一种内螺纹通用型检测工具及其加工、使用方法
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及一种通用型内螺纹检测工具及其加工、使用方法,属于机械加工制造技术领域。
背景技术
在机械加工技术领域,对加工工件内螺纹的检测一般是使用螺纹塞规进行检测,即使用工作螺纹塞规进行内螺纹的通、止性合格判定,以确定所加工的内螺纹是否满足需求。一种内螺纹需要对应一种螺纹塞规,对于螺纹种类繁多的机械加工企业来说,螺纹塞规的购买、计量、使用和管理需要投入比较大的人力和物力,在当前竞争激烈的制造时代处于劣势。
发明内容
本发明是为了解决传统机械加工行业每一种内螺纹需要对应一种螺纹塞规进行检测的技术问题。
为解决上述技术问题,本发明采用如下技术方案:
一种内螺纹通用型检测工具,包括主轴1、卡盘2、卡爪3和软爪5;
所述主轴1上开设有卡槽,其内活动镶嵌有三个卡盘2;主轴1侧部还开设有六方调节孔1.1;
所述卡爪3为三个,其上各自开设有一孔,三颗螺钉通过分别三个孔将三个卡爪3固定于三个卡盘2上;
所述三个卡爪3上分别焊接固定有三个软爪5;
所述三个软爪5上设有外螺纹5.1;
所述三个软爪5之间设有芯棒装夹孔5.2。
一种内螺纹通用型检测工具的加工方法,包括以下步骤:
(A)先将三根黄铜棒分别固定至三个卡爪3上;
(B)后将三个卡盘2放置于卡槽内,使用调节手柄通过六方调节孔1.1将三个卡盘2移动至主轴1内;
(C)将固定好黄铜棒的三个卡爪3分别通过三颗螺钉4固定至卡盘2上,使用调节手柄通过六方调节孔1.1将装有黄铜棒的三卡爪3,拧紧至三根黄铜棒互相接触至不可移动时,加工出原始外螺纹5.1;
(D)再将加工好外螺纹5.1的工具使用对应的校对螺纹环规,或中径千分尺对螺纹作用中径进行检测,这样边检测边调校加工,直到所加工出的外螺纹5.1满足检测要求;
(E)最后通过六方调节孔1.1调节手柄将三根黄铜棒调至最大测量位置,此时在三根黄铜棒中心车削出芯棒装夹孔5.2。
一种内螺纹通用型检测工具的使用方法,包括以下步骤:
(A)确认需检测内螺纹是否在通用型检测工具检测范围:即螺距是不是与工具上外螺纹5.1一样、大小是不是在检测范围内;
(B)根据所需检测螺纹与原始外螺纹的基本尺寸差值制作对应尺寸芯棒放入芯棒装夹孔5.2中,使用调节手柄装入六方调节孔1.1中,完成螺纹中径值的调节;
(C)完成调整后,将需检测工件内螺纹使用上述工具完成相关规格螺纹通、止性进行检测即可。
采用上述技术方案的有益效果是:
本发明经过不断地进行理论分析、数据分析、设计加工和投入生产使用验证,成功替代大部分满足条件的螺纹塞规,用于对加工工件内螺纹的通、止性合格判定,确定所加工的螺纹是否满足需求,本发明能增大检测范围,实现一款检测工具可进行同类螺距不同尺寸内螺纹的检测,为企业降低加工成本、提能增效起到了很重要的作用。
附图说明
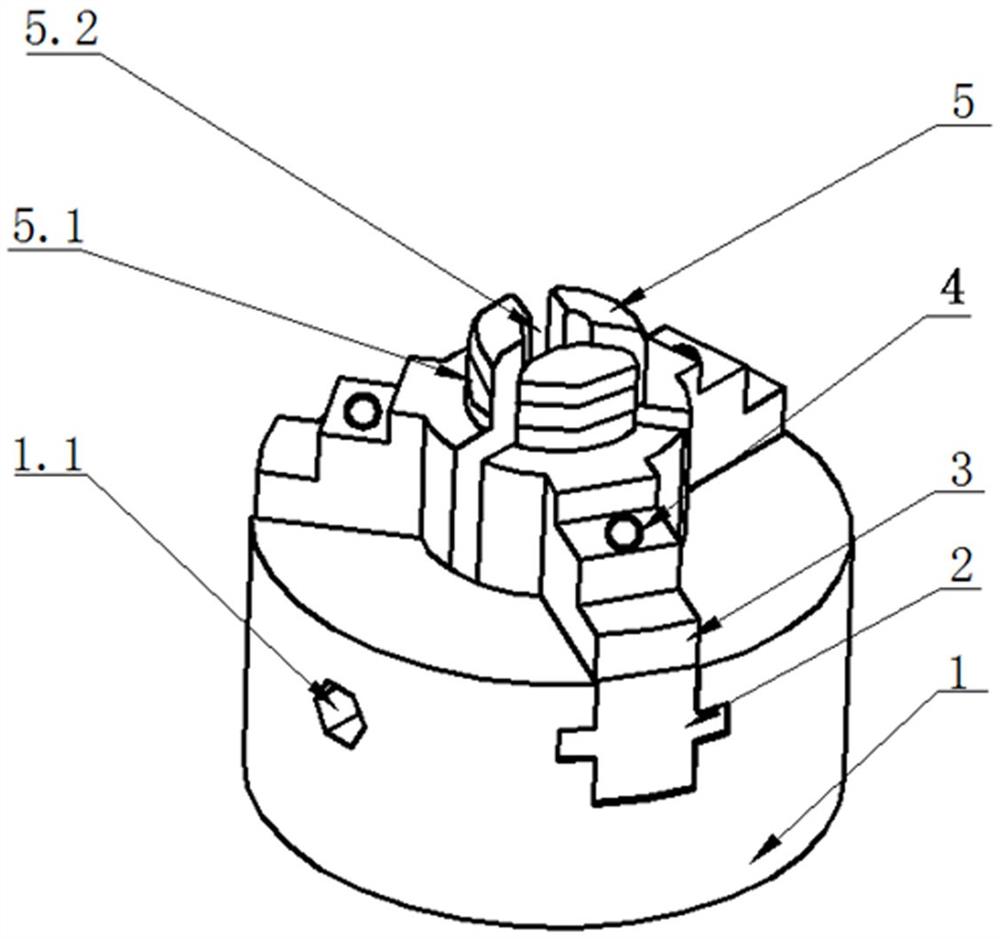
图1是本发明的结构示意图。
图中:1-主轴、1.1-六方调节孔、2-卡盘、3-卡爪、4-螺钉、5-软爪、5.1-外螺纹、5.2-芯棒装夹孔。
具体实施方式
下面结合附图对本发明进行详细说明:
如图1所示,一种内螺纹通用型检测工具,包括主轴1、卡盘2、卡爪3和软爪5;
所述主轴1上开设有卡槽,其内活动镶嵌有三个卡盘2;主轴1侧部还开设有六方调节孔1.1,能调节卡盘2与卡爪3的位置;
所述卡爪3为三个,其上各自开设有一孔,三颗螺钉通过分别三个孔将三个卡爪3固定于三个卡盘2上;
所述三个卡爪3上分别焊接固定有三个软爪5;
所述三个软爪5上设有外螺纹5.1,其能通过六方调节孔1.1进行尺寸大小调节;按使用需求可加工出公制、英制、统一螺纹中一种规格螺距的螺纹;
所述三个软爪5之间设有芯棒装夹孔5.2;在芯棒装夹孔5.2中心装芯棒对螺纹进行尺寸调整,完成调整后能进行相同螺距、不同公称直径内螺纹的检测。
一种内螺纹通用型检测工具的加工方法,包括以下步骤:
(A)先将三根黄铜棒分别固定至三个卡爪3上;
(B)后将三个卡盘2放置于卡槽内,使用调节手柄通过六方调节孔1.1将三个卡盘2移动至主轴1内;
(C)将固定好黄铜棒的三个卡爪3分别通过三颗螺钉4固定至卡盘2上,使用调节手柄通过六方调节孔1.1将装有黄铜棒的三卡爪3,假设被测工件内螺纹范围是M18*1~M50*1,拧紧至三根黄铜棒互相接触至不可移动时,加工出原始外螺纹5.1(这里是M18*1);
(D)再将加工好外螺纹的工具使用对应的校对螺纹环规或中径千分尺对螺纹作用中径进行检测,这样边检测边调校加工,直到所加工出的外螺纹5.1满足检测要求;
(E)最后通过六方调节孔1.1调节手柄将三根黄铜棒调至φ52最大测量位置,此时在三根黄铜棒中心车削出φ42芯棒装夹孔5.2。
一种内螺纹通用型检测工具的使用方法,包括以下步骤:
(A)确认需检测内螺纹是否在通用型检测工具检测范围:即螺距是不是与工具上外螺纹5.1一样、大小是不是在检测范围内(这里是M18*1~M50*1);
(B)根据所需检测螺纹与原始外螺纹的基本尺寸差值制作对应尺寸芯棒放入芯棒装夹孔5.2中,使用调节手柄装入六方调节孔1.1中,完成螺纹中径值的调节;
(C)完成调整后,将需检测工件内螺纹使用上述工具完成相关规格螺纹通、止性进行检测即可。
实施例:
待检测的内螺纹工件:是内螺纹M28*1-6H,其螺距为1的细牙公制螺纹。根据实际使用需求选择测试部分材料作为软爪5,利用同类螺纹(如公制、英制、统一螺纹等)的大、中、小径计算都仅与螺纹公称直径和螺距有关的原理。对软爪5加工出M18*1外螺纹,用标准的校对螺纹环规检测是否满足通、止性需求;在软爪5中心加工出φ42芯棒装夹孔5.2;在芯棒装夹孔5.2中放置φ20芯棒,并调节六方调节孔1.1,保证φ20芯棒夹紧。此时M28*1螺纹塞规制作完成,可使用此工具对内螺纹为M28*1-6H的工件进行检测。
- 一种内螺纹通用型检测工具及其加工、使用方法
- 一种内螺纹通用型检测工具