置预定位置,夹板闭合抱紧菌棒24,汽缸带动第一顶杆18下伸到袋口中,同时旋转窝口19下探闭合,把薄膜袋子握紧在第一顶杆18,并在第四电动机17带动下旋转后,薄膜紧密贴合在第一顶杆18,并在第一顶杆18继续下伸的作用下,把薄膜窝紧并塞入菌棒24中心的预留孔中,完成窝口后,第一顶杆18上移,旋转窝口19松开上移,第二机械手21抓取菌棒24,移到插棒工位,完成整个窝口过程,菌棒被第二机械手21移动到插棒工位后,汽缸带动第二顶杆22,把插棒顶入窝口预留的中心孔,并压紧,完成插棒,插棒并输送到传送,23,输出菌棒24,完成菌棒24的制备。
整个工作过程:基料进入料仓2,料仓2有双输出第一绞龙4,通过第二绞龙6把基料装入袋子中,抱筒14参与装袋过程,保证袋子规格和没有破损,装好的菌棒24被抱筒送到预定位置,第一机械手16抓取菌棒24送至窝口机,完成窝口,再由第二机械手21传送到插棒工位进行插棒作业并送出,完成菌棒装袋过程,全程由PLC控制,参数可以在触摸屏调控,采用立式双绞龙打料提高效率,第二绞龙6可以单独控制,独立工作。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 全自动立式双筒食用菌装袋机
- 全自动卧式双筒食用菌装袋机