一种成型装置及含有该成型装置的包装机
文献发布时间:2023-06-19 10:49:34
技术领域
本发明涉及包装机技术领域,尤其是涉及一种成型装置及含有该成型装置的包装机。
背景技术
现有自动立式充填包装机成型装置由多个零件组成,加工工艺复杂,安装繁琐。现有封口成型装置是由铝线打扣密封产品,预成型材料是铝线,在铝线打扣成型过程中成型模具所承受冲击力大,成型模具与铝线之间产生滑动摩擦,成型模具寿命短,且一种成型模具对应成型一种铝扣,更换成型模具时更换调试时间长,使生产效率降低,提高了生产成本较高。因成型材料是铝使产品无法通过金属检测机检测,儿童在食用过程中存在风险。
发明内容
本发明的第一目的在于提供一种成型装置,该成型装置能够解决使用铝线打扣成型装置法通过金属检测机检测,儿童在食用过程中存在风险的问题,使用PVDC(PVDC为塑料)材质的密封膜(密封膜为小块PVDC材料)取代铝丝打扣成型装置进行结扎密封;
本发明的第二目的在于提供一种包装机系统,旨在解决现有铝扣,更换成型模具时更换调试时间长,使生产效率降低,成型模具与铝线之间产生滑动摩擦,成型模具寿命短的问题。
本发明提供一种成型装置,包括:负压管路、集束机构和摆动机构;集束机构,所述集束机构的一端设有用于固定并保持密封膜为弧形结构的槽组件,另一端与摆动机构转动连接;摆动机构,用于带动集束机构往复摆动。
其中,所述集束机构包括:成型模具、上集束板双边定位槽和下集束板双边定位槽;所述上集束板双边定位槽和下集束板双边定位槽之间设有成型模具;所述成型模具上导向槽,成型模具的端部设有槽组件;导向槽的开口端朝向槽组件。
其中,所述成型模具端部设有两个连接件;所述连接件远离成型模具的一端设有槽组件;所述连接件的内部设有气道;所述气道延伸至与连接件连接的成型模具内,并通过成型模具与负压管路连接。
其中,所述槽组件包括U形槽和真空气孔;所述U形槽设置在连接件的端部;所述U形槽的槽底部设有真空气孔;所述真空气孔与所述气道连通。
其中,所述上集束板双边定位槽和下集束板双边定位槽上均设有集束板叶片;所述集束板叶片的一端开口,且集束板叶片开口端的开口方向与U形槽的开口方向一致;所述集束板叶片开口端部分延伸至U形槽外部,集束板叶片开口端闭合处至少与U形槽的槽底面处于同一面。
其中,所述摆动机构包括:第一托架、第二托架和转动组件;所述第一托架与第二托架通过转动组件连接;所述第一托架还固定连接有成型模具;所述第二托架的中部与成型装置转动轴固定连接,所述第二托架远离转动组件的一端连接关节轴承。
其中,所述转动组件包括:第一座子、第二座子、第一轴承、第二轴承、弹性挡圈、第一连接杆、第二连接杆和第三连接杆;所述第一座子和第二座子之间通过第三连接杆连接;所述第一座子和第二座子内分别设有第一轴承和第二轴承;所述第一轴承和第二轴承的两端分别设有弹性挡圈;所述第一轴承和第二轴承上均设有穿过第一轴承和第二轴承并与第一轴承和第二轴承转动连接的第一连接杆和第二连接杆;所述第一连接杆的一端与第一托架固定连接;所述第二连接杆与第二托架固定连接。
其中,所述第三连接杆与第一座子和第二座子之间通过螺纹连接;所述第三连接杆上设有转动第三连接杆的转动凸起。
其中,所述集束机构的数量为两个,分别为左侧集束机构和右侧集束机构;所述左侧集束机构和右侧集束机构相对设置;所述左侧集束机构和右侧集束机构的结构相同。
一种包装机,上述成型装置设置在包装机上。
本发明一种成型装置及含有该成型装置的包装机有益效果:通过在集束机构成型模具上设置槽组件,通过槽组件对密封膜进行固定及形状保持;代替现有的铝丝打扣。在通过密封机构进行后续的密封,摆动机构用于带动集束机构,使得集束机构往复工作。用PVDC材质的密封膜取代铝丝打扣成型装置进行结扎密封,减少调试时间,提高安全性。
本发明一种成型装置及含有该成型装置的包装机还具有如下有益效果:安装方便,调试简便,工艺简单,便于加工,提高生产率。产品外包装均使用PVDC膜,包装处理方便,减小环境污染。预成型材料由传统的铝丝改为PVDC密封膜,减小成型过程中成型模具受力,减小成型模具磨损,增加成型模具使用寿命。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
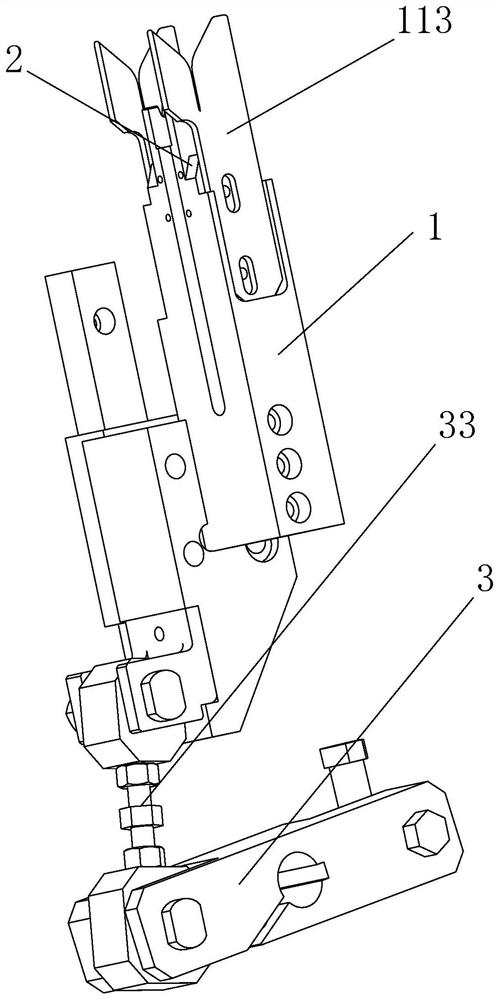
图1为本发明一种成型装置的整体示意图;
图2为图1的立体图;
图3为图1中的A-A剖视图;
图4为本发明一种成型装置的成型模具机构示意图;
图5为图4的立体图;
图6为图4成型模具的剖视图;
图7为本发明一种包装机往复箱的立体图;
图8为图7的另一角度示意图。
附图标记说明:
1、集束机构;11、成型模具;111、连接件;112、气道;113、集束板叶片;1131、集束板叶片开口端闭合处;1132、Y形开口端;12、上集束板双边定位槽;13、下集束板双边定位槽;14、导向槽;15、左侧集束机构;16、右侧集束机构;
2、槽组件;21、U形槽;22、真空气孔;
3、摆动机构;31、第一托架;32、第二托架;
33、转动组件;331、第一座子;332、第二座子;333、第一轴承;334、第二轴承;335、弹性挡圈;336、第一连接杆;337、第二连接杆;338、第三连接杆;339、轴套;
34、成型装置转动轴;35、关节轴承;
4、包装机;41、前侧密封机构;42、后侧密封机构;43、PVDC密封膜成型装置;44、切刀机构;45、包装机往复箱上底板。
具体实施方式
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语"中心"、"纵向"、"横向"、"长度"、"宽度"、"厚度"、"上"、"下"、"前"、"后"、"左"、"右"、"竖直"、"水平"、"顶"、"底"、"内"、"外"、"顺时针"、"逆时针"等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语"第一"、"第二"仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有"第一"、"第二"的特征可以明示或者隐含地包括一个或者更多个所述特征。在本发明的描述中,"多个"的含义是两个或两个以上,除非另有明确具体的限定。此外,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
参阅图1-图8,一种成型装置,包括负压管路、集束机构1和摆动机构3;集束机构1,所述集束机构1的一端设有用于固定并保持密封膜为弧形结构的槽组件2,另一端与摆动机构3转动连接;摆动机构3,用于带动集束机构1往复摆动。
集束机构1设置在包装机4上,并且往复滑动。
摆动机构3为集束机构1提供沿滑轨滑动的动力。摆动机构3上设有滑块,包装机4上设有滑轨,滑块与滑轨配合。
集束机构1的一端设置有槽组件2,该槽组件2能够对密封膜进行定型以及固定,使得密封膜成U形贴合在槽组件2上。
具体的,所述集束机构1包括:成型模具11、上集束板双边定位槽12和下集束板双边定位槽13;所述上集束板双边定位槽12和下集束板双边定位槽13之间设有成型模具11;所述成型模具11上导向槽14,成型模具11的端部设有槽组件2;导向槽14的开口端朝向槽组件2。
成型模具11的两侧相对设有上集束板双边定位槽12和下集束板双边定位槽13,并且与成型模具11为一体式结构,通过上集束板双边定位槽12和下集束板双边定位槽13可以方便的将集束板叶片113固定在成型模具11上,此外在上集束板双边定位槽12和下集束板双边定位槽13上设有固定孔,方便将成型模具11固定在托架上,使得成型模具11能够随着托架往复移动。
具体的,所述成型模具11端部设有两个连接件111;所述连接件111远离成型模具11的一端设有槽组件2;所述连接件111的内部设有气道112;所述气道112延伸至与连接件111连接的成型模具11内,并通过成型模具11与负压管路连接。
连接件111与成型模具11为一体式结构,连接件111为内部设有气道112(供气行走的通道),气道112通过成型模具11连接负压管路,负压管路连接有能够产生负压气体的常规设备,通过该设备使得成型模具11与连接件111内的气道112产生负压。
具体的,所述槽组件2包括U形槽21和真空气孔22;所述U形槽21设置在连接件111的端部;所述U形槽21的槽底部设有真空气孔22;所述真空气孔22与所述气道112连通。
U形槽21的槽底部设有真空气孔22,也就是U形槽21的U型底部设有真空气孔22;通过真空气孔22与气道112连通,在真空气孔22处形成负压,能够将密封膜吸附在U形槽21内,并且使得密封膜能够随U形槽21的形状变为U行,方便密封产品。
通过该结构代替了原有的铝线打扣成型装置。
具体的,所述上集束板双边定位槽12和下集束板双边定位槽13上均设有集束板叶片113;所述集束板叶片113的一端开口,且集束板叶片113开口端的开口方向与U形槽21的开口方向一致;所述集束板叶片113开口端部分延伸至U形槽21外部,集束板叶片开口端闭合1131处至少与U形槽21的槽底面处于同一面。
集束板叶片113的一端置于上集束板双边定位槽12和下集束板双边定位槽13的定位槽内,集束板叶片113的另一端端面不高于上集束板双边定位槽12和下集束板双边定位槽13的定位槽端面。
上述结构使得成型模具11在往复滑动时,集束板叶片113的侧壁不突出于上集束板双边定位槽12和下集束板双边定位槽13方便滑动。
集束板叶片113的一端开口,开口端能够方便肠体挤空部分的进入,使得肠体挤空部分能够轻松沿开口端进入,并且方便截断。
由于上述的需求使得集束板叶片113的一端开口的端闭合处,例如集束板叶片113的开口端为Y形开口端1132的Y形底部与U形槽21的槽底为处于同一个面,肠体挤空部分由Y形开口端1132进入后至Y形底部时刚好密封膜置于U形槽21的槽底。
具体的,所述摆动机构3包括:第一托架31、第二托架32和转动组件33;所述第一托架31与第二托架32通过转动组件33连接;所述第一托架31还固定连接有成型模具11;所述第二托架32的中部与成型装置转动轴34固定连接,所述第二托架32远离转动组件33的一端连接关节轴承35。
第一托架31与成型模具11固定连接,第一托架31的作用在于,第一托架31可以方便更换,并且方便更改连接方式,起到转向、延长、方便更换的作用,提高了成型模具11的使用寿命,通过第一托架31使得成型模具11的使用更加灵活。
在本实施例中,通过弯折的第一托架31,在实现成型模具11的往复运动的同时节省了整体包装机4所占用的空间,使得包装机4的整体设备更加紧凑。
第二托架32的作用在于与包装机4上的成型装置转动轴34固定连接,在成型装置转动轴34转动时,带动第二托架32转动,第二托架32所连接的转动组件33随之转动,转动组件33所连接的第一托架31随之转动。通过第二托架32将成型装置转动轴34的转动进行传递,进而变为成型模具11往复运动的动力。
成型装置转动轴34设置在包装机4上,包装机4在工作时,控制成型装置转动轴34转动。
关节轴承35的作用在于与包装机4另一端上设置的集束机构16进行同步。
关节轴承35为常规的连接组件,属于现有技术。
具体的,所述转动组件33包括:第一座子331、第二座子332、第一轴承333、第二轴承334、弹性挡圈335、第一连接杆336、第二连接杆337和第三连接杆338;所述第一座子331和第二座子332之间通过第三连接杆338连接;所述第一座子331和第二座子332内分别设有第一轴承333和第二轴承334;所述第一轴承333和第二轴承334的两端分别设有弹性挡圈335;所述第一轴承333和第二轴承334上均设有穿过第一轴承333和第二轴承334并与第一轴承333和第二轴承334转动连接的第一连接杆336和第二连接杆337;所述第一连接杆336的一端与第一托架31固定连接;所述第二连接杆337与第二托架32固定连接。
第一连接杆336和第二连接杆337均为销钉。
第三连接杆338为螺杆,螺杆上设有的转动凸起为固定在螺杆上的螺母,方便通过螺母转动螺杆。
第一座子331之间第二座子332与第三连接杆338螺接,可以通过调整第三连接杆338改变第一座子331和第二座子332之间的距离,进而改变成型模具11移动的距离,调节成型装置与密封机构的相应位置。使得成型模具11可以适配更多的密封膜和肠衣膜。
弹性挡圈335为孔用弹性挡圈335,起到定位第一轴承333和第二轴承334的作用。
第一连接杆336、第二连接杆337穿过弹性挡圈335。
轴承将滑动摩擦改为滚动摩擦,降低了摩擦损耗,同时轴承能承受一定的径向载荷,不易损坏。
具体的,所述第三连接杆338与第一座子331和第二座子332之间通过螺纹连接;所述第三连接杆338上设有转动第三连接杆338的转动凸起。
具体的,所述集束机构1的数量为两个,分别为左侧集束机构15和右侧集束机构16;所述左侧集束机构15和右侧集束机构16相对设置;所述左侧集束机构15和右侧集束机构16的结构相同。
左侧集束机构15和右侧集束机构16的结构相同。
包装机4上设有两个集束机构1,分别为左侧集束机构15和右侧集束机构16。
一种包装机4,上述成型装置设置在包装机4上。
工作原理:
成型模具11材质为LY14(硬铝),且不限于此牌号材质。
左集束板叶片113固定在成型模具11的上集束板双边定位槽12和下集束板双边定位槽13内,成型模具11固定在第一托架31上,第一座子331内装有第一轴承333,第一轴承333的数量为两个,两个第一轴承333之间通过轴套339分隔,第一轴承333两端用孔用弹性挡圈335定位,销钉将第一托架31与第一座子331连接,第一托架31、第一座子331可在销钉上自由旋转,螺杆一端与第一座子331固定,另一端与第二座子332固定,第二座子332内装有第二轴承334,第二轴承334的数量为两个,两个第二轴承334间隔轴套339设置,第二轴承334两端用孔用弹性挡圈335定位,销钉将第二座子332与第二托架32连接,第二座子332、第二托架32可在销钉上自由旋转,第二托架32中部与成型装置转动轴34固定,第二托架32相对于成型装置转动轴34不可旋转,另一端用销钉与关节轴承35连接,关节轴承35用于带动右侧集束机构16与左侧集束机构15同步运行。
当设备正常运转时,包装机4上设有的常规驱动机构带动凸轮(现有包装机4上的常规结构)旋转,凸轮从动件带动成型装置转动轴34正、逆时针反复转动,第二托架32与成型装置转动轴34(成型装置转动轴34为带动成型装置往复移动的轴)同步做正、逆时针反复转动,通过螺杆和第一座子331以及第二座子332将旋转运动转化成第一托架31往复直线运动,第一托架31靠近包装机往复箱上底板45的一侧设有滑块,包装机往复箱上底板45上设有滑轨,滑块与滑轨配合,滑块在滑轨上做直线往复运动。螺杆用于调节成型装置与前侧密封机构41和后侧密封机构42的相应位置。设备正常集束时,密封膜成型装置43将切断后的密封膜压到成型装置U型槽内,成型装置通过真空气孔22和U型槽将密封膜吸附在U型槽轮廓内,使密封膜保持“U”字形状,左侧集束机构15和右侧集束机构16同步向中间运动,成型装置上集束板叶片113将肠体经过挤空的部位进行集束,同时将成型装置U型槽内吸附的密封膜压紧在经过集束的肠体外侧。前侧密封装置和后侧密封装置进行密封,切刀机构44将密封好的产品分割。其中第一轴承333和/或第二轴承334可替换为铜套或者钢套,根据使用环境和加工工艺要求,可适当的调整,相对于铜套和钢套,轴承将滑动摩擦改为滚动摩擦,降低了摩擦损耗,同时轴承能承受一定的径向载荷,不易损坏。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种成型装置及含有该成型装置的包装机
- 一种卷膜成型装置以及一种卷膜包装机