一种多节点热电偶瞬态热流传感器加工装置
文献发布时间:2023-06-19 10:43:23
技术领域
本发明涉及热电偶瞬态热流传感器技术领域,具体涉及一种多节点热电偶瞬态热流传感器加工装置。
背景技术
同轴热电偶瞬态热流传感器是利用不同电极材料的Seebeck效应在不同温度梯度作用下形成电动势并予以测量,进而反演温度和热流的一种实验元器件,主要用于航空航天高超声速飞行器气动实验、高超声速流动相关实验等,具有响应快、量程大、精度高、鲁棒性强等特点。
热电偶瞬态热流传感器根据使用需求不同可分为多种类型的内芯,其内芯结构包括但不限于五芯单测点、四芯单测点、九芯五测点和单主芯多测点,一般的传感器加工装置主要对特定的内芯种类进行加工,当加工的传感器内芯种类变化时,需要对加工装置上各类设备进行调整,操作较为繁琐,难以根据需求快速变化内芯各线材的分布状况。
另外,现有的传感器加工装置在加工传感器内芯由较多线材组成时,由于多根线材之间在输送的过程中会存在一定的空隙,因此在抽拉的过程中可能会因受力不均导致各线材分布状况发生错位,不利于后续对多个线材外侧进行包裹加工,使得加工出传感器成品的合格率降低。
发明内容
本发明的目的在于提供一种多节点热电偶瞬态热流传感器加工装置,以解决现有技术中的难以根据传感器内芯种类需求快速变化各线材的分布状况,以及多个线材在抽拉的过程中可能会导致各线材的分布状态发生错位的问题。
为解决上述技术问题,本发明具体提供下述技术方案:
一种多节点热电偶瞬态热流传感器加工装置,包括用于包裹线材的多线材加工装置,所述多线材加工装置上安装有多个用于卷制裸线的镍铬丝料卷和多个用于卷制漆包线的康铜丝料卷,所述多线材加工装置上安装有接入多个裸线和漆包线并对其整体外侧进行包裹的外层包裹装置,所述多线材加工装置的侧方安装有用于抽拉所述外层包裹装置排出包裹传感器结构的线材抽拉装置;
所述多线材加工装置上安装有用于活动搭接多个所述镍铬丝料卷上裸线和所述康铜丝料卷上漆包线的多线材约束机构,并且所述多线材约束机构的内部通过分层分别限位搭接多个线材,所述多线材加工装置上安装有用于收拢多个所述镍铬丝料卷上裸线和多个所述康铜丝料卷上漆包线的多线材挤压成型机构,并且所述多线材挤压成型机构的内侧通过多重的相对滚压卡套多个线材,所述多线材挤压成型机构配合所述多线材约束机构收拢所述多线材约束机构限位的多个线材并对多个线材的分布结构定型。
作为本发明的一种优选方案,所述多线材约束机构包括固定安装在所述多线材加工装置上的多层板座框,所述多层板座框的内侧安装有多个水平分布并沿所述多层板座框上下调整的线层卡板机构,并且所述线层卡板机构上安装有多个沿所述线层卡板机构左右移动的线材导向机构,多个所述线材导向机构用于活动套入相应线材,并且多个所述线材导向机构通过调整自身排列带动相应线材排列分布。
作为本发明的一种优选方案,所述多层板座框整体呈垂直于所述外层包裹装置的凵形结构,并且所述多层板座框的内侧设有沿所述多层板座框内侧中轴线部分的框内滑槽,所述框内滑槽的内部等距分布有用于配合所述线层卡板机构使用并活动卡合所述线层卡板机构的槽内卡齿。
作为本发明的一种优选方案,所述线层卡板机构包括横向抵接所述框内滑槽两侧的框内横档,并且所述框内横档通过两侧与所述框内滑槽配合沿所述框内滑槽内水平上下滑动,所述框内横档的两端皆安装有与所述横档侧边固定扣连接的扭簧连轴板,并且所述横档侧边固定扣通过所述扭簧连轴板趋向卡合所述槽内卡齿并通过按压自身脱离所述槽内卡齿,所述框内横档上等距分布有用于配合所述线材导向机构卡合固定的横档咬合齿。
作为本发明的一种优选方案,所述线材导向机构包括安装在所述框内横档外侧并沿所述框内横档横向移动的横档滑座,并且所述横档滑座上安装有机械式开合的对接式卡套,并且所述横档滑座内安装有两个配合所述对接式卡套闭合状态自动咬合相应位置横档咬合齿的联动咬合件,并且所述对接式卡套开合状态通过与所述联动咬合件传动并控制所述联动咬合件自动脱离所述横档咬合齿。
作为本发明的一种优选方案,所述联动咬合件包括两个端部与所述对接式卡套转动连接的铰接件,并且两个所述铰接件的中端位置交错部分并与所述横档滑座转动连接,两个所述对接式卡套闭合带动两个所述铰接件尾端咬合所述横档咬合齿,并且两个所述铰接件铰接件的外侧皆套设有挤压两个所述对接式卡套趋向闭合状态的弹簧弹簧。
作为本发明的一种优选方案,所述多线材挤压成型机构包括固定案在所述多线材加工装置并处于所述多线材约束机构和所述外层包裹装置之间的回形安装架,所述回形安装架的内侧安装有通过上下对压多个线材的纵向对压机构,以及安装有通过左右对压多个线材的横向对压机构,并且所述回形安装架的尾端安装有用于收束多个对压后线材的环形收拢卡套。
作为本发明的一种优选方案,所述纵向对压机构包括两个分别分布在所述回形安装架上下端的架内滑块,并且所述架内滑块上安装有延伸至所述回形安装架外侧并驱动所述架内滑块沿所述回形安装架上下移动的滑块驱动螺杆,所述架内滑块上处于所述回形安装架的内侧活动套设有水平分布并用于抵接线材的挤压滚筒。
作为本发明的一种优选方案,所述横向对压机构结构与所述纵向对压机构相同,并且所述纵向对压机构上两个水平分布的所述挤压滚筒与所述横向对压机构配合形成挤压多线材四周的“井”字形结构。
作为本发明的一种优选方案,所述环形收拢卡套整体垂直固定在所述回形安装架的尾端线材出口,所述环形收拢卡套的内径与成品传感器结构的内芯外径相同,并且所述环形收拢卡套的圆心始终正对所述外层包裹装置包裹装置输入端口。
本发明与现有技术相比较具有如下有益效果:
(1)本发明通过使用多线材约束机构对多个镍铬丝料卷上裸线和多个康铜丝料卷上的漆包线进行限位引导调整,使得多个经过多线材约束机构引导后的线材被引导约束成所需加工传感器内芯的分布形状,适用于传感器的后续加工;
(2)本发明通过在多线材挤压成型机构的内部时,经过约束引导的多个裸线和漆包线进行上下对压和左右对压的约束,并最后由环形收拢卡套对多个约束后的裸线和漆包线进行收拢,防止按需求分布的线材位置发生错位,便于后续装置进行包裹加工。
附图说明
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
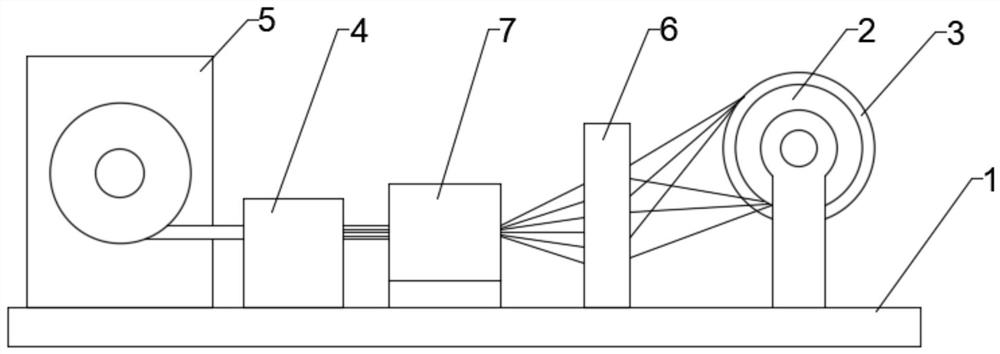
图1为本发明实施例提供整体的连接示意图。
图2为本发明实施例提供多线材约束机构的结构示意图。
图3为本发明实施例提供线材导向机构的剖视图。
图4为本发明实施例提供多线材挤压成型机构的示意图。
图5为本发明实施例提供纵向对压机构的连接示意图。
图中的标号分别表示如下:
1-多线材加工装置;2-镍铬丝料卷;3-康铜丝料卷;4-外层包裹装置;5-线材抽拉装置;6-多线材约束机构;7-多线材挤压成型机构;
61-多层板座框;62-线层卡板机构;63-线材导向机构;
611-框内滑槽;612-槽内卡齿;621-框内横档;622-横档侧边固定扣;623-横档咬合齿;631-横档滑座;632-对接式卡套;633-联动咬合件;
6331-弹性铰接件;6332-弹簧;
71-回形安装架;72-纵向对压机构;73-横向对压机构;74-环形收拢卡套;
721-架内滑块;722-滑块驱动螺杆;723-挤压滚筒。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1至图5所示,本发明提供了一种多节点热电偶瞬态热流传感器加工装置,包括用于包裹线材的多线材加工装置1,多线材加工装置1上安装有多个用于卷制裸线的镍铬丝料卷2和多个用于卷制漆包线的康铜丝料卷3,多线材加工装置1上安装有接入多个裸线和漆包线并对其整体外侧进行包裹的外层包裹装置4,多线材加工装置1的侧方安装有用于抽拉外层包裹装置4排出包裹传感器结构的线材抽拉装置5;
多线材加工装置1上安装有用于活动搭接多个镍铬丝料卷2上裸线和康铜丝料卷3上漆包线的多线材约束机构6,并且多线材约束机构6的内部通过分层分别限位搭接多个线材,多线材加工装置1上安装有用于收拢多个镍铬丝料卷2上裸线和多个康铜丝料卷3上漆包线的多线材挤压成型机构7,并且多线材挤压成型机构7的内侧通过多重的相对滚压卡套多个线材,多线材挤压成型机构7配合多线材约束机构6收拢多线材约束机构6限位的多个线材并对多个线材的分布结构定型。
本发明实施例通过使用多线材约束机构6对多个镍铬丝料卷2上裸线和多个康铜丝料卷3上的漆包线进行限位引导调整,使得多个经过多线材约束机构6引导后的线材被引导约束成所需加工传感器内芯的分布形状,适用于传感器的后续加工;
另外,通过在多线材挤压成型机构7的内部时,经过约束引导的多个裸线和漆包线进行上下对压和左右对压的约束,并最后由环形收拢卡套74对多个约束后的裸线和漆包线进行收拢,防止按需求分布的线材位置发生偏移,便于后续装置进行包裹加工。
多线材约束机构6包括固定安装在多线材加工装置1上的多层板座框61,多层板座框61的内侧安装有多个水平分布并沿多层板座框61上下调整的线层卡板机构62,并且线层卡板机构62上安装有多个沿线层卡板机构62左右移动的线材导向机构63,多个线材导向机构63用于活动套入相应线材,并且多个线材导向机构63通过调整自身排列带动相应线材排列分布。
多层板座框61整体呈垂直于外层包裹装置4的凵形结构,并且多层板座框61的内侧设有沿多层板座框61内侧中轴线部分的框内滑槽611,框内滑槽611的内部等距分布有用于配合线层卡板机构62使用并活动卡合线层卡板机构62的槽内卡齿612。
线层卡板机构62包括横向抵接框内滑槽611两侧的框内横档621,并且框内横档621通过两侧与框内滑槽611配合沿框内滑槽611内水平上下滑动,框内横档621的两端皆安装有与横档侧边固定扣622连接的扭簧连轴板624,并且横档侧边固定扣622通过扭簧连轴板624趋向卡合槽内卡齿612并通过按压自身脱离槽内卡齿612,框内横档621上等距分布有用于配合线材导向机构63卡合固定的横档咬合齿623。
线材导向机构63包括安装在框内横档621外侧并沿框内横档621横向移动的横档滑座631,并且横档滑座631上安装有机械式开合的对接式卡套632,并且横档滑座631内安装有两个配合对接式卡套632闭合状态自动咬合相应位置横档咬合齿623的联动咬合件633,并且对接式卡套632开合状态通过与联动咬合件633传动并控制联动咬合件633自动脱离横档咬合齿623。
联动咬合件633包括两个端部与对接式卡套632转动连接的铰接件6331,并且两个铰接件6331的中端位置交错部分并与横档滑座631转动连接,两个对接式卡套632闭合带动两个铰接件6331尾端咬合横档咬合齿623,并且两个铰接件铰接件6331的外侧皆套设有挤压两个对接式卡套632趋向闭合状态的弹簧弹簧6332。
多线材挤压成型机构7包括固定案在多线材加工装置1并处于多线材约束机构6和外层包裹装置4之间的回形安装架71,回形安装架71的内侧安装有通过上下对压多个线材的纵向对压机构72,以及安装有通过左右对压多个线材的横向对压机构73,并且回形安装架71的尾端安装有用于收束多个对压后线材的环形收拢卡套74。
纵向对压机构72包括两个分别分布在回形安装架71上下端的架内滑块721,并且架内滑块721上安装有延伸至回形安装架71外侧并驱动架内滑块721沿回形安装架71上下移动的滑块驱动螺杆722,架内滑块721上处于回形安装架71的内侧活动套设有水平分布并用于抵接线材的挤压滚筒723。
横向对压机构73结构与纵向对压机构72相同,并且纵向对压机构72上两个水平分布的挤压滚筒723与横向对压机构73配合形成挤压多线材四周的“井”字形结构。
环形收拢卡套74整体垂直固定在回形安装架71的尾端线材出口,环形收拢卡套74的内径与成品传感器结构的内芯外径相同,并且环形收拢卡套74的圆心始终正对外层包裹装置4包裹装置输入端口。
使用时,需先根据所需加工的传感器内芯类型对多个镍铬丝料卷2上的裸线和多个康铜丝料卷3上的漆包线分别穿过多线材约束机构6内相应位置的线材导向机构63,使得多个经过多线材约束机构6引导后,多个线材被引导约束成横截面分布情况与所需加工传感器内芯的分布情况相似。
若是多个线材分布情况与所需加工传感器内芯的分布情况不同,则需要调整用于约束相应错位线材的线材导向机构63,线材导向机构63调整线材的方式主要分为调整线材高度和线材左右位置。
调整线材高度时,通过按压框内横档621两端的扭簧连轴板624,带动横档侧边固定扣622不再咬合框内滑槽611内侧的槽内卡齿612,此时可以控制框内横档621沿框内滑槽611内上下水平滑动,由此调整框内横档621上经过线材导向机构约束的相应线材高度变化。
并且在框内横档621移动至适当高度时,松开框内横档621两端的扭簧连轴板624,使得横档侧边固定扣622在扭簧连轴板624的扭簧作用下重新挤压并咬合槽内卡齿612,使得框内横档621当前的高度被固定。
调整线材左右位置时,通过对对接式卡套632两侧施加向外的拉力,使得对接式卡套632进行机械式开合,随着对接式卡套632展开带动铰接件6331沿横档滑座631内转动,使得两个铰接件6331的尾端上台不再咬合横档咬合齿623,并随着铰接件6331转动挤压其外侧套设的弹簧6332,此时横档滑座631可以沿框内横档621上左右滑动,并在滑动至适当位置时松开对接式卡套632,使得两个弹簧6332释放带动对接式卡套632重写对接并形成约束线材的环形结构。
在多个线材经过多线材约束机构6引导约束后,此时多个线材之间仍处于松散状态,线材与线材之间的空隙较大,可能会在后续包裹加工的过程中发生错位影响加工质量,因此通过将多个线材从多线材挤压成型机构7内部穿过,通过多线材挤压成型机构7内部的纵向对压机构72对多个线材进行上下的对压,若是挤压力度不足时,则通过拧紧两个滑块驱动螺杆722,通过两个滑块驱动螺杆722带动两个架内滑块721和挤压滚筒723相对移动,由此调整对压线材的压力。
并且通过横向对压机构73对多个线材进行左右的对压,以此减小多个线材之间的间隙并对处于相应位置的线材进行定位。
最后通过环形收拢卡套74对多个被挤压后的线材进行收拢,用于模拟后续包裹加工时多个线材受到的压力,并且经过收拢的多个线材横向穿过外层包裹装置4进行包裹加工,并在该阶段便于工作人员再次确认多个线材的相应位置是否发生偏移。
以上实施例仅为本申请的示例性实施例,不用于限制本申请,本申请的保护范围由权利要求书限定。本领域技术人员可以在本申请的实质和保护范围内,对本申请做出各种修改或等同替换,这种修改或等同替换也应视为落在本申请的保护范围内。
- 一种多节点热电偶瞬态热流传感器加工装置
- 一种同轴热电偶瞬态热流传感器的内拉式加工制作装置