一种热轧带钢跑偏的在线检测方法
文献发布时间:2023-06-19 10:58:46
技术领域
本发明涉及板带轧制自动化技术领域,特别是指一种热轧带钢跑偏的在线检测方法。
背景技术
板带材产品作为不可缺少的一种原材料,其应用于工业、农业、商业、制造业等各个领域,如汽车制造、农具机械、电子产品、食品包装以及仪器装备等,为我们的工作与生活提供了巨大的便捷。
目前我国钢铁产量稳居第一,但是其中存在一个很大的问题是普通钢产能过剩,高级合金钢,抗疲劳高强钢,耐高温、抗辐射钢及特种钢等具有高附加值、高技术含量的高端钢材严重依赖进口。究其原因,板形问题成为困扰这些高精度板中间坯生产效率及产品质量的主要问题之一。近年来,随着人们在精轧阶段的板形理论、检测与控制等方面做了大量的研究,板带产品的几何尺寸精度、加工性能及表面质量得到了大大地提高,热轧板形质量成为了评价热轧质量的主要指标之一。板形质量差,不仅会使产品不合格,而且影响后续的轧制过程,加大板形控制的难度。不良板形主要分为对称板形和非对称板形,对于热连轧来说,对称板形的控制模型和控制系统已基本满足要求,其自动化水平和控制的精度已达到较高的水平。但是对于非对称板形,其诱发原因和控制模型的研究还存在不足,导致目前仍没有相对成熟的在线检测系统,其控制过程主要依赖于操作工人的主观判断与个人经验,存在很大的偏差与不稳定性。
精轧机组内带钢运行速度快,在轧制薄规格产品时,直接或间接影响轧制稳定性最主要的因素是带钢跑偏。带钢机架间跑偏是沿轧件宽度方向金属三维变形的不均匀造成的尺寸精度与内应力偏差缺陷,不仅会造成成品的质量问题,而且会影响整个轧制过程的连续性与稳定性。
带钢跑偏会造成带钢楔形指标的波动,在薄规格轧制过程中极易产生机架间浪形,影响带钢质量,严重时会造成机架间甩尾和堆钢事故,对带钢表面造成划伤,产生边损等缺陷,造成成材率的降低和产品降级,同时会对轧辊、导卫等设备造成损害,而目前机架间带钢的跑偏没有有效监测手段,仅在精轧出口测宽仪处能够得到中心线偏移数据,正是基于目前的生产现状和需求,设计开发精轧机组机架间跑偏检测系统显得尤为重要。
采用机器视觉技术,建立一套包括摄像机、处理器等在内的机器视觉系统,使用相机对运动中的带钢进行实时拍摄,建立带钢跑偏检测方法,从而实时的对带钢跑偏量进行检测。
发明内容
本发明要解决的技术问题是提供一种热轧带钢跑偏的在线检测方法。
该方法采用机器视觉技术,利用双目线阵相机对带钢图像进行实时采集,对带钢的实时宽度及跑偏量进行计算,并有效的消除活套角度摆动对检测结果的影响,最后增加相机误差补偿保证检测精度。
具体包括步骤如下:
S1:对相机进行畸变矫正与标定:
对面阵相机畸变矫正算法进行优化,得到线阵相机畸变矫正模型,采用黑白条纹图案对线阵相机进行畸变矫正,再通过双目线阵相机静态标定方法对两台线阵相机进行标定,确定标定平面以及标定平面内的轧制中心线,并得到双目线阵相机检测的外部参数:相机像素坐标与世界坐标之间比例系数n
S2:采集带钢图像,并提取带钢边缘:
控制两台相机采集同一时刻同一位置带钢图像,采用Canny算子与亚像素边缘检测算子相结合的方式对采集到的带钢图像进行边缘检测,分别得到两台相机带钢图像在采集时刻的左右边缘的像素坐标;
S3:计算被检测带钢宽度以及带钢相对于轧制中心线的跑偏量。
其中,S3具体为:
S31:计算两台相机传感器中心点距离所采集带钢图像左右边缘的像素长度,计算方法如下:
其中,p—线阵相机行方向的像素总数量,单位为1;
lcL、lcR—像素坐标系中,左侧相机所采集带钢图像的左边缘和右边缘坐标,单位为“像素”;
rcL、rcR—像素坐标系中,右侧相机所采集带钢图像的左边缘和右边缘坐标,单位为“像素”;
l
l
S32:利用标定完成的外部参数,计算l
w
其中,w
d—相机传感器每个像素点实际宽度,单位为mm;
对于每台相机,有H=n
其中,H—相机光心距离标定平面长度,单位为mm;
f—标定所得内部参数,表征相机焦距,单位为mm;
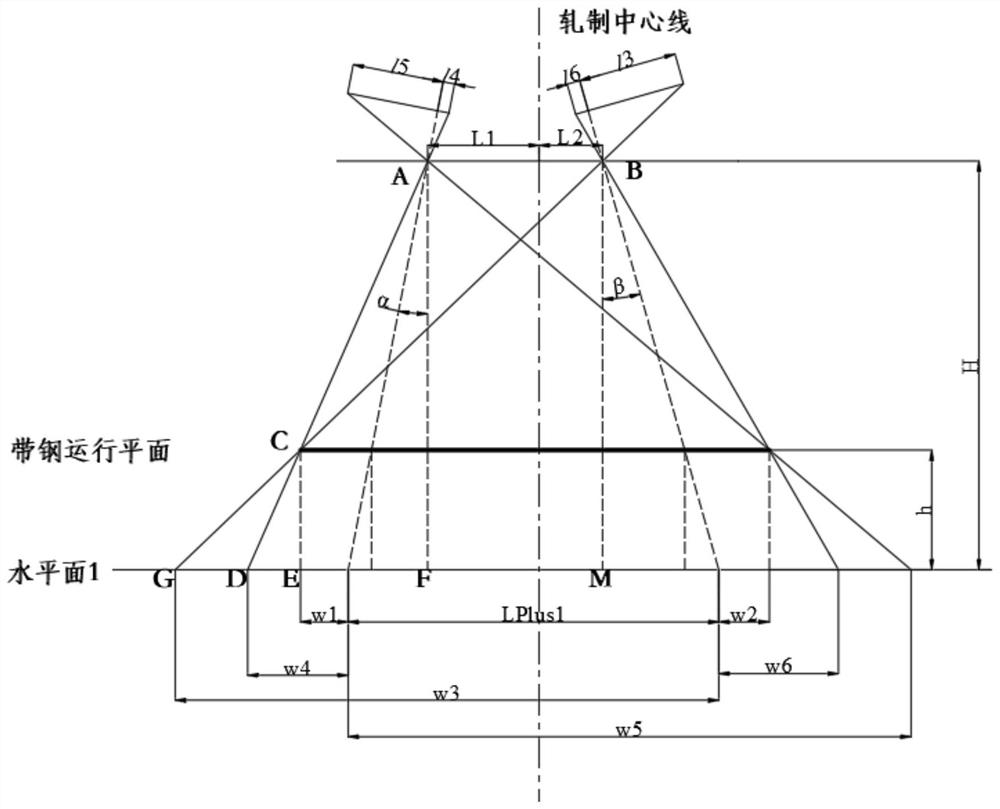
S33:世界坐标系中,计算左侧相机光轴与标定平面的交点至带钢在标定平面投影的左侧边缘的距离w
由相机成像原理及双目相机成像几何关系可得:
则
其中,α、β—相机外部参数,通过标定获得,分别表征两台相机光轴相对于竖直平面的倾斜角度,单位为°;
h—带钢运行平面与标定平面之间的距离,单位为mm;
LPlus
S34:世界坐标系中,计算右侧相机光轴与标定平面的交点至带钢在标定平面投影的右侧边缘的距离w
由相机成像原理及双目相机成像几何关系可得:
则
S35:由双目相机成像几何原理可知,被检测带钢宽度W为:
被检测带钢相对于轧制中心线的跑偏量为两台相机所对应带钢边缘到轧制中心线距离之差的一半,则跑偏量D为:
其中,LMinus
该方法所用的双目线阵相机布置于轧机上方,对两机架之间带钢进行采集与检测。
由于轧制过程中活套角度的变化,导致带钢高度上的不停变化,最终导致世界坐标与图像坐标之间的转换出现误差,因此造成检测误差。本发明能够有效消除上述误差,从而使检测结果更加精确,该方法带钢宽度与跑偏检测精度为±2mm。
本发明的上述技术方案的有益效果如下:
上述方案中,采用机器视觉的非接触式检测方法,消除现场长期存在的对于带钢跑偏主观臆断问题的同时具有较高的检测精度,使用双目相机消除轧制过程中活套高度变化造成的影响,并通过检测模型有效消除相机安装位置带来的检测误差。
本发明的特点是:1.采用线阵相机进行检测,在保证带钢采样频率的同时保证传输及存储图像的稳定性;2.采用双目线阵相机进行检测,能够有效消除轧制过程中活套角度的变化对检测精度的影响;3.在相机的安装误差中,两台相机的侧倾角度对检测结果影响最大,此发明涉及的检测方法对两台相机的侧倾角度误差进行了有效的补偿;4.检测精度可达到±2mm,满足轧制现场对于跑偏检测的精度要求。
该方法用于实时检测热轧产线精轧机组的带钢跑偏,从而为精轧带钢跑偏控制提供有效依据。
附图说明
图1为本发明实施例中热轧带钢跑偏的在线检测方法的双目线阵相机检测原理示意图。
具体实施方式
为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
本发明提供一种热轧带钢跑偏的在线检测方法。
该方法采用机器视觉技术,利用双目线阵相机对带钢图像进行实时采集,对带钢的实时宽度及跑偏量进行计算,并有效的消除活套角度摆动对检测结果的影响,最后增加相机误差补偿保证检测精度。
具体包括步骤如下:
S1:对相机进行畸变矫正与标定:
对面阵相机畸变矫正算法进行优化,得到线阵相机畸变矫正模型,采用黑白条纹图案对线阵相机进行畸变矫正,再通过双目线阵相机静态标定方法对两台线阵相机进行标定,确定标定平面以及标定平面内的轧制中心线,并得到双目线阵相机检测的外部参数:相机像素坐标与世界坐标之间比例系数n
S2:采集带钢图像,并提取带钢边缘:
控制两台相机采集同一时刻同一位置带钢图像,采用Canny算子与亚像素边缘检测算子相结合的方式对采集到的带钢图像进行边缘检测,分别得到两台相机带钢图像在采集时刻的左右边缘的像素坐标;
S3:计算被检测带钢宽度以及带钢相对于轧制中心线的跑偏量。
下面结合具体实施例予以说明。
具体检测中,原理如图1所示,具体包括步骤如下:
S1:对相机进行畸变矫正与标定。
对面阵相机畸变矫正算法进行优化,得到线阵相机畸变矫正模型,采用黑白条纹图案对线阵相机进行畸变矫正。并通过双目线阵相机静态标定方法对两台线阵相机进行标定,确定标定平面以及标定平面内的轧制中心线。并得到双目线阵相机检测的外部参数与内部参数数值如下表所示:
表1相机标定参数值
S2:采集带钢图像,并提取带钢边缘。
控制两台相机采集同一时刻同一位置带钢图像,采用Canny算子与亚像素边缘检测算子相结合的方式对采集到的带钢图像进行边缘检测,分别得到两台相机带钢图像在采集时刻的左右边缘的像素坐标。
S3:计算被检测带钢宽度以及带钢相对于轧制中心线的跑偏量。
S3-a:计算两台相机传感器中心点距离所采集带钢图像左右边缘的像素长度,计算方法如下:
式中:
p—线阵相机行方向的像素总数量,单位为1;
lcL、lcR—像素坐标系中,左侧相机所采集带钢图像的左右边缘坐标,单位为“像素”;
rcL、rcR—像素坐标系中,右侧相机所采集带钢图像的左右边缘坐标,单位为“像素”;
l
l
S3-b:利用标定完成的外部参数,计算l
式中:
n
d—相机传感器每个像素点实际宽度,单位为mm。
由小孔成像原理,对于每台相机,都有如下等式:
H=88.518×26.095=2309.877mm
式中:
H—相机光心距离标定平面长度,单位为mm;
f—标定所得内部参数,表征相机焦距,单位为mm。
S3-c:世界坐标系中,计算左侧相机光轴与标定平面的交点至带钢在标定平面投影的左侧边缘的距离w
由相机成像原理及双目相机成像几何关系可得:
式中:
α、β—相机外部参数,可通过标定获得,表征两台相机光轴相对于竖直平面的倾斜角度,单位为°;
h—带钢运行平面与标定平面之间的距离,单位为mm;
LPlus
最终通过计算可以得到w
S3-d:世界坐标系中,计算右侧相机光轴与标定平面的交点至带钢在标定平面投影的右侧边缘的距离w
由相机成像原理及双目相机成像几何关系可得:
最终通过计算可以得到w
S3-e:由双目相机成像几何原理可知,被检测带钢宽度W可通过如下公式求得:
W=w
=367.132+699.029+335.435
W=1401.6mm
被检测带钢相对于轧制中心线的跑偏量为两台相机所对应带钢边缘到轧制中心线距离之差的一半,则跑偏量D可通过如下公式求得:
D=-64.326mm
式中:
负号表示带钢向传动侧方向跑偏。
LMinus
至此,完成最终精轧带钢宽度与带钢相对于轧制中心线的位置检测。
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种热轧带钢跑偏的在线检测方法
- 一种用于热轧带钢跑偏量检测的灰度自适应方法