一种节能高效的金属线材热轧生产线及其生产工艺
文献发布时间:2023-06-19 10:14:56
技术领域
本发明属于金属线材加工装置技术领域,特别涉及一种节能高效的金属线材热轧生产线及其生产工艺。
背景技术
现有的金属线材的减径工艺流程一般是:金属线材经过多道模拉或者轧制加工之后,减径形成成品或半成品。
轧制是与拉拔不同的工艺。轧制过程中,金属坯料通过一对旋转轧辊的孔隙,金属线材因受轧辊的压缩而截面减小、长度增加。轧制有利于提高金属线材的力学性能。
因此,有必要提供一种节能高效的金属线材热轧生产线,采用轧制工序,对金属线材进行减径。
发明内容
鉴于上述现有技术的不足之处,本发明的目的在于提供一种节能高效的金属线材热轧生产线。
为了达到上述目的,本发明采取了以下的技术方案。
一种节能高效的金属线材热轧生产线,包括沿金属线材前进方向设置的拉丝机、高频加热器、轧机、第一水冷装置、保温箱、牵引收线装置。
所述拉丝机的前方设置有沿金属线材前进方向设置的放线机、剥壳机、砂带机。
所述拉丝机和高频加热器之间布设有牵引机;所述高频加热器,内设有供金属线材穿过的电磁加热线圈。
所述轧机,包括永磁电机、主传动轴、轧箱;所述永磁电机,内设定子组件和转子组件;所述永磁电机内设有编码器;所述主传动轴一端固定连接永磁电机的输出端,另一端连接轧箱;所述轧箱的输出端设置有至少一对轧辊。
所述第一水冷装置和保温箱之间布设有第一张力装置。
所述保温箱和牵引收线装置之间布设有沿金属线材前进方向设置的第二张力装置、空冷箱、第二水冷装置、第三张力装置。
一种节能高效的金属线材热轧生产工艺,包括以下步骤:
步骤S1,放线机上的金属线材,依次经过剥壳机和砂带机;剥壳机对金属线材表面进行剥壳,去除金属线材表面的皮膜层;砂带机对金属线材表面进行磨削,完成金属线材表面的除锈处理;
步骤S2,金属线材,进过拉丝机进行减径工序;
步骤S3,金属线材,通过牵引机后进入高频加热器;
步骤S4,金属线材,经过轧机进行减径工序;
步骤S5,金属线材,经过第一水冷装置的水冷工序后,在保温箱中进行保温处理;
步骤S6,金属线材,经过空冷箱进行空冷之后,到达第二水冷装置进行水冷,然后再通过第二张力装置后于牵引收线装置进行收卷。
步骤S3中:高频加热器采用对金属线材的内部铁磁损耗发热使得金属线材内部温度上升至700℃~1200℃。
步骤S5中:保温箱中的温度控制在500℃~600℃;在本步骤中,金属线材等温转变为索氏体。
本发明,具有以下优点:
1.本生产线,采用砂带机,对线材进行持续打磨,抛光,以物理的砂带磨削方法代替以往化学的电解酸洗方法,减少了空气污染。
2.本生产线,采用高频加热器对线材进行加热,用以减少轧制的阻力,提升线材的力学性能,同时高频加热器加热速度快,加热均匀。
3.本生产线,采用永磁电机作为轧机的驱动源,省去了减速机构,使得传动的结构更紧凑,传动效率更高;简化驱动方式及结构,提高驱动效率,实现轧制装置的直驱。
4.本生产线,采用水冷装置,线材冷却速度快,且冷却均匀,同时,对环境污染小,效率高。
5.本生产线,采用拉丝机对金属线材进行初减径,然后采用高频加热器、轧机,先将线材加热到高温,然后通过轧机,实现二次减径。初减径和二次减径的方式,提升了生产效率,实现了金属线材的高速传递。
6.本生产线,金属线材在处于高温时,经过轧机进行减径,金属线材的的线材晶粒之间排列更均匀,材料密度更好。轧机的减径过程,相当于锻造原理,后序拉拔不易断线。
综上,本生产线具有速度快、效率高、绿色环保的优点。
附图说明
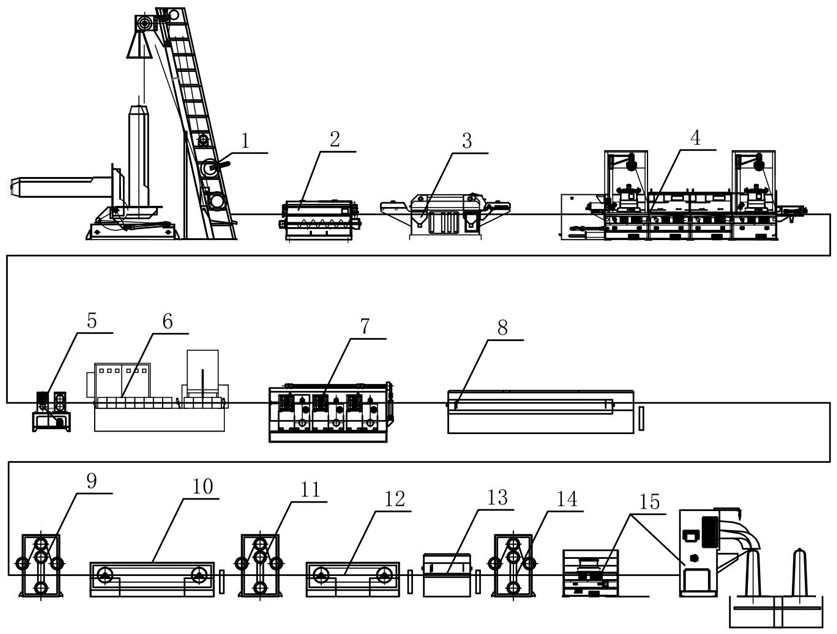
图1是本发明的结构示意图;
图2是本发明的结构示意图;
图3是成品的金相图;
图中:放线机1、剥壳机2、砂带机3、拉丝机4、牵引机5、高频加热器6、
轧机7、永磁电机7a、主传动轴7b、轧箱7c、编码器7d、联轴器7e、
第一水冷装置8、第一张力装置9、保温箱10、第二张力装置11、空冷箱12、第二水冷装置13、第三张力装置14、牵引收线装置15。
具体实施方式
下面结合附图,对本发明作进一步详细说明。
一种节能高效的金属线材热轧生产线,包括沿金属线材前进方向依次设置的放线机1、剥壳机2、砂带机3、拉丝机4、牵引机5、高频加热器6、轧机7、第一水冷装置8、第一张力装置9、保温箱10、第二张力装置11、空冷箱12、第二水冷装置13、第三张力装置14、牵引收线装置15。
剥壳机2、砂带机3均用于除去金属线材表面的杂物。先用剥壳机2进行初步除锈,然后用砂带机3进行二次除锈,以提升表面除锈的效果,并提高了生产效率。
在传统的线材加工生产中,盘条在进拉拔环节前,要进行预处理,一般的工艺为:机械剥壳—电解酸洗—表面涂硼—高温烘干;再进拉丝机进行拉拔。在生产过程中,由于用酸洗去除表面锈斑,酸洗造成对环境的污染。在现代社会对环境要求越来越高,使企业在环保方面压力越来越大,生产成本上升。
本生产线,采用砂带机3,对线材进行持续打磨,抛光,以物理的砂带磨削方法代替以往化学的电解酸洗方法,减少了空气污染。
在传统的线材加工生产中,线材经过多道拉拔(分为粗拉、精拉)加工之后,实现减径。
本生产线,采用拉丝机4对金属线材进行初减径,然后采用高频加热器6、轧机7,先将线材加热到高温到800℃以上,金属组织又还原到奥氏体,然后通过轧机,实现二次减径。初减径和二次减径的方式,提升了生产效率,实现了金属线材的高速传递。
牵引机5,为金属线材从拉丝机4送往高频加热器6提供动力。
所述高频加热器6,利用电流热效应原理生成热量,加热速度快,效率高。
所述高频加热器6,内设有供金属线材穿过的电磁加热线圈。
高频加热器6通电后,交流电经过整流滤波后得到直流电,再经过逆变电路把直流电转换成高频电流,经高频变压器输出到环状电磁加热线圈,并在电磁加热线圈的内部产生极性瞬间变化的强磁束。
当金属线材穿过电磁加热线圈时,磁束就会贯通整个被加热物体,在金属线材的内部与加热电流相反的方向,便会产生相对应的很大涡电流。由于金属线材存在电阻,所以会产生很多的焦耳热,使其自身的温度迅速上升,达到对金属线材加热的目的。
所述轧机7,包括永磁电机7a、主传动轴7b、轧箱7c。
所述永磁电机7a,内设定子组件和转子组件,所述定子组件固定在机架上。所述永磁电机7a内设有编码器7d。作为优选,编码器7d固定设置于永磁电机7a底部。
所述主传动轴7b一端固定连接永磁电机7a的输出端,另一端连接轧箱7c。作为一种优选,所述主传动轴7b通过联轴器7e连接永磁电机7a的输出端。作为另一种优选,所述主传动轴7b与永磁电机7a的输出端为一体式结构。
作为一种优选,所述主传动轴7b固定连接轧箱7c的输入转轴,主传动轴7b驱动轧箱7c的输入转轴转动。作为另一种优选,所述主传动轴7b插入轧箱7c并固定连接轧箱7c的输入齿轮,此时,主传动轴7b相当于轧箱7c的输入转轴。
所述轧箱7c的输出端设置有至少一对轧辊。
所述轧机7,采用了永磁电机,省去了减速机构,使得传动的结构更紧凑,传动效率更高;永磁电机中,转子组件直接与设备连接,定子组件固定在机架上,以减少齿轮、减速箱等驱动中间环节,简化驱动方式及结构,提高驱动效率,实现轧制装置的直驱。
所述第一水冷装置8,对金属线材进行水冷,金属线材组织等温转变为索氏体。保温箱10,用以对进过第一水冷装置8的水冷工序的金属线材进行保温,用以消除金属线材的残留应力,防止变形和开裂,金属组织均匀化,提升金属线材的组织稳定性。经过保温箱10保温后的金属线材,具有良好的综合机械性能。保温箱10中的温度在500℃~600℃。
所述空冷箱12对金属线材进行空冷。空冷后的金属线材经过第二水冷装置13后,其温度接近室温,然后再通过第二张力装置11、牵引收线装置15进行收卷。
通过本生产线的设置,通过各个设备之间的搭配协同,例如,由剥壳机2和砂带机3组成的二次除锈机构,由拉丝机4和轧机7组成的二次减径机构,送丝速度可以达到450~500m/min,而传统的金属线材生产线的送丝速度为240m/min左右。因此本生产线可以实现对金属线材的高速热轧。
通过第一水冷装置8、保温箱10、空冷箱12组成的金属线材冷却机构,使得金属线材的组织转变为索氏体,具有良好的综合机械性能。
另外,本生产线采用物理的除锈方式,整个生产线没有使用化学溶剂,实现了生产的绿色环保。
一种节能高效的金属线材热轧生产工艺,包括以下步骤:
步骤S1,放线机1上的金属线材,依次经过剥壳机2和砂带机3;剥壳机2对金属线材表面进行剥壳,去除金属线材表面的皮膜层;砂带机3对金属线材表面进行磨削,完成金属线材表面的除锈处理。
步骤S2,金属线材,进过拉丝机4进行减径工序。
步骤S3,金属线材,通过牵引机5后进入高频加热器6;高频加热器6采用对金属线材的内部铁磁损耗发热使得金属线材内部温度上升至700℃~1200℃。
步骤S4,金属线材,经过轧机7进行减径工序。
金属线材在处于高温时,经过轧机7进行减径,金属线材的的线材晶粒之间排列更均匀,材料密度更好。轧机7的减径过程,相当于锻造原理,后序拉拔不易断线。
步骤S5,金属线材,经过第一水冷装置8的水冷工序后,在保温箱10中进行保温处理。保温箱10中的温度控制在500℃~600℃。
在本步骤中,金属线材等温转变为索氏体。
步骤S6,金属线材,经过空冷箱12进行空冷之后,到达第二水冷装置13进行水冷,然后再通过第二张力装置11后于牵引收线装置15进行收卷。
牌号为70的钢丝,经过上述步骤,最后得到2.74mm的线材。其显微组织显示为:珠光体+少量铁素体。索氏体转化率为1级,95%;其检测的性能如下:
因此,通过本方案制得的钢丝,显微组织主要以细化的索氏体为主,抗拉强度高于1100MPa,改善了韧性,延伸率在10%左右。
可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,例如改变传动齿轮的个数,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。
- 一种节能高效的金属线材热轧生产线及其生产工艺
- 一种高效节能的氮化锰生产工艺