一种用于汽车空调滴水管的橡胶制造模具装置及其方法
文献发布时间:2023-06-19 10:30:40
技术领域
本发明属于橡胶管成型技术领域,特别是涉及一种用于汽车空调滴水 管的橡胶制造模具装置及其方法。
背景技术
橡胶管在工业化场景下的应用越来越广泛,例如,在汽车领域中异形 橡胶管是使用最广泛的零部件之一。
如中国CN102357955B公开的一种橡胶管成型模具及橡胶管成型方法, 包括成型模芯、第一定位套和第二定位套,第一定位套可拆卸地套装在成 型模芯的上端,第一定位套和成型模芯之间的相对位置固定,第二定位套 固定套装在成型模芯的下端,在第二定位套上加工有通孔;其在使用过程 中存在,当成型的橡胶管具备一定的厚度时,存在脱膜困难,难以通过在 成型模芯一端将成型的橡胶管成品抽出。
发明内容
本发明的目的在于提供一种用于汽车空调滴水管的橡胶制造模具装置 及其方法,以解决上述提出的成型完成后模芯脱膜不便的问题。
为解决上述技术问题,本发明是通过以下技术方案实现的:
本发明为一种用于汽车空调滴水管的橡胶制造模具装置,包括模芯总 成,所述模芯总成包括相互配合连接的第一模芯和第二模芯;所述第一模 芯内沿其长度方向设置有一端开口的腔道A,所述腔道A的端部连通设置有 一柱状的腔室,所述腔室的端部连通设置有一贯穿第一模芯一端的开孔; 所述第二模芯的端部设置有与开孔配合并插入腔室内的连接柱,所述连接 柱的端部设置有连接件一,所述连接件一的周侧设置有若干定位销杆;所 述腔室内设置有与连接件一配合的连接件二,所述连接件二的端部设置有 用于容置连接件一的凹槽,所述凹槽的内侧壁上设置有与定位销杆配合的 定位销孔。
进一步地,所述第二模芯内沿其长度方向设置有一端开口的腔道B,所 述连接柱沿其长度方向设置有与腔道B连通的贯通孔;所述腔道A远离腔 室的一端螺纹连接一螺纹柱A,所述螺纹柱A和连接件二之间连接有一牵引 绳A;所述腔道B远离连接柱的一端螺纹连接一螺纹柱B,所述螺纹柱B和 连接件一之间连接有一牵引绳B。
进一步地,所述连接件一包括固定在连接柱端部且内环和外环;所述 内环的周侧设置若干通孔A,位于所述通孔A处的内环外侧通过弹簧A连接 所述定位销杆;所述外环上设置有与定位销杆活动配合的通孔B,所述定位 销杆贯穿通孔B,且所述定位销杆的端面为一球面结构;所述牵引绳B位于 连接件一的端部设置有若干连接绳,所述连接绳的端部固定在所述定位销 杆的端部。
进一步地,所述腔道A内设置有与牵引绳A配合的导轮结构A,所述腔 道B内设置有与牵引绳B配合的导轮结构B。
进一步地,所述第一模芯和第二模芯上分别可拆卸的套装有定位套一 和定位套二。
进一步地,所述定位套一包括两端内侧分别设置增厚部一和增厚部二, 所述增厚部二上设置贯穿孔A,并于所述贯穿孔A内设置有T型销杆,所述T型销杆和定位套一外侧壁之间连接弹簧二;位于所述增厚部一和增厚部二 之间形成一环形腔;所述第一模芯的端部设置有圆台形的导向部,所述第 一模芯外侧沿其长度设置有与T型销杆配合的滑槽,所述滑槽的端部连通 有一设置在第一模芯外侧的环形槽,所述环形槽处设置有与T型销杆配合销孔。
进一步地,所述定位套二的两端内侧壁设置有向内侧翻折的翻边,所 述翻边的内边缘侧设置有若干开口;所述第二模芯的外周侧设置有与开口 配合的定位块,所述定位套二的端部设置有与定位块配合的定位柱。
进一步地,所述定位块的一侧设置有与定位柱配合的定位盲孔,所述 定位盲孔的底侧面设置有贯穿定位块的螺纹孔并于所述螺纹孔处螺纹连接 有螺钉;所述定位柱的端部设置有与螺钉螺纹连接的螺纹盲孔。
9、一种汽车空调滴水管制造方法,应用如上所述的一种用于汽车空调 滴水管的橡胶制造模具装置进行成型;
Stp1、在橡胶管成型时,先将第一模芯和第二模芯进行组装成模芯总 成;
Stp2、将定位套一从第一模芯上拆下,并将定位套二安装到第二模芯 上;
Stp3、在管坯与模芯总成的接触面上喷涂脱模剂,并在外力作用下将 管坯套设到模芯总成外侧,且控制管坯填充到定位套二内;
Stp4、将定位套一装配到第一模芯上;
Stp5、待硫化完成后,外力作用下螺纹柱B沿腔道B内转动,从而控 制第一模芯和第二模芯脱离,此时将第一模芯和第二模芯从橡胶管成品处 取出即可。
进一步地,喷涂在所述管坯与成型模芯接触面中多余的脱模剂和气体 通过设置在定位套二上的开口排出。
本发明具有以下有益效果:
本发明通过由第一模芯和第二模芯组成的具备可拆卸功能的模芯总 成,在成型完成后,方便将橡胶管成品从模芯总成上进行脱膜,避免出现 脱膜困难,橡胶管成品无法从模芯总成脱离的问题。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有 优点。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所 需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动 的前提下,还可以根据这些附图获得其他的附图。
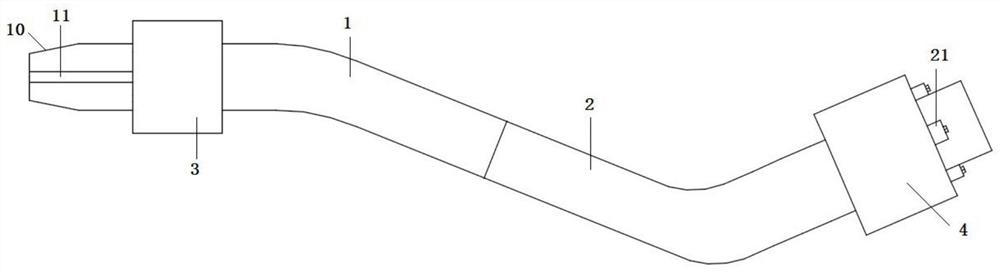
图1为本发明橡胶制造模具结构示意图;
图2为图1的剖视图;
图3为图2中A处局部放大图;
图4为图2中B处局部放大图;
图5为本发明连接件一结构示意图;
图6为本发明定位套一结构示意图;
图7为本发明定位套二结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进 行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例, 而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没 有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的 范围。
在本发明的描述中,需要理解的是,术语“开孔”、“上”、“下”、 “厚度”、“顶”、“中”、“长度”、“内”、“四周”等指示方位或 位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指 的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能 理解为对本发明的限制。
请参阅图1-7所示,本发明为一种用于汽车空调滴水管的橡胶制造模 具装置,包括模芯总成,模芯总成包括相互配合连接的第一模芯1和第二 模芯2;第一模芯1内沿其长度方向设置有一端开口的腔道A15,腔道A15 的端部连通设置有一柱状的腔室153,腔室153的端部连通设置有一贯穿第 一模芯1一端的开孔154;第二模芯2的端部设置有与开孔154配合并插入 腔室153内的连接柱253,连接柱253的端部设置有连接件一26,连接件 一26的周侧设置有若干定位销杆27;腔室153内设置有与连接件一26配 合的连接件二16,连接件二16的端部设置有用于容置连接件一26的凹槽 161,凹槽161的内侧壁上设置有与定位销杆27配合的定位销孔162。
优选地,第二模芯2内沿其长度方向设置有一端开口的腔道B25,连接 柱253沿其长度方向设置有与腔道B25连通的贯通孔254;腔道A15远离腔 室153的一端螺纹连接一螺纹柱A151,螺纹柱A151和连接件二16之间连 接有一牵引绳A155;腔道B25远离连接柱253的一端螺纹连接一螺纹柱 B251,螺纹柱B251和连接件一26之间连接有一牵引绳B255。
优选地,连接件一26包括固定在连接柱253端部且内环263和外环261; 内环263的周侧设置若干通孔A264,位于通孔A264处的内环263外侧通过 弹簧A265连接定位销杆27;外环261上设置有与定位销杆27活动配合的 通孔B262,定位销杆27贯穿通孔B262,且定位销杆27的端面为一球面结 构281;牵引绳B255位于连接件一26的端部设置有若干连接绳,连接绳的 端部固定在定位销杆27的端部。
上述使用时,转动螺纹柱A151时带动连接件二16沿腔室153内向远 离开孔154一侧移动时,此时将第一模芯1和第二模芯2进行拉紧;当反 向转动螺纹柱A151时,连接件二16受到安装在连接件二16与开孔154之 间的弹簧C的拉力,连接件二16沿腔室153内向靠近开孔154一侧移动。
上述先控制螺纹柱B251转动带动定位销杆27向内侧移动,将连接件 一26插入凹槽161内,反向转动螺纹柱B251,此时在弹簧A265的作用下, 定位销杆27插入定位销孔162;生产后,转动螺纹柱B251带动定位销杆 27向内侧移动,可将定位销杆27从定位销孔162处移出,从而将第一模芯 1和第二模芯2进行拆除。
优选地,腔道A15内设置有与牵引绳A155配合的导轮结构A152,腔道 B25内设置有与牵引绳B255配合的导轮结构B252。
优选地,第一模芯1和第二模芯2上分别可拆卸的套装有定位套一3 和定位套二4。
优选地,定位套一3包括两端内侧分别设置增厚部一31和增厚部二32, 增厚部二32上设置贯穿孔A34,并于贯穿孔A34内设置有T型销杆25,T 型销杆25和定位套一3外侧壁之间连接弹簧二36;位于增厚部一31和增 厚部二32之间形成一环形腔33;第一模芯1的端部设置有圆台形的导向部 10,第一模芯1外侧沿其长度设置有与T型销杆25配合的滑槽11,滑槽 11的端部连通有一设置在第一模芯1外侧的环形槽13,环形槽13处设置 有与T型销杆25配合销孔14。
优选地,定位套二4的两端内侧壁设置有向内侧翻折的翻边41,翻边 41的内边缘侧设置有若干开口42;第二模芯2的外周侧设置有与开口42 配合的定位块21,定位套二4的端部设置有与定位块21配合的定位柱43。
优选地,定位块21的一侧设置有与定位柱43配合的定位盲孔22,定 位盲孔22的底侧面设置有贯穿定位块21的螺纹孔23并于螺纹孔23处螺 纹连接有螺钉24;定位柱43的端部设置有与螺钉24螺纹连接的螺纹盲孔。
一种汽车空调滴水管制造方法,应用如上的一种用于汽车空调滴水管 的橡胶制造模具装置进行成型;
Stp1、在橡胶管成型时,先将第一模芯1和第二模芯2进行组装成模 芯总成;
Stp2、将定位套一3从第一模芯1上拆下,并将定位套二4安装到第 二模芯2上;
Stp3、在管坯与模芯总成的接触面上喷涂脱模剂,并在外力作用下将 管坯套设到模芯总成外侧,且控制管坯填充到定位套二4内;
Stp4、将定位套一3装配到第一模芯1上;
Stp5、待硫化完成后,外力作用下螺纹柱B251沿腔道B25内转动,从 而控制第一模芯1和第二模芯2脱离,此时将第一模芯1和第二模芯2从 橡胶管成品处取出即可。
优选地,喷涂在管坯与成型模芯接触面中多余的脱模剂和气体通过设 置在定位套二4上的开口42排出。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体 示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或 者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述 术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体 特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合 适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例 并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。 显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具 体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使 所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求 书及其全部范围和等效物的限制。
- 一种用于汽车空调滴水管的橡胶制造模具装置及其方法
- 液滴喷射装置和用于制造液滴喷射装置的方法