出库分拣设备及其控制方法
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及机电领域,尤其涉及一种出库分拣设备及其控制方法。
背景技术
目前,在流水线作业过程中,例如产品的分拣回收过程中,当产品被分拣处理好后,通常有两种处理方式,一种是直接将分拣处理好的产品直接进行打包运送至目的地,另一种方式是将分拣处理好的产品放入相应的散装的存储盒进行集中存储。当产品需要分配打包运输时,例如被订购时,再将分配好的产品打包处理后运送至目的地。然而,在现有的方式中,当产品需要分拣时,都是采用人工的方式将产品从库体上分拣出来,这无疑增加了人工成本,浪费了时间,降低了工作效率,不利于产品的统一分配。此外,由于散装的存储盒在数量足够多的情况下,需要占据的空间比较大,无疑进一步增加了分拣回收的成本。
因此,如何提供一种出库分拣设备及控制方法,可提升产品在自动出库分拣过程中的工作效率,降低人工成本。
发明内容
针对上述现有技术的缺点或不足,本发明要解决的技术问题是如何提供一种出库分拣设备及控制方法,可提升产品在自动出库分拣过程中的工作效率,降低人工成本。
为解决上述技术问题,本发明提供了一种出库分拣设备,包括:
N个库体,具有用于存储产品的存储空间,其中,所述N为大于1的自然数,且相邻的两个库体之间形成用于输送产品的巷道;
送料装置,设置于所述巷道内,具有一接料工位,用于从所述接料工位接收产品,并传送所述产品至外部;
抓取装置,设置于所述巷道内,用于抓取所述库体上的产品,并将所述产品移动至所述接料工位上;
与所述送料装置和所述抓取装置电连接的控制装置。
进一步作为优选地,所述送料装置包括:具有所述接料工位的接料单元、与所述接料单元相接的送料单元;当所述产品被所述抓取装置放置于所述接料单元上后,所述产品依次经过所述接料单元和送料单元后被输送至外部。
进一步作为优选地,所述送料装置还包括:用于支撑所述接料单元和送料单元的送料框架、设置在所述送料框架上的相对两侧且用于形成送料通道的限位导板。
进一步作为优选地,所述限位导板至少有一与所述送料装置的送料方向倾斜设置的引导面,且所述引导面位于所述接料单元和所述送料单元之间,以使得所述送料通道的宽度从接料单元朝向所述送料单元逐渐减小。
进一步作为优选地,所述接料单元和所述送料单元均包括:一个或两个以上用于独立传送产品且与所述控制装置电连接的输送单元;其中,所述送料单元包括:与所述接料单元相连的缓存区、与所述缓存区相连的送料区;并且,所述缓存区和所述送料区均分别至少由一个所述输送单元所构成;所述缓存区的长度大于所述送料区的长度。
进一步作为优选地,所述输送单元包括:可转动设置于送料框架上的主动辊和从动辊、套设在所述主动辊和从动辊上的传送带、设置于所述送料框架上并用于驱动所述主动辊转动的驱动电机;其中,所述驱动电机与所述控制装置电连接。
进一步作为优选地,还包括:沿所述送料装置的送料方向排列设置且与所述控制装置电连接的若干个监测传感器,用于感应所述产品,以监测所述产品的位置;其中,所述接料单元和所述送料单元所对应的区域均分别至少设有一所述监测传感器,用于在未监测到产品时,向所述控制装置发送驱动信号,以使得所述控制装置根据所述驱动信号驱动对应的输送单元运转。
进一步作为优选地,还包括:与所述控制装置电连接且设置于所述巷道内的输送装置,用于从所述巷道的一端接收产品,并传送所述产品至预设的抓取工位;其中,所述输送装置和所述送料装置分别位于所述巷道内的相对两端;并且,所述抓取装置还用于从所述抓取工位抓取所述产品,并将所述产品移动至所述库体上对应的存储空间。
进一步作为优选地,所述输送装置包括:其一端设置于所述巷道的进口侧并用于独立传输和缓存所述产品的缓存单元;与缓存单元相连并与所述抓取装置相配合的收料单元、用于支撑所述缓存单元和所述收料单元的支撑框架;其中,所述产品依次经过所述缓存单元并被传送至所述收料单元上的所述抓取工位。
进一步作为优选地,所述输送装置还包括:设置在所述收料单元上且与所述控制装置电连接的第一检测传感器、设置于所述支撑框架上并用于对所述缓存单元上的产品进行夹持的夹持装置;其中,当所述第一检测传感器检测到产品时,向所述控制装置发送夹持信号,以使得所述控制装置控制所述夹持装置夹持产品,而在未检测到产品时,向所述控制装置发送释放信号,以使得所述夹持装置释放所述产品。
进一步作为优选地,所述缓存单元包括:一个或两个以上用于接触并独立传送产品的输送单元;其中,所述缓存单元包括:用于从外部接收产品的接料区、与所述接料区和所述收料单元相连的缓存区;并且,所述缓存区和所述接料区均分别至少由一个所述输送单元所构成;所述缓存区的长度大于所述接料区的长度。
进一步作为优选地,所述输送装置还包括:设置于所述收料单元和所述缓存单元之间且可上下升降的挡板、与所述挡板相连并用于驱动所述挡板运动且与所述控制装置电连接的升降缸体;其中,所述升降缸体用于在所述控制装置接收到夹持信号后,驱动所述挡板上升至可隔开所述收料单元和所述缓存单元的遮挡位置,并在所述产品被所述抓取装置抓取后,驱动所述挡板下降至初始位置。
进一步作为优选地,所述接料区和所述收料单元均包括:至少一个所述输送单元;所述输送装置还包括:设置于所述支撑框架上,且位于输送单元相对两侧并构成一通道的限位板,以通过所述通道对所述产品进行限位。
进一步作为优选地,所述抓取装置包括:用于抓取和释放所述产品的抓手、与所述抓手相连并用于使所述抓手沿垂直于所述巷道的高度方向作升降运动的升降组件、设置于所述输送装置的一侧的基座、设置在所述基座上与升降组件相连并可带动所述升降组件沿所述输送装置的输送方向移动的滑轨组件;其中,所述升降组件、所述抓手和所述滑轨组件与所述控制装置电连接。
进一步作为优选地,所述抓手包括:可形成用于容纳所述产品的夹口的抓手本体、与所述升降组件相连并用于使得所述抓手本体沿垂直于所述送料装置的输送方向的方向作往复运动的移载组件、与所述移载组件和所述抓手本体相连并用于带动所述抓手本体形成所述夹口的夹动组件;其中,所述升降组件还用于在所述抓手本体到达预设的工位且形成所述夹口后,带动所述抓手作升降运动,以抓取和释放所述产品。
进一步作为优选地,至少有一个所述巷道中的抓手还包括:与所述移载组件和所述夹动组件相连并用于带动所述抓手作旋转运动的转动组件;其中,所述转动组件包括:用于与所述移载组件相连的悬挂支架、设置在悬挂支架上用于带动所述夹取组件转动且与所述控制装置电连接的驱动组件。
进一步作为优选地,所述驱动组件包括:滑动连接所述移载组件的上固定板、与所述夹动组件相连的下固定板、连接所述上固定板和所述下固定板且可形成安装空间的连接杆、设置于所述安装空间内且用于带动所述夹取组件转动的驱动部件、与所述移载组件相连并用于驱动所述驱动部件运转的转动电机;所述转动电机与所述控制装置电连接。
进一步作为优选地,所述抓手包括:与所述夹动组件相连且具有夹口的抓手本体;其中,所述抓手本体包括:对称设置且可沿所述输送方向相对滑动的第一抓取件和第二抓取件;设置于所述抓手本体上并用于感应所述产品的传感器;其中,所述传感器与所述控制装置电连接;当所述抓手本体移动至所述产品触发所述传感器的位置时,所述移载组件停止驱动所述抓手本体,并使得所述夹动组件驱动第一抓取件和/或第二抓取件滑动至预设的位置后,形成所述夹口。
进一步作为优选地,所述第一抓取件和第二抓取件均开设有用于承托所述产品的定位槽;所述第一抓取件和第二抓取件均包括:用于形成所述夹口的抓取部、与所述抓取部相连的限位部;其中,当第一抓取件和/或第二抓取件滑动至预设的位置后,所述第一抓取件的限位部和第二抓取件的限位部相抵持,且使得所述定位槽可在所述升降组件上升时,承托所述产品。
进一步作为优选地,所述抓手包括:以所述输送装置的输送方向为对称轴对称设置的第一抓手本体和第二抓手本体;其中,所述第一抓手本体用于沿正向移动至预设的位置时,抓取所述产品;第二抓手本体用于沿反向移动至预设的位置时,抓取所述产品。
进一步作为优选地,所述夹动组件包括:与所述移载组件相连的固定板、与所述固定板相连的导轨、滑动设置在所述导轨上且与所述固定板相连的第一滑块和第二滑块、与所述固定板相连且用于带动所述第一滑块和/或第二滑块移动的驱动件、设置于所述第一抓取件和第二抓取件之间的限位块;其中,所述第一滑块与所述第一抓取件相连;所述第二滑块与所述第二抓取件相连。
进一步作为优选地,所述移载组件包括:与所述升降组件相连的安装支架、与所述安装支架相连的轨道部件、滑动设置在所述轨道部件上的滑动块、与轨道部件相连并用于驱动滑动块沿轨道部件的轴向移动的驱动电机;所述移载组件还包括:至少两个设置于所述轨道部件上的感应器;其中,当滑动块移动至被第一感应器感应的位置时,所述抓手本体位于抓取或释放所述产品的第一工位,而当滑动块移动至被第二感应器感应的位置时,所述抓手本体位于或释放所述产品的第二工位。
进一步作为优选地,所述升降组件包括:设置于所述基座上的第一滑轨、滑动设置于所述第一滑轨上的第一滑轨座、与所述第一滑轨座垂直相连的第二滑轨、滑动设置于所述第二滑轨上的滑块组件、驱动所述滑块组件沿所述第二滑轨的轴向移动的滑块驱动装置、与所述滑块组件相连的所述抓取装置;所述滑轨组件包括:与所述控制装置电连接的滑轨电机、与所述滑轨电机相连且沿所述巷道的轴向设置的滑轨丝杆。其中,所述第一滑轨座滑动设置于滑轨丝杆上,并可从巷道的进口侧滑动至巷道的出口侧。
进一步作为优选地,所述升降组件包括:与所述第二滑轨相连的第二滑轨座、与外部固定相连且与所述第二滑轨座形成浮动的滑动连接的第三滑轨;其中,所述第一滑轨座和第二滑轨座分别设置于所述第二滑轨的相对两端;所述第二滑轨座包括:与所述第二滑轨相连且开设有用于通过所述第三滑轨的通道的框体件、设置在框体件上并与所述第三滑轨相抵持的弹性组件、设置在所述框体件上用于对所述第三滑轨限位的限位部件;其中,所述弹性组件和限位部件分别对所述第三滑轨的相对两侧进行限位。
进一步作为优选地,所述弹性组件包括:设置于所述框体件相对两侧的连接件、设置于所述连接件上方且可产生相对滑动的浮动板、设置于所述连接件和浮动板之间的压缩弹簧;其中,所述浮动板用于滑动支撑所述第三滑轨。
进一步作为优选地,所述弹性组件还包括:设置于所述浮动板上并用于滚动接触所述第三滑轨的滚轮、位于所述连接件下方的限位板、开设于所述连接件上的通道、设置于所述限位板上且贯穿所述通道的导向柱、套设于所述导向柱上的导向套、套设在所述导向套上的所述压缩弹簧、滑动于所述连接件上且与所述浮动板相连的导向轴。
进一步作为优选地,所述N为3~18;所述库体包括:货架、M个开设于所述货架上且呈矩阵排列的存储空间;其中,所述M为大于1的自然数。
进一步作为优选地,各库体的同一侧均设有一用于接收从所述送料装置输送的产品的输送线;其中,所述输送线包括:用于接收所述送料装置输送的产品的接收段、用于分拣所述产品的分拣段;所述出库分拣设备还包括:若干个设置于所述输送线上并用于分拣所述产品的导向装置。
进一步作为优选地,所述接收段和所述分拣段的首尾依次相接构成一环形输送段。
本申请还提供了一种出库分拣设备的控制方法,用于控制上述出库分拣设备,其包括以下步骤:
通过抓取装置抓取库体上待出库的产品;
通过抓取装置将抓取的产品移动至接料工位;
通过送料装置将接料工位上的产品依次从巷道内输送至外部。
与现有技术相比,本申请可提升产品在自动出库分拣过程中的工作效率,降低人工成本。
附图说明
通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本申请的其它特征、目的和优点将会变得更明显:
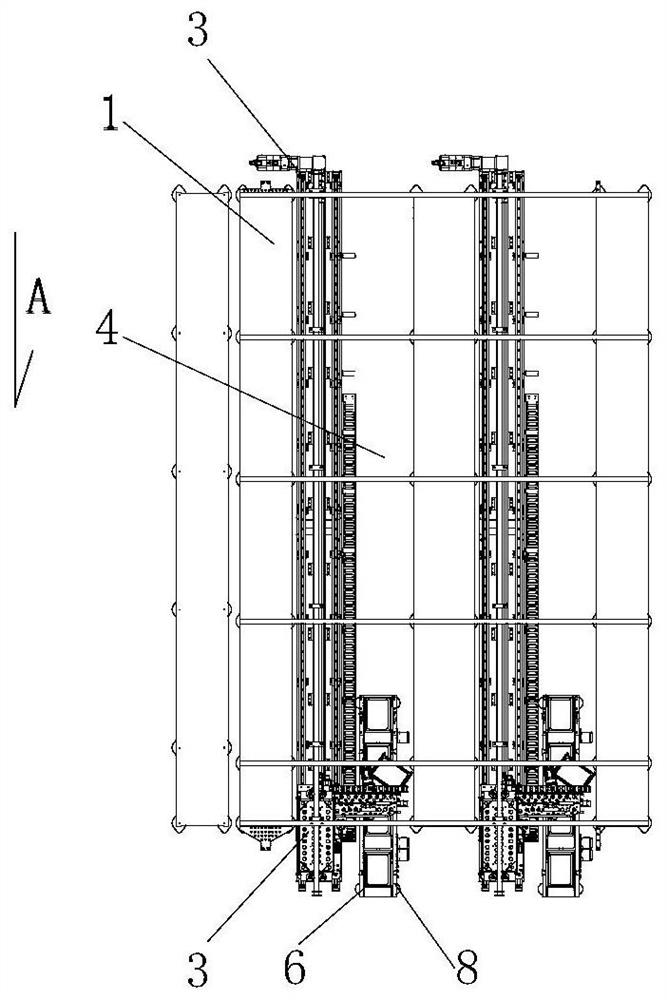
图1:本发明第一实施例中出库分拣设备的结构示意图;
图2:本发明第一实施例中送料装置的结构示意图;
图3:本发明第二实施例中抓取装置的结构示意图;
图4:图3中E所示的局部放大示意图;
图5:图3中F所示的局部放大示意图;
图6:图3中G所示的局部放大示意图;
图7:图3中H所示的局部放大示意图;
图8:图3中E1所示的局部放大示意图;
图9:本发明第一实施例中抓手的结构示意图;
图10:图9中F1所示的局部放大示意图;
图11:本发明第一实施例中抓手的爆炸结构示意图;
图12:本发明第一实施例中输送单元的结构示意图;
图13:本发明第一实施例中货架的结构示意图;
图14:本发明第一实施例中出库分拣设备的控制方法的具体流程图;
图15:图14中步骤S10的具体流程图;
图16:图14中步骤S20的具体流程图;
图17:本发明第二实施例中抓手的结构示意图;
图18:本发明第三实施例中出库分拣设备的结构示意图;
图19:本发明第三实施例中输送装置的具体结构示意图;
图20:图19中B所示的局部放大示意图;
图21:图19中D所示的局部放大示意图;
图22:图19中C所示的局部放大示意图;
图23:本发明第三实施例中输送单元的结构示意图;
图24:本发明第三实施例中出库分拣设备的控制方法的具体流程图;
图25:图23中步骤S7的具体流程图;
图26:图23中步骤S8的具体流程图;
图27:图23中步骤S9的具体流程图;
图28:本发明第四实施例中出库分拣设备的结构示意图;
图29:本发明第四实施例中中导向装置的侧视图;
图30:本发明第四实施例中导向装置的俯视图;
图31:本发明第四实施例中导向装置的立体图;
图32:本发明第四实施例中导向装置在导向时工作状态示意图;
图33:图32中K所示的局部放大示意图;
附图标记说明:
库体1、导向装置2、支架21、导向部件22、导向带222、导向组件23、电机安装板231、导向电机232、主动导向轮235、从动导向轮236、联结件25、升降构件26、升降气缸261、调节轴262、安装板本体2311、第一调节板2312、第二调节板2313、通孔2315、支柱体211、框体212、抓取装置 3、抓手31、抓手本体311、第一抓手本体311a、第二抓手本体311b、第一抓取件3111、第二抓取件3112、传感器313、定位槽3111a、定位槽3112a、抓取部3115、限位部3116、升降组件32、第一滑轨321、第一滑轨座322、第二滑轨323、滑块组件324、第二滑轨座325、第三滑轨326、框体件3251、弹性组件3252、连接件32521、浮动板32522、滚轮32523、压缩弹簧32524、侧板32525、限位板32526、导向柱32527、导向套32528、导向轴32529、限位部件3253、基座33、滑轨组件34、滑轨电机341、滑轨丝杆343、滑块驱动装置345、升降电机3451、转动组件35、悬挂支架351、转动部件352、驱动组件353、上固定板3531、下固定板3532、连接杆3533、驱动部件 3534、转动电机3535、移载组件36、安装支架361、轨道部件362、滑动块 363、驱动电机364、第一感应器365、第二感应器366、夹动组件37、固定板371、导轨372、第一滑块373、第二滑块374、驱动件375、巷道4、巷道41、巷道42、输送装置9、缓存单元92、接料区921、传送带911、驱动马达912、限位板913、引导板914、限位板923、夹持装置924、夹持件9241、收料单元93、限位板933、止动板934、推料缸体935、推料板 936、挡板94、升降缸体95、输送线7、接收段71、分拣段72、产品6、转向轮10、送料输送线7、送料装置8、接料单元81、送料单元82、缓存区821、送料区822、输送单元8211、传送带82112、从动辊82113、驱动马达82115、送料框架83、限位导板84、引导面841、监测传感器85。
具体实施方式
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
实施例一
如图1至图15所示,本发明的第一实施例提供了一种出库分拣设备,该出库分拣设备主要是由多个具有用于存储产品的存储空间的库体1、设置于巷道4内且具有一接料工位的送料装置8、设置于巷道4内的抓取装置3、与送料装置8和抓取装置3电连接的控制装置等构成。其中,相邻的两个库体 1之间形成用于输送产品的巷道4,抓取装置3用于抓取库体1上的产品,并将产品移动至接料工位上。其中,本实施例中的产品6可优选为手机、平板等电子产品,或承托有电子产品的托盘。其中,本实施例中库体1的个数仅以三个为例作说明,对于其具体的个数在此不作具体的限定和阐述。
通过上述内容可知:当某个产品6需要出库分拣时,通过抓取装置3和送料装置8的配合,即可将库体1上对应的产品抓取至送料装置8的接料工位上,并由送料装置8将产品从巷道4内输送至外部,因此,无须人工分拣,即可实现批量产品的自动化分拣,提高了产品在自动出库分拣过程中的工作效率,降低人工成本,尤其是产品在分类回收过程中的人工成本,并且提高了分拣效率和准确率。
具体地,如图2所示,本实施例中的送料装置8主要是由具有接料工位的接料单元81、与接料单元81相接的送料单元82等构成。当产品被抓取装置放置于接料单元81上后,产品依次经过接料单元81和送料单元82后被输送至外部。通过接料单元81可方便地接收产品,便于后续送料单元82将从库体1上取出的产品顺利从巷道4内排出至外部,实现库体1上产品的自动分拣出货。
进一步作为优选地,如图2所示,本实施例中的送料装置8可以由用于支撑接料单元81和送料单元82的送料框架83、设置在送料框架83上的相对两侧且用于形成送料通道的限位导板84等构成。通过限位导板84限位形成的送料通道可较好地对产品进行导向,使得产品在送料装置8上输送时不易产生姿态的改变,从而便于后续的分拣。
进一步作为优选地,如图2所示,限位导板84至少有一与送料装置8的送料方向倾斜设置的引导面841,且引导面841位于接料单元81和送料单元 82之间,以使得送料通道的宽度从接料单元81朝向送料单元82逐渐减小。通过该引导面841可对产品的姿态进行正确引导,即当产品被抓取装置3放置于接料单元81时即使出现姿态偏差,也可通过引导面841对移动过程中的产品姿态进行引导和校正,以便于后续的输送和有序放置。
具体地,为了满足实际中的设计和装配,如图2所示,本实施例中的接料单元81和送料单元82均包括:一个或两个以上用于独立传送产品的输送单元8211。其中,送料单元82包括:与接料单元81相连的缓存区821、与缓存区821相连的送料区822。并且,缓存区821和送料区822均分别至少由一个输送单元8211所构成;缓存区821的长度大于送料区822的长度。通过将送料单元82划分为缓存区821和送料区822两个可独立控制传送的区域,可以方便产品6在送料单元82上传送的过程中,根据巷道4外部输送线的配送需求,对产品6进行缓存和释放。
为了利于产品的平稳传输,如图2和图12所示,输送单元8211可以由可转动设置于送料框架83上的主动辊82111和从动辊82113、套设在主动辊 82111和从动辊82113上的传送带82112、设置于送料框架83上并用于驱动主动辊82111转动的驱动马达82115等构成。其中,驱动马达82115与控制装置电连接。显然,本实施例中的输送单元8211不限于传送带82112,也可以由若干个平行设置且用于与产品相接触的输送体等构成,在此不再作赘述。
另外,如图2所示,送料装置8还包括:若干个设置在限位导板84上且沿送料装置8的送料方向排列设置且与控制装置电连接的若干个监测传感器 85,用于感应产品,以监测产品的位置。其中,接料单元81和送料单元82 所对应的区域分别至少设有一监测传感器85,用于在未监测到产品时,向控制装置发送驱动信号,以使得控制装置根据驱动信号驱动对应的输送单元的运转,例如相邻的两个输送单元,监测传感器85在监测到产品6时,控制相邻的输送单元运转,而当监测传感器85在预设的时间内未检测产品6时,停止运转。
通过各监测传感器85的配合,对产品的数量以及在送料装置8上的位置进行实时监控,此外,通过监测传感器85在设定时间内对产品的监测,控制各单元是否运转,可避免出现拥堵的现象。
进一步作为优选地,如图3所示,本申请中的抓取装置3主要是由用于抓取产品6的抓手31、与抓手31相连并用于带动抓手31作沿巷道4的高度方向升降运动的升降组件32、设置于送料装置8的一侧的基座33、设置在基座33上与升降组件32相连并用于带动升降组件32沿送料装置8的输送方向作往复运动的滑轨组件34等构成。其中,升降组件32、抓手31和滑轨组件 34与控制装置电连接。
通过升降组件32和滑轨组件34的配合,使得抓手31可沿送料装置8的输送方向(如图1中所示的A方向)、沿巷道4的高度方向以及垂直于输送方向的方向作往复运动,从而可将抓取的产品6从库体1上的任意一位置抓取后,移动至送料装置8上的接料工位。
其中,滑轨组件34可优选由滑轨电机341、与滑轨电机341相连且沿巷道的轴向设置的滑轨丝杆343等构成。其中,第一滑轨座322滑动设置于滑轨丝杆34上,并可从巷道的进口侧滑动至巷道的出口侧。滑轨组件34还包括:与滑轨电机341和滑轨丝杆343相连的减速机等,以确保基座33带动抓手31沿送料装置8的输送方向平稳的滑动。
详细地,如图9至图11所示,抓手31主要是由抓手本体311、与升降组件32相连并用于使得抓手本体311沿垂直于送料装置8的输送方向的方向作往复运动的移载组件36、与移载组件36和抓手本体311相连并用于带动抓手本体311抓取和释放产品的夹动组件37等构成。其中,抓手本体311、移载组件36和夹动组件37均与控制装置电连接;升降组件32还用于在抓手本体311到达预设的工位(例如接料工位)后,带动抓手31作升降运动,以抓取和释放产品。
由此可知,当需要分拣产品时,根据产品6在库体1上所对应的位置,可通过升降组件32和滑轨组件34的配合,将抓手31移动至库体1上待分拣的产品6所对应的位置,然后通过移载组件36带动抓手本体沿垂直于输送方向的方向(如图1中所示的A方向),即垂直于巷道4的轴向朝向库体1所在一侧移动,使得抓手本体311移动至库体上对应的存储空间相匹配的存储空间所对应的坐标位置,然后,再通过移载组件36沿垂直于输送方向的方向(如图1中所示的A方向)移动,通过抓手本体311伸入存储空间内预设的位置后,通过夹取组件27的配合,以及升降组件32将抓手本体311升高至预设的位置后,即可抓取产品6,然后再通过升降组件32和滑轨组件34的配合,将抓手31移动至邻近接料单元81所在的预设位置,再通过移载组件 36带动抓手本体311沿垂直于输送方向的方向移动,朝向接料单元81所在一侧移动,直至产品移动至接料单元81的接料工位上,并借助夹取组件27 的配合,将产品释放至接料单元81上。因此,整个过程无须人工操作,因此通过升降组件32和滑轨组件34,以及移载组件36和夹动组件37的配合,可方便抓手31将库体1需要分拣的产品移动至送料装置8上,并通过送料装置8输送至外部,提高了分拣效率,充分利用了空间。
此外,通过该出库分拣设备可以将库体1设置的足够高,以提升库体1 上存储空间的容量,提高了空间利用率,缩小库体1在平面上所占据的空间。
如图9至图11所示,抓手本体311具有一夹口312。其中,抓手本体311 可以由对称设置且可沿输送方向相对滑动的第一抓取件3111和第二抓取件 3112、设置于抓手本体311上并用于感应产品6的传感器313等构成。其中,传感器313与控制装置电连接,当抓手本体311移动至产品6触发传感器313 的位置时,控制装置控制移载组件36停止驱动抓手本体311,并使得夹动组件37驱动第一抓取件3111和/或第二抓取件3112滑动至预设的位置后,形成夹口312。通过第一抓取件3111和第二抓取件3112之间的相对滑动,实现抓手本体311的夹口312的开合,便于通过升降组件32的升降配合,实现抓取和释放产品6。
另外,如图11所示,作为优选的方式,本实施例中的抓手31可以由以送料装置8的输送方向为对称轴对称设置的抓手本体311a和抓手本体311b 等构成。其中,抓手本体311a用于沿正向移动至第一预设的位置,以抓取或释放产品6;抓手本体311b用于沿反向移动至第二预设的位置时,以抓取或释放产品6。通过相对设置的两个抓手本体,使得抓手31可从正反两个方向抓取或释放产品6,从而可将产品6根据需求将放置于相对两侧的任意一库体1内的产品放置于送料装置8上,以简化抓手31的结构,充分利用空间,提高库体1的利用效率。
另外,如图9至图11所示,作为优选的方式,第一抓取件3111和第二抓取件3112均开设有用于承托产品的定位槽(如图11所示的定位槽3111a 和定位槽3112a);第一抓取件3111和第二抓取件3112均包括:用于形成夹口312的抓取部(如图11所示的抓取部31115和抓取部31125)、与抓取部相连的限位部(如图11所示的限位部31116和限位部31126);其中,当第一抓取件3111和/或第二抓取件3112滑动至预设的位置后,第一抓取件 3111的限位部31116和第二抓取件3112的限位部31126相抵持,且使得定位槽(如图11所示的定位槽3111a和定位槽3112a)可在升降组件32上升时,承托产品。
当第一抓取件3111的限位部31116和第二抓取件3112的限位部31126 相抵持后,夹动组件37停止驱动一抓取件3111和第二抓取件3112产生相对滑动。其中,夹动组件37可通过相应的外部或自身压力传感器或其他的感应部件,感应到第一抓取件3111的限位部31116和第二抓取件3112的限位部 31126相抵持,从而使得夹动组件37停止驱动一抓取件3111和第二抓取件 3112,在此,不再作具体的限定和说明。
例如当第一抓取件3111和第二抓取件3112在X方向上的相对滑动至预设的位置时,第一定位槽3111a和第二定位槽3112a分别位于产品的相对两侧的下方,当抓手31在驱动装置的作用下,沿垂直于X和Z所构成的平面上作升降运动时,即可托住产品6而实现对产品6的抓取,以避免因夹持产品而造成产品的损伤,或释放时产品6出现跳动而导致偏移的现象,不利于后续产品6的抓取。
此外,值得一提的是,第一抓取件3111和第二抓取件3112的抓取部可以具有与待抓取的产品的周向轮廓相匹配的承托件。并且,在实施例中,产品6优选为带有物品且呈矩形的托盘,因此,承托件可以优选为用于承托托盘的边缘的轨道条、与轨道条和限位部垂直相连的连接条等构成。其中,轨道条上开设有定位槽。需要说明的是,在本实施例中,承托件还可以根据实际应用中产品的具体形状设计为相适配的形状,例如弧形等。并且,本实施例中的传感器313优选设置于轨道条上位于定位槽(如图11所示的定位槽 3111a和定位槽3112a)下方的位置。
另外,值得一提的是,作为另一种优选的方式,如图9至图11所示,本实施例中的夹口312也可以根据实际需求通过夹动组件37驱动第一抓取件 3111和/或第二抓取件3112滑动至预设的位置后,直接夹持产品6的相对两侧而形成。因此,当抓手31通过升降组件32的升降运动运动至相应的位置后,再通过第一抓取件3111和第二抓取件3112之间的相对滑动,控制抓手本体311的夹口312的开合,即可实现对产品6的抓取和释放,在此不作具体的限定和赘述。
如图9、图10和图11所示,作为优选的方式,夹动组件37可以由与移载组件36相连的固定板371、与固定板371相连的导轨372、滑动设置在导轨372上的第一滑块373和第二滑块374、与固定板371相连且用于带动第一滑块373和/或第二滑块374移动的驱动件375、设置于第一夹取件3111和第二夹取件3112之间的限位块等构成。在此,需要说明的是,作为优选的方式,各抓取件311的限位部(限位部31116和限位部31126)具有相向突出形成的限位块。其中,本实施例中的导轨372优选为两条。
其中,第一滑块373与第一抓取件3111相连;第二滑块374与第二抓取件3112相连。驱动件375优选为夹爪气缸。通过限位部31116以及驱动部件 3534的配合,实现对第一抓取件3111和第二抓取件3112之间闭合距离的控制,即便于控制夹爪气缸的行程,从而精准控制夹口312的开合大小。也就是说,通过该抓手本体311在第一夹取件3111和第二夹取件3112在运动至相应的预设位置时,进而可通过第一抓取件3111的定位槽3111a和第二抓取件3112的定位槽3112a承托产品,以避免因夹持产品6而造成产品6的损伤,或释放时产品6出现跳动而导致偏移的现象,不利于后续产品6的抓取。
如图11所示,移载组件36可以由与升降组件32相连的安装支架361、与安装支架361相连的轨道部件362、滑动设置在轨道部件362上的滑动块 363、与轨道部件362相连并用于驱动滑动块363沿轨道部件362的轴向移动的驱动电机364等构成。其中,驱动电机364与控制装置电连接。
进一步作为优选地,本实施例中,移载组件36还包括:至少两个设置于轨道部件362上且与控制装置电连接的感应器,例如图11中所示的第一感应器365和第二感应器366等。
例如,当滑动块363移动至被第一感应器365感应的位置时,抓手本体 311位于用于抓取产品6的第一工位,以抓取库体1上的产品,而当滑动块 363移动至被第二感应器366感应的位置时,抓手本体位于用于释放产品6 的第二工位,本实施例中的第二工位优选为接料工位,以将产品释放于送料装置8的接料单元81上。通过滑动块363在轨道部件362上的滑动,可实现抓手31在垂直于输送方向的方向上,有较大的移动空间,便于将产品6从库体1上取出移动至送料装置8上进行传送。在此,需要说明的是,本实施例中的抓取装置3上设置的感应器数量不限于两个,可以为沿轨道部件362的轴向设置,其第一工位不限于一个,可以为两个,例如轨道部件的相对两端,分别对应位于送料装置8的两侧的库体1,以将抓手本体311送至对应可抓取存储空间内产品的位置。
另外,值得一提的是,本实施例中的抓取装置3也可以不设置感应器,仅通过控制驱动电机364的正向或反向运动,以及控制电机的转数即可使得抓手本体311到达第一工位或第二工位,在此不再作具体的限定和赘述。
如图3至图8所示,升降组件32主要是由设置于基座33上的第一滑轨 321、滑动设置于第一滑轨321上的第一滑轨座322、与第一滑轨座322垂直相连的第二滑轨323、滑动设置于第二滑轨323上且与抓手31相连的滑块组件324、驱动滑块组件324沿第二滑轨323的轴向移动且与控制装置电连接的滑块驱动装置345、与滑块组件324相连的抓手31等构成。
其中,滑块驱动装置345可以由与控制装置电连接的升降电机3451、设置在第二滑轨323上用于带动滑块组件324滑动的丝杆组件(图中未标示)等构成。通过滑轨组件34在第二滑轨323上的滑动,可带动抓取装置3沿第二滑轨323的轴向滑动,以及第二滑轨323跟随第一滑轨座322在第一滑轨 321上的滑动,使得抓取装置3在巷道4的垂直空间内滑动至任意一位置,便于抓取和释放产品6,方便产品6的自动化存储。显然,在本实施例中,滑块驱动装置345也可以采用传送带组件等代替丝杆组件,通过控制升降电机3451的运转来控制丝杆组件或传送带组件驱动滑块组件324沿第二滑轨 323的轴向作往复移动。
具体地,如图3至图6所示,升降组件32还包括:与第二滑轨323相连的第二滑轨座325、与外部固定相连且与第二滑轨座325形成浮动的滑动连接的第三滑轨326等构成。其中,第一滑轨座322和第二滑轨座325分别设置于第二滑轨323的相对两端。由于第三滑轨326和第二滑轨座325之间是滑动连接的,使得第一滑轨321和第二滑轨323空间上构成了两条相互平行的轨道,从而使得第二滑轨323带动抓取装置3沿平行于第一滑轨321和的第二滑轨323轴向往复运动时,可以平稳运行,避免出现晃动的现象产生。
综上可知:通过升降组件32、移载组件36以及夹动组件37之间的相互配合,可实现抓手本体311在三维空间内的任意一空间的移动,从而便于将产品6从库体1上的任意一存储空间下架至送料装置8上。
详细地,如图4所示,第二滑轨座325可以由与第二滑轨323相连且开设有用于通过第三滑轨326的通道的框体件3251、设置在框体件3251上并与第三滑轨326相抵持的弹性组件3252、设置在框体件3251上用于对第三滑轨326限位的限位部件3253等构成。其中,弹性组件3252和限位部件3253 分别对第三滑轨326的相对两侧进行限位,以使得第三滑轨326和第二滑轨座325之间可形成浮动的滑动配合连接,确保第二滑轨323沿平行于第一滑轨321的方向带动抓取装置3的顺利滑动,且使得第二滑轨座325可沿第二滑轨323的轴向上下浮动,从而避免第二滑轨323出现弯曲变形,以起到延长使用寿命,减震的作用,从而确保抓取装置的位置不易产生偏移,以保证抓取和释放的精度。
此外,值得一提的是,如图8所示,本实施例中的限位部件3253可以优选为限位轮,以降低装配和实际使用过程中产生的磨损。显然,本实施例中的限位部件3253也可以为其他类型的部件,例如设置于第三滑轨326上方且与其滚动接触的滚动轮、限位块等构成,在此不再作赘述。
如图3至图8所示,为了满足实际应用中的设计需求,作为优选的方式,弹性组件3252可以由设置于框体件3251相对两侧的连接件32521、设置于连接件32521上方且可产生相对滑动的浮动板32522、设置于连接件32521 和浮动板32522之间的压缩弹簧32524等构成。
通过设置于浮动板32522滑动支撑第三滑轨326的同时,使得框体件3251 和第三滑轨326之间可形成上下浮动的滑动连接,且使得框体件3251沿第三滑轨326的轴向顺利滑动,减少对第三滑轨326的摩损以及摩擦阻力,从而确保第二滑轨323的上下两端能同步运动。其中,浮动板32522具有与压缩弹簧32524相抵持的浮动板本体、设置于浮动板本体上且用于安装和固定滚轮32523相对两侧的侧板32525,在此就不再作赘述。
另外,进一步优选地,弹性组件3252还包括:设置于浮动板32522上并用于滚动接触第三滑轨326的滚轮32523。通过设置于浮动板32522上的滚轮32523滚动接触第三滑轨326的同时,使得框体件3251和第三滑轨326之间可形成上下浮动的滑动连接,可最大限度地减少对第三滑轨326的摩损以及摩擦阻力,确保框体件3251沿第三滑轨326的轴向顺利滑动。显然,需要说明的是,本实施例中的弹性组件3252也可不采用滚轮32523,而采用浮动板32522直接承托第三滑轨326的方式,实现浮动连接,在此不再作赘述。
另外,优选地,如图8所示,弹性组件3252还包括:位于连接件32521 下方的限位板32526、开设于连接件32521上的通道、设置于限位板32526 上且贯穿通道的导向柱32527、套设于导向柱32527上的导向套32528、套设在导向套32528上的压缩弹簧32524、滑动于连接件32521上且与浮动板 32522相连的导向轴32529。从而实现了浮动板32522在连接件32521上的浮动连接。
另外,在本实施例中,如图13所示,库体1可以由货架11、多个开设于货架11上且呈矩阵排列的存储空间12等构成。以方便抓取装置3根据各存储空间12所对应的坐标系的空间位置,将产品6从对应的存储空间12中抓取出来,并释放至送料装置8上。
另外,值得一提的是,为了方便抓取装置抓取和释放产品,各存储空间 12优选为截面形状矩形的腔体,各腔体的底部至少有一部分区域为承托产品的平面区,且各平面区相互平行。送料装置的输送方向平行于平面区。
另外,需要说明的是,作为优选的方式,本实施例中的控制装置101 可以为一个或多个与各送料装置8、抓取装置3通讯连接的PCL (Programmable Logic Controller,可编程逻辑控制器)控制器,与PCL控制器通讯连接的控制主机,例如工控机等。并且,控制装置101还包括:也根据实际需求设计于输送装置和抓取装置内与PCL(Programmable LogicController,可编程逻辑控制器)控制器通讯连接的子PCL (Programmable LogicController,可编程逻辑控制器)控制器。
为了更好的说明本实施中入库分拣设备的工作流程,如图14所示,本实施例还提供了一种入库分拣设备的控制方法,其包括以下步骤:
S10:通过抓取装置3抓取库体1上待出库的产品;
S20:通过抓取装置3将抓取的产品移动至接料工位;
S30:通过送料装置8将接料工位上的产品依次从巷道4内输送至外部。
通过上述步骤S10~S30可知:通过抓取装置3和送料装置8的配合,可将产品依次从库体1上分拣至相应的送料装置8上,以实现自动化的出库处理。
并且,如图15所示,在步骤S10中还包括以下步骤:
步骤S101:获取待出库的产品所匹配的产品信息;
步骤S102:根据产品信息匹配与库体1上的相匹配的存储空间;
步骤S103:根据存储空间,确定相匹配的坐标位置;
步骤S104:抓取装置3根据坐标位置,移动抓手31至坐标位置所处的位置;
步骤S105:抓手31通过移载组件36移动抓手本体311,直至传感器313 感应到产品6后停止移动;
步骤S106:抓手本体311通过第一抓取件3111和第二抓取件3112的相互滑动,直至形成夹口312后,抓取位于抓取工位上的产品6,并将坐标位置与产品信息进行解绑。
通过上述步骤S101~S106可知:根据待出库产品的产品信息,确定对应的坐标位置,便于抓取装置3精准地将抓手移动至与库体1上待出库的产品相匹配的位置,以抓取产品,并使得库体上原先存储该产品的存储空间位于空置状态,便于后续的产品可陆续被抓取装置移动至空置的存储空间内,以提高库体1的利用率。
另外,如图16所示,在步骤S2中还包括以下步骤:
步骤S201:抓取装置3根据接料工位所对应的坐标位置,移动抓手31 至接料工位所在的一侧;
步骤S202:抓手31通过移载组件36移动抓手本体311,直至到达接料工位后,释放产品至接料工位上。
通过上述步骤S201~S202可知:当抓取装置3从库体1上精准地抓取产品后,根据接料工位所对应的坐标位置,即可将产品移动至接料工位,从而可将产品依次从库体1上分拣至相应的送料装置8的接料工位,以便于后续通过送料装置8将产品6从巷道4内输送至外部上,以实现自动化的出库处理。
实施例二
本实施例是上述实施例一的进一步改进,其改进之处在于,在本实施例中,如图17所示,巷道4中至少有一个抓手31还包括:与移载组件36和夹动组件37相连并用于带动抓手本体311作旋转运动的转动组件35。
其中,转动组件35可以由用于与移载组件36相连的悬挂支架351、可转动设置在悬挂支架351上且与夹取组件37相连的转动部件352、设置在悬挂支架351上用于带动夹取组件37转动的驱动组件353等构成。
由此可知,抓取装置3可通过转动组件35实现对抓手本体311的自由转动,改变抓手本体311的抓取方向和释放方向,以便于位于巷道4两侧的库体1上的产品均可被抓手31抓取,并移动至送料装置8上进行传送,进而使得送料装置8相对两侧的库体1均可被充分的利用,方便了产品6的获取,提升了利用效率,节省了空间。在此,需要说明的是,本实施例中的抓手31 仅需采用一个抓手本体(参考图17中的抓手本体311)即可。此外,需要说明的是,本实施例中的抓手本体311与上述实施例中的抓手本体311a结构相同,可根据实际需求采用相同大小的规格,也可采用不同大小的规格。作为优选的方式,本实施例中的抓手本体311与上述实施例中的抓手本体311a的规格不同,例如定位槽的长度不同,以及夹口大小不同,以便适配不同规格的产品,例如平板电脑等,而上述实施例中的抓手本体311a用于抓取手机等产品。
举例来说,本实施例中的不同库体上的产品可以通过不同巷道内的抓取装置3抓取,并通过送料装置8输送至外部。
具体地,如图17所示,该悬挂支架351包括:滑动连接移载组件36的上固定板3511、与夹动组件37相连的下固定板3512、连接上固定板3511和下固定板3512且可形成安装空间的连接杆3513等。其中,下固定板3512上开设由于用于连接夹取组件37的通孔;安装空间用于安装转动部件352。
其中,如图17所示,转动部件35可以由:一端设置在下固定板3512上,且侧向与驱动组件353相连的转向机构3521、与转向机构3521转动连接且从通孔中伸出以与夹取组件37相连的转盘组件3522等构成。通过该转向机构3521和转盘组件3522的相互配合,将驱动组件353的驱动力由水平方向的动力转化为垂直方向的动力,以使得抓手31可沿平面进行360的转动,从而方便抓取库体1上的产品,并将产品释放至送料装置8上。
此外,驱动组件353可以由与上固定板3511相连的挂架3531、与挂架 3531相连的转动电机3532、与转动电机3532和转向机构3521相连的减速机(图中未显示)等构成。从而使得驱动组件353可在跟随滑动块363移动时,可以随时驱动抓手31作旋转运动,且可以实现实时的转动和静止。
另外,值得一提的是,作为优选的方式,本实施例中的转向机构可采用现有技术中的部件,例如联轴器等,用于改变转动电机3535输出的动力方向此外,驱动组件353可以由与上固定板3511相连的挂架3531、与挂架3531 相连的转动电机3532、与转动电机3532和转向机构3521相连的减速机(图中未显示)等构成。从而使得驱动组件353可在跟随滑动块363移动时,可以随时驱动抓手本体311作旋转运动,且可以实现实时的转动和静止。
另外,值得一提的是,作为优选的方式,本实施例中的转向机构可采用现有技术中的部件,例如联轴器等,用于改变转动电机3535输出的动力方向。
实施例三
本实施例是上述实施例一的进一步改进,其改进之处在于,在本实施例中,如图18所示,该出库分拣设备还包括设置于巷道4内且与控制装置电连接的输送装置9。该输送装置9用于从巷道4的一端接收产品,并传送产品6 至预设的抓取工位。其中,输送装置9和送料装置8分别位于巷道4内的相对两端。并且,抓取装置3还用于从抓取工位抓取产品,并将产品6移动至库体1上对应的存储空间。
通过上述内容可知:由于本实施例中的出库分拣设备还可通过输送装置9 将产品6不断的从巷道4外部输送至巷道4内的抓取工位,例如通过与外部的流水线式的输送线相衔接,以接收相应的产品6,并将产品6输送至巷道4 内的抓取工位,从而便于抓取装置3将位于抓取工位上的产品6抓取,并将抓取的产品6移动至库体1上的存储空间,实现了自动化存储。当需要分拣产品时,可通过抓取装置3将需要分拣的产品6从库体上对应的位置抓取至送料装置8上,并输送至巷道外部,进而还实现了产品的自动化分拣,因此,本实施例通过输送装置9、送料装置8以及抓取装置3之间的相互配合,可实现产品的自动入库和出库,无须人工干预,提升了工作效率,降低了人工成本。
如图18至图23所示,具体地,本实施例中的输送装置9主要是用于独立传输和缓存产品的缓存单元92、用于接收并独立传输产品的收料单元93、用于支撑收料单元93和缓存单元92的支撑框架97等构成。
由上可知,通过该缓存单元92,可方便对多个产品6进行缓存,便于抓取装置3有足够的时间,抓取位于收料单元93上的产品6,并移动至库体1 上,同时不影响缓存单元92对后续产品6的接收,并且,当缓存单元92长时间上的产品6长期停留时,可停止对产品6的输送,以避免从巷道4外部接收产品6。因此,通过收料单元93和缓存单元92之间的配合以及独立控制,可满足实际生产中的自动化需求,避免产品6在输送装置9上堆积而出现堵塞的现象。
进一步优选地,本实施例中的输送装置9还包括:设置在收料单元93上且与控制装置电连接的第一检测传感器(图中未标示)、设置于支撑框架97 上并用于对缓存单元92上的产品进行夹持的夹持装置924等。其中,当第一检测传感器检测到产品时,向控制装置发送夹持信号,以使得控制装置控制夹持装置924夹持产品,而在未检测到产品时,向控制装置发送释放信号,以使得夹持装置释放产品。
由于本实施例中的输送装置9可通过缓存单元92从外部,例如流水式输送线上获取产品,并且当缓存单元92将产品传送至收料单元93上时,若产品被第一检测传感器检测后,控制装置根据第一检测传感器发送的夹持信号,控制夹持装置924对产品进行夹持,以使得后续传送至缓存单元92上的产品在夹持装置924的阻挡下有序堆积,直至收料单元92上产品被抓取装置3有序抓取后,控制装置根据第一检测传感器发送的释放信号,控制夹持装置924 对产品进行释放,从而实现产品的有序释放,便于后续的分拣,整个过程无须人工干预,因此,本实施例中的出库分拣设备可在方便接收产品的同时,还能实现对巷道内的产品进行有序缓存和分拣,以提高分拣效率,降低人工成本。
具体地,如图21所示,本实施例中的夹持装置924主要是相对两个设置于支撑框架97上且与控制装置电连接的夹持电机(图中未标示)、与夹持电机相连且可伸缩的夹持件9241等构成。其中,夹持件9241的伸缩方向垂直于缓存单元92的输送方向。通过夹持件9241对产品的夹持,可较好的保证在夹持产品并对后续产品进行阻挡的同时,不影响缓存单元92对后续的产品的接收,从而实现产品在缓存单元92上的有序堆积。
详细地,如图19和图23所示,缓存单元92可以由用于从外部接收产品的接料区921、与接料区921和收料单元相连的缓存区922等构成。并且,缓存区922和接料区921均分别至少由一个输送单元920所构成。通过缓存区922和接料区921的分开设置,使得缓存区922满载时,通过接料区921 停止向缓存区922传送产品,以避免后续产品产生挤压,且可对与接料区921 相接的外部输送线的运行不产生影响。
另外,如图23所示,为了便于实际应用中的操作,本实施例中的缓存单元92可以由一个或两个以上用于接触并独立传送产品的输送单元920等构成。并且,本实施例中的输送单元920与上述实施例中的输送单元8211结构大致相同,主要是由用于接触并输送产品的传送带(如图2中的传送带931或图4中的传送带911)、设置于支撑框架上用于带动传送带转动的主动输送辊916 和从动输送辊915、设置于支撑框架97上用于驱动主动输送辊转动的驱动电机(如图4中的驱动马达912)等构成。其中,驱动电机与控制装置电连接。显然,本实施例中的输送单元920不限于传送带,也可以为传送辊等,驱动电机可以为外置的电机,以带动主动输送辊转动,也可以为内置于主动输送辊内的电机等。
此外,如图20所示,进一步优选地,输送装置9还包括:设置于收料单元93和缓存单元92之间且可上下升降的挡板94、与挡板94相连并用于驱动挡板94运动且与控制装置电连接的升降缸体95。其中,升降缸体95用于在控制装置接收到夹持信号后,驱动挡板上升至可隔开收料单元93和缓存单元92的遮挡位置,并在产品被外部的抓取装置3取后,例如控制装置根据第一检测传感器发送的释放信号后,控制升降缸体95驱动挡板94下降至初始位置。当收料单元93上存在产品6时,例如第一检测传感器检测到产品6时,通过升降缸体95驱动挡板94上升至隔开收料单元93和缓存单元92的位置,确保缓存单元92仍在传送产品6或停止传送产品6的过程中,缓存单元92 上的产品6不会被传送至收料单元93上。
另外,接料区92和收料单元93均包括:至少一个上述输送单元920。在此,需要说明的是,本实施例中的接料区921、缓存单元92和收料单元93 均采用一个输送单元920构成,且各输送单元920的长度不同。
并且,进一步优选地,输送装置9还包括:设置于输送单元920相对两侧且形成通道(图中未标示)的限位板(参考图19至图22中的限位板923、限位板913和限位板933),以通过通道对产品进行限位。由此可知,通过相邻的两个限位板之间形成的通道对产品进行限位,可防止产品在输送装置9 上传送时因晃动而出现姿态不稳的现象,进一步确保产品在缓存时可以有序堆积(如图1所示的状态)。
另外,如图22所示,进一步优选地,输送装置9还包括:设置于接料区的一侧,与支撑框架97相连的引导板914,其中,引导板914用于与限位板(参考图2中的限位板913)相配合,使通道的宽度从接收产品的一端至输出产品的一端逐渐减小。以通过引导板914对产品的引导,使得产品从外部进入接料区921上后,可以以正确的姿态进入缓存单元,从而确保产品可有序堆积。
另外,如图20所示,输送装置9还包括:设置于缓存单元92的末端并用于对产品进行阻挡的止动板934、设置于支撑框架97上用于对产品进行夹持的推料装置等。其中,推料装置用于在控制装置接收到夹持信号后,将位于缓存单元92上的产品沿垂直于缓存单元92的传送的方向推动至预设的工位,例如待外部设备抓取的抓取工位。通过止动板934与收料单元93的配合,使得产品6被收料单元93传送至抓取工位后停止,同时通过推料装置将产品6 推动至预设的抓取工位,实现对产品6的精准定位,便于后续抓取装置的抓取。其中,推料装置可优选为推料缸体935、与推料缸体935的推杆相连的推料板936等构成,以通过推料板936将产品6推动至预设的抓取工位。
另外,如图20所示,推料装置可优选为设置于支撑框架97上的推料缸体935、与推料缸体935相连并用于推动产品的推料板936。其中,推料板 936的推送方向垂直于收料单元93的传送方向。
另外,进一步优选地,如图19所示,输送装置9还包括:设置于支撑框架97上,且位于接料区92的末端所对应的区域的第二检测传感器902;其中,第二检测传感器902与控制装置电连接,用于检测到产品后,向控制装置发送检测信号,以及在预设的时间内持续检测到产品时,向控制装置发送停止信号,以使得接料区93停止传送产品。以通过第二检测传感器902判断接料区92上是否存在产品堵塞的现象,从而使得控制装置可根据第二检测传感器902发送的停止信号控制缓存单元92停止传送。
另外,如图19所示,进一步优选地,输送装置9还包括:设置于支撑框架97上,且邻近夹持装置924设置的第三检测传感器903;其中,第三检测传感器903,用于检测到产品后,向控制装置发送启动信号,以使得控制装置在接收到夹持信号后,根据启动信号控制夹持装置夹持产品。通过第三检测传感器903的检测,可避免产品产生空夹的现象,确保夹持装置924可有效夹持产品。
另外,如图19所示,进一步优选地,输送装置9还包括:设置于支撑框架97上,且位于缓存单元92的末端所对应的区域的第四检测传感器904;其中,第四检测传感器904与控制装置电连接,用于检测到产品后,向控制装置发送感应信号,以使得控制装置在接收到第一检测传感器发送的夹持信号后,根据感应信号控制挡板94上升至遮挡位置。通过第四检测传感器904,可确保挡板94不会出现顶起产品的现象,从而避免产品被挡板94顶出输送装置。
另外,如图19所示,输送装置9还包括:设置于支撑框架上,且位于接料区92的首端所对应的区域的第五检测传感器905,以及位于收料单元的首端所对应的区域的第六检测传感器906。其中,第五检测传感器905和第六检测传感器906均与控制装置电连接,用于在检测到产品后,向控制装置发送检测信号,以监控产品。控制装置可通过第五检测传感器905和第六检测传感器906在输送装置9的首尾两端发送的检测信号,获取产品所匹配的产品信息,并通过抓取装置3将产品移动至库体1上与产品信息相匹配的存储空间。举例来说,对进入巷道4内的产品进行编号,根据获取的检测信号对编号对应的序列进行处理,从而确定该产品的工序,例如接收到第五检测传感器905发送的检测信号,对与该检测信号相匹配的产品所对应的编号信息进行处理,判断该产品位于缓存工序,将接收到第六检测传感器906发送的检测信号,对与该检测信号相匹配的产品所对应的编号信息进行进一步处理,判断该产品位于抓取工序,并确定与产品信息相匹配的存储空间,然后通过抓取装置3将该产品抓取并移动至库体1上对应的存储空间内。
此外,如图19所示,还可根据该检测信号计算出缓存单元92上产品的实时数量,以及分别根据第五检测传感器905和第六检测传感器906发送的检测信号对产品所对应的数据进行交换,利于对输送装置的精准控制和数据传输。
为了更好的说明本实施中出库分拣设备的工作流程,如图24所示,本实施例还提供了一种出库分拣设备的控制方法,该控制方法是对上述实施例中的控制方法的进一步改进,其包括以下步骤:
S7:通过输送装置9将产品输送至抓取工位;
S8:通过抓取装置3抓取位于抓取工位上的产品;
S9:通过抓取装置3将产品移动至库体1上对应的存储空间。
S10:通过抓取装置3抓取库体1上待出库的产品;
S20:通过抓取装置3将抓取的产品移动至接料工位;
S30:通过送料装置8将接料工位上的产品依次从巷道4内输送至外部。
通过上述步骤S7~S30可知:本实施例中的出库分拣设备可通过输送装置 9和抓取装置3的配合,将产品分拣至库体1上的存储空间,当需要出库时,通过抓取装置3将需要出库的产品依次从库体1上分拣至相应的送料装置8 上,以实现自动化的入库和出库处理。
并且,如图25所示,在步骤S7中还包括以下步骤:
步骤S71:产品从巷道4的进口侧进入巷道后,被缓存单元92接收后,传送至收料单元93上的抓取工位;
步骤S72:当第一检测传感器检测到产品6后,夹持装置924对缓存单元 92上的产品进行夹持,且使得挡板94上升至遮挡位置。
通过上述步骤S71~S72可知:可根据第一检测传感器发送的释放信号,控制夹持装置924对产品进行释放,从而实现产品的有序释放,便于后续的分拣,整个过程无须人工干预,因此,本实施例中的出库分拣设备可在方便接收产品的同时,还能实现对巷道4内的产品6进行有序缓存和分拣,以提高分拣效率,降低人工成本。
并且,如图26所示,在步骤S8中还包括以下步骤:
步骤S81:根据抓取工位所匹配的空间坐标,控制装置控制抓取装置3 的升降组件32,将抓手31移动至抓取工位所对应的位置;
步骤S82:抓取装置3通过移载组件36移动抓手本体311,直至传感器 313感应到产品6后停止移动;
步骤S83:抓手本体311通过第一抓取件3111和第二抓取件3112的相互滑动,直至形成夹口312后,抓取位于抓取工位上的产品6;
步骤S84:当第一检测传感器未检测到产品6后,夹持装置924释放产品,同时使得挡板94下降至初始位置,以使得下一个产品到达抓取工位。
通过上述步骤S81~S84可知:通过上述第一抓取件3111和第二抓取件 3112、传感器313、移载组件36和升降组件32以及夹持装置924等部件的配合,可精准实现对产品的有序抓取和释放。
并且,如图27所示,在步骤S9中还包括以下步骤:
步骤S91:获取抓取装置3抓取的产品6所对应的产品信息;
步骤S92:根据产品信息及预设的分配方法匹配库体1上用于存储产品的存储空间;
步骤S93:根据存储空间,确定相匹配的坐标位置;
步骤S94:抓取装置3根据坐标位置移动产品至存储空间内,且释放产品后,将坐标位置与产品信息相绑定。
通过上述步骤S91~S94的组合,出库分拣设备可以根据抓取的产品6的产品信息及预设的分配方法,确定产品6在库体1上的存储空间,便于抓取装置3根据存储空间所匹配的坐标位置,将产品精准分拣至库体1进行上架处理,并且,通过绑定产品信息与对应的存储空间的坐标位置,有利于后续分拣时,例如产品通过抓取装置3在库体1上下架时,根据产品信息,确定产品在库体1上的存储位置,从而利于后续产品的下架处理,以及较好地确定库体1上空置的存储空间,便于后续产品6的上架处理。
实施例四
本实施例四还提供了一种出库分拣设备,其是对上述任一实施例的进一步改进,其改进之处在于,如图28至图33所示,各库体1的同一侧均设有一用于接收从送料装置8输送的产品6的输送线7。其中,输送线7包括:用于接收所述送料装置输送的产品的接收段71、用于分拣所述产品的分拣段 72等。若干个设置于分拣段72上并用于将产品6从输送线7上导向外部的导向装置2、设置在输送线7上且与控制装置电连接的读取器(图中未标示)。其中,导向装置2与控制装置电连接;产品6在输送线上先经过读取器的读取区域后,再依次经过各导向装置2所对应的分拣区域;各导向装置2的数量和位置与巷道4一一对应。
由上可知:通过输送线7可对巷道4内被送料装置8送出的产品6进行汇总,并借助分拣段上的导向装置2将产品分拣至相应的区域,例如打包区域通过相应的设备进行打包出库处理。
此外,值得一提的是,本实施例中库体1的个数仅以18个为例作说明,并且,巷道4至少两个为用于分拣平板电脑等产品的第一巷道41,其余为用于分拣手机等产品的第二巷道42,以利于产品6的分类回收。在此不再作具体的限定和阐述。
如图32所示,出库分拣设备还包括:设置于输送线7上且与导向装置 2相配合的转向轮10,并且,转向轮10与导向部件22之间形成用于产品通过的通道,当产品的一侧在与导向部件22接触后,沿着导向部件22的导向面移动,并在另一侧接触转向轮10后转向(参考图32所示的A方向)至对应的分拣区域。因此,通过转向轮10和导向部件22的配合,可进一步对产品进行稳定的导向,控制产品在较短距离内的转向角度,例如实现 90度的短距垂直转向等,缩短了转向周期,以满足快速分拣至巷道内的需求,防止产品因偏离路线而无法被分拣至对应的巷道内。
进一步作为优选地,如图29至图31所示,本实施例中的导向装置2主要是由设置于输送线7上方的导向部件22、与导向部件22相连并用于带动导向部件22作升降运动的导向组件23等构成。其中,导向部件22用于在运动至预设位置时,与输送线7上输送的产品6接触,并改变产品6的移动方向;并且,导向部件22具有一导向接触部,且导向接触部与输送线7的输送方向呈夹角设置。例如:当产品在输送线7上传送至分拣段时,若产品需要分拣,则可通过控制装置控制对应的导向装置2的导向部件22作周向转动,当产品5与导向部件22接触时,可主动提供动力,使得产品沿与导向部件22相接触的接触面的转动方向进行移动,从而改变原有的传送方向,抵消产品在原有方向上的冲击,同时,通过导向部件22对产品施加一导向力,进而使得产品在脱离导向部件22的接触后,在导向后的传送路径上,借助自身的动力,快速移动一段距离后分拣至相应的区域,例如打包区域,从而可稳定的对产品进行导向,便于后续的接收,缩短了转向周期。
由于各导向装置2具有一作升降运动的导向部件22,因此当产品无需分拣时,可依次通过导向装置2,当需要分拣时,可通过控制对应的导向装置2,将导向部件22下降至预设的位置,对产品进行导向,以将该产品分拣至对应的分拣区域内,因此可以降低其占用空间,适用于输送线7到外部的分拣,且不影响其他无需分拣的产品的通行,可提高分拣效率。
另外,作为优选的方式,本实施例中的导向部件22可以为与导向组件 23相连并可作周向转动的导向带222。并且,导向组件23可以由与支架21 相连的电机安装板231、设置在电机安装板231上的导向电机232、设置在电机安装板231上与导向电机232的输出轴相连的主动导向轮235、设置在电机安装板231上的从动导向轮236等构成。其中,导向带222卷绕在主动导向轮235和从动导向轮236上,并跟随主动导向轮235进行转动。
由上可知,通过主动导向轮235和从动导向轮236的配合,可使得导向带222以周向转动的方式与产品接触时,能够承受产品的冲击,起到缓冲的作用,同时借助导向带222的接触面逐渐柔性接触产品的表面,并通过摩擦的方式,对产品施加作用力,在最低限度地降低产品损伤的情况下,能够大幅度改变产品的转向,例如90度的弯道转向,保证产品6从输送线7平稳分拣至外部内。
如图31所示,为了方便实际应用中的设计和安装需求,本实施例中的导向组件23还优选包括与支架21相连的联结件25、与联结件25和电机安装板231相连的升降构件26等。其中,电机安装板231可在升降构件26的作用下,沿垂直于导向部件22的转动平面的方向作升降运动。通过该升降构件 26驱动导向部件22的上下运动,以控制是否对产品进行分拣,例如当产品需要分拣时,通过控制装置控制升降构件26将导向部件22下降至预设的导向位置,以待与产品接触,否则上升至初始位置,便于产品沿原有的传送方向通过导向部件22的下方。
详细地,为了方便实际应用中的装配,如图31所示,电机安装板231包括:安装板本体2311、设置在安装板本体2311相对两侧的第一调节板2312 和第二调节板2313;其中,第一调节板2312用于安装主动导向轮235;第二调节板2313用于安装从动导向轮236。
进一步作为优选地,如图31所示,电机安装板231沿其轴向开设有用于滑动插入第一调节板2312和第二调节板2313的滑槽;并且,滑槽的相对两侧均开设有多个通孔2315,用于分别与第一调节板2312和第二调节板2313 上的锁紧件锁紧连接。通过该结构,可在安装过程中,方便调节第一调节板 2312和第二调节板2313的安装距离,从而便于安装不同长度的导向带222。
进一步作为优选地,如图31所示,电机安装板231沿其轴向开设有用于滑动插入第一调节板2312和第二调节板2313的滑槽;并且,滑槽的相对两侧均开设有多个通孔2315,用于分别与第一调节板2312和第二调节板2313 上的锁紧件锁紧连接。通过该结构,可在安装过程中,方便调节第一调节板 2312和第二调节板2313的安装距离,从而便于安装不同长度的导向带222。
如图31所示,如为了方便导向部件22对需要分拣的产品的导向分拣,同时不影响后续不需要分拣的产品的正常传送,支架21可以由若干个可设置于分拣段15上的支柱体211、与各支柱体211相连并用于悬挂设置导向组件 23的支架框体212等构成。其中,支架框体212具有一用于悬挂导向部件22 且构成通道的转向空间;其中,通道包括相互连通的进口、出口和转向口。
以上实施例仅用以说明本发明的技术方案而非限定,仅仅参照较佳实施例对本发明进行了详细说明。本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或等同替换,而不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围。
- 出库分拣设备及其控制方法
- 一种柔性产品出库用的夹持力自适应分拣装袋设备