高速钢工具及其加钨方法
文献发布时间:2023-06-19 10:54:12
技术领域
本发明涉及焊接技术领域,特别涉及一种高速钢和钨钢间接融合的五金工具及加工方法。
背景技术
高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,也可制造高温轴承和冷挤压模具等。对于硬度要求更高的用具而言,通用高速钢也无法实现满足,或使用寿命较短。
在相关技术中,通用高速钢的性能已不复使用,高性能高速钢和粉末冶金高速钢相继出现,使高速钢刀具材料的性能得到了很大提高。
然而,高性能高速钢和粉末冶金高速钢的制备工艺更为复杂,若无法精准控制淬火和回火的时间和温度,无法转变残余奥氏体,会进一步影响高速钢的性能。
发明内容
本发明提供了一种高速钢工具及其加钨方法,能够解决相关技术中高性能高速钢制备工艺复杂的问题。所述技术方案如下:
一方面,提供了一种高速钢工具,所述高速钢工具包括高速钢本体,所述高速钢本体分为作业端和连接端,所述连接端用于外连组合件,所述作业端用于加工模具配件用;
所述作业端硬度要求大于所述连接端,所述高速钢本体处喷射有钨钢膜。
可选的,所述钨钢膜喷射前为颗粒状态,所述作业端喷射前为淬火阶段,所述淬火阶段下所述作业端的温度高于所述颗粒状态下所述钨钢膜的温度。
可选的,所述作业端的含钨量为12~18%,所述连接端的含钨量为9~15%,且所述作业端的含钨量高于所述连接端的含钨量。
另一方面,提供了一种高速钢工具的加钨方法,高速钢工具的加钨方法适用于上述所述的高速钢工具,所述方法包括:
对所述钨钢本体进行淬火操作,所述淬火操作的温度在800℃~850℃之间;
通过喷射机将钨钢颗粒喷射于所述钨钢本体的作业端处;
完成喷射后,对所述高速钢工具进行冷却处理。
可选的,所述通过喷射机将钨钢颗粒喷射于所述钨钢本体的作业端处,包括:
将所述喷射机进行固定;
将所述钨钢本体的作业端固定于旋转支架处;
将所述喷射机的喷头对准所述作业端的起始位置开始喷射所述钨钢颗粒,所述旋转支架旋转并位移,直至所述作业端完成喷射。
本发明可以带来的有益效果:
本发明中,针对现有技术的缺陷和不足,提供一种高速钢工具,改变制备高性能高速钢的思路,对通用高速钢进行钨钢膜的喷射处理,通过硬度更强的钨钢对高速钢一端进行硬度加强;且在相关技术中,由于熔点不同问题,钨钢与高速钢的直接融合是存在极大的困难的,本发明通过喷射工艺实现对钨钢与高速钢的融合,实现不同熔点材料间的有效连接。
附图说明
图1示出了本发明一个示例性实施例示出的高速钢工具的结构示意图;
图2示出了本发明一个示例性实施例示出的高速钢工具的加钨方法的流程图;
图3示出了本发明另一个示例性实施例示出的高速钢工具的加钨方法的流程图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
在本文中提及的“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,A和/或B,可以表示:单独存在A,同时存在A和B,单独存在B这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。
实施例1
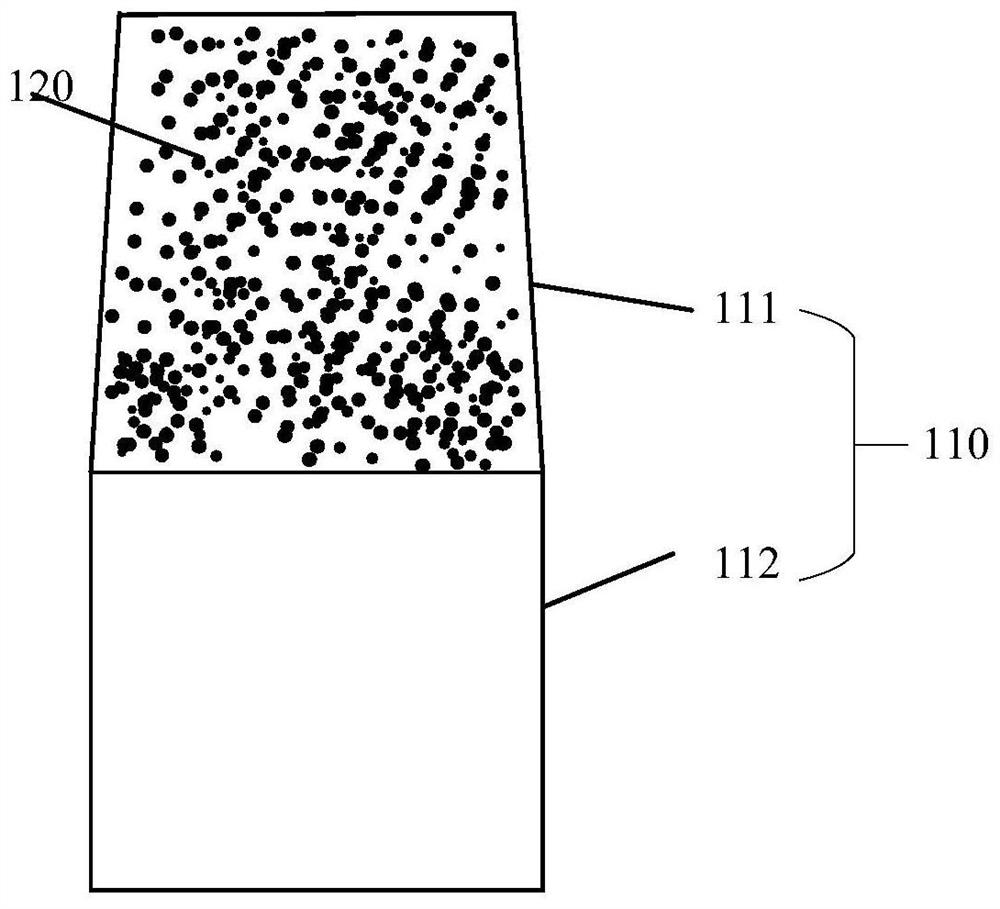
如图1所示,示出了本发明一个示例性实施例示出的高速钢工具的结构示意图。
高速钢工具包括高速钢本体110,高速钢本体分为作业端111和连接端112,连接端112用于外连组合件,作业端111用于加工模具配件用。
作业端111硬度要求大于连接端112,高速钢本体110处喷射有钨钢膜120。
可选的,钨钢膜120喷射前为颗粒状态,作业端111喷射前为淬火阶段,淬火阶段下作业端111的温度高于颗粒状态下钨钢膜120的温度。
可选的,作业端111的含钨量为12~18%,连接端112的含钨量为9~15%,且作业端111的含钨量高于连接端112的含钨量。
综上,本发明中,针对现有技术的缺陷和不足,提供一种高速钢工具,改变制备高性能高速钢的思路,对通用高速钢进行钨钢膜的喷射处理,通过硬度更强的钨钢对高速钢一端进行硬度加强;且在相关技术中,由于熔点不同问题,钨钢与高速钢的直接融合是存在极大的困难的,本发明通过喷射工艺实现对钨钢与高速钢的融合,实现不同熔点材料间的有效连接。
实施例2
如图2所示,示出了本发明一个示例性实施例示出的高速钢工具的加钨方法的流程图,高速钢工具的加钨方法适用于上述所述的高速钢工具。该方法包括:
步骤201,对钨钢本体进行淬火操作,淬火操作的温度在800℃~850℃之间。
步骤203,通过喷射机将钨钢颗粒喷射于钨钢本体的作业端处。
步骤203,完成喷射后,对高速钢工具进行冷却处理。
综上,本申请实施例介绍了对高速钢工具的加钨处理方法,其中,淬火操作考虑钨钢的熔点进行设置,淬火温度即钨钢熔融状态下的温度,由此,可以不对钨钢进行处理,而借助淬火操作下的温度进行熔融,从而快速与高速钢进行融合。
实施例3
如图3所示,示出了本发明另一个示例性实施例示出的高速钢工具的加钨方法的流程图,高速钢工具的加钨方法适用于上述的高速钢工具。该方法包括:
步骤301,对钨钢本体进行淬火操作,淬火操作的温度在800℃~850℃之间。
步骤302,将喷射机进行固定。
步骤303,将钨钢本体的作业端固定于旋转支架处。
步骤304,将喷射机的喷头对准作业端的起始位置开始喷射钨钢颗粒,旋转支架旋转并位移,直至作业端完成喷射。
步骤305,完成喷射后,对高速钢工具进行冷却处理。
综上,本申请实施例介绍了对高速钢工具的加钨处理方法,其中,淬火操作考虑钨钢的熔点进行设置,淬火温度即钨钢熔融状态下的温度,由此,可以不对钨钢进行处理,而借助淬火操作下的温度进行熔融,从而快速与高速钢进行融合;此外,通过旋转支架实现自动化喷射,进一步提高喷射效率。
以上所述仅为本发明的可选实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 高速钢工具及其加钨方法
- 一种高钨钒高速钢耐磨轧辊及其制造方法