一种数据采集方法、介质、电子设备及机床
文献发布时间:2023-06-19 11:08:20
技术领域
本发明属于数控机床领域,涉及一种数据采集方法,特别是涉及一种数据采集方法、介质、电子设备及机床。
背景技术
目前,主轴作为数控机床的核心部件,在极大的程度上影响着机床的加工精度和效率。随着主轴的转动,主轴和电机的各传动部件之间会由于相互摩擦而导致发热量和温度的不断变化,而机床与外部环境间的热交换速率也会不断变化,这些因素都会导致机床的主轴热伸长量不断变化。
对于一些尺寸在深度方向(Z轴负方向)精度要求比较高的零件,主轴在深度方向伸长会严重影响加工精度。大量的研究表明,精密加工中,机床的热变形所引起的制造误差占总误差的40%-70%,是影响机床加工精度的最主要因素之一,已引起国内外大量学者的关注和研究。
而在众多减少机床热伸长量的方式中,通过模型进行热误差补偿的方法,无需改变机械和主轴的结构,成本相对较低,并且实现较为简单,在模型精度足够的情况下通过补偿误差后的精度也能达到更高。在热误差补偿技术中,目前的核心问题和技术难点是建立预测精度高、鲁棒性强的数学模型。而要想得到预测精度高的热误差补偿数学模型,必须获取到精确的温度、转速等相关因素和热误差之间的对应关系,而获取这些数据的难点在于如何准确采集到实际加工或与实际加工相似工况下的主轴热伸长量。
现有技术中,数控机床主轴热伸长量的一种测量方法是:在主轴箱下端的主轴端盖上安装非接触式的位移传感器,通过位移传感器在主轴旋转过程中测量热伸长量。然而,发明人在实际应用中发现,主轴发热后其整体会向深度方向伸长,而安装于主轴箱体上的非接触式传感器只能测出动子相对主轴箱的热伸长量,而无法获取主轴在深度方向的总体伸长量,因此,现有的主轴热伸长量测量方法的精度不高,根据其测量数据建立的模型同样难以取得较高的预测精度。
发明内容
鉴于以上所述现有技术的缺点,本发明的目的在于提供一种数据采集方法、介质、电子设备及机床,用于解决现有技术对主轴热伸长量的测量精度不高的问题。
为实现上述目的及其他相关目的,本发明的第一方面提供一种数据采集方法,应用于机床的可编程逻辑控制器,所述机床还包括数控系统、数据采集模块和刀尖点位置测量工具,所述数据采集方法包括:监测机床的运行状态;当机床处于正常运行状态时,周期性地向所述数控系统发送中断请求,以使所述数控系统根据所述中断请求中断机床的运行程序并向所述可编程逻辑控制器发送一中断响应信号;在接收到所述中断响应信号以后,执行一中断逻辑;所述中断逻辑包括:向所述数据采集模块发送数据采集请求,以使所述数据采集模块在接收到所述数据采集请求以后调用一数据采集程序,并在所述数据采集程序调用完成以后向所述数控系统发送一启动信号以启动所述数据采集程序;所述数据采集程序用于控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量,且在所述数据采集程序执行完成以后向所述可编程逻辑控制器发送一采集完成信号;在接收到所述采集完成信号以后,向所述数控系统发送返回信号,以使所述数控系统在接收到所述返回信号以后继续执行所述机床的运行程序。
于所述第一方面的一实施例中,所述中断请求包括复位信号和虚拟中断信号;在接收到所述中断请求以后,所述数控系统根据所述复位信号完成复位,并根据所述虚拟中断信号中断所述机床的运行程序。
于所述第一方面的一实施例中,所述数据采集方法还包括:在请求中断机床的运行程序时,如果机床处于无法中断的状态,终止本次中断请求;和/或在执行所述中断逻辑的过程中,如果机床处于异常状态,退出所述中断逻辑。
于所述第一方面的一实施例中,在任一周期内,根据所述刀尖点的位置获取机床的主轴热伸长量的实现方法包括:根据该周期内获取的刀尖点的位置和冷态下的刀尖点位置,获取该周期内的主轴热伸长量。
于所述第一方面的一实施例中,所述机床还包括数据采集工具;所述数据采集程序还用于控制所述数据采集工具获取机床的主轴热伸长量相关数据。
本发明的第二方面提供另一种数据采集方法,应用于机床的数控系统,所述机床还包括可编程逻辑控制器、数据采集模块和刀尖点位置测量工具,所述数据采集方法包括:获取所述可编程逻辑控制器发送的中断请求;根据所述可编程逻辑控制器发送的中断请求中断机床的运行程序,并向所述可编程逻辑控制器发送一中断响应信号,以使所述可编程逻辑控制器在接收到所述中断响应信号以后执行一中断逻辑;在接收到所述可编程逻辑控制器发送的启动信号以后,启动一数据采集程序;所述数据采集程序用于控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量,且在所述数据采集程序执行完成以后向所述可编程逻辑控制器发送一采集完成信号;在接收到所述可编程逻辑控制器发送的返回信号以后,继续执行所述机床的运行程序;所述中断逻辑包括:向所述数据采集模块发送数据采集请求,以使所述数据采集模块在接收到所述数据采集请求以后调用所述数据采集程序,并在所述数据采集程序调用完成以后向所述数控系统发送一启动信号;在接收到所述采集完成信号以后,向所述数控系统发送所述返回信号。
本发明的第三方面提供又一种数据采集方法,应用于机床的数据采集模块,所述机床还包括可编程逻辑控制器、数控系统和刀尖点位置测量工具,所述数据采集方法包括:设置刀尖点位置测量工具的开始测量位置;在所述可编程逻辑控制器执行中断逻辑时,获取所述可编程逻辑控制器发送的数据采集请求并调用一数据采集程序;所述数据采集程序用于控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量,且在所述数据采集程序执行完成以后向所述可编程逻辑控制器发送一采集完成信号;所述中断逻辑包括:向所述数据采集模块发送所述数据采集请求,并在所述数据采集程序调用完成以后向所述数控系统发送一启动信号以启动所述数据采集程序;在接收到所述采集完成信号以后,向所述数控系统发送返回信号,以使所述数控系统在接收到所述返回信号以后继续执行所述机床的运行程序。
本发明的第四方面提供一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现本发明第一方面、第二方面和/或第三方面任一项所述的数据采集方法。
本发明的第五方面提供一种电子设备,所述电子设备包括:存储器,其上存储有计算机程序;处理器,与所述存储器通信相连,用于执行所述计算机程序时实现本发明第一方面、第二方面和/或第三方面任一项所述的数据采集方法。
本发明的第六方面提供一种机床,所述机床包括:可编程逻辑控制器,用于实现本发明第一方面任一项所述的数据采集方法;数控系统,与所述可编程逻辑控制器通信相连,用于实现本发明第二方面所述的数据采集方法;数据采集模块,与所述可编程逻辑控制器和所述数控系统通信相连,用于实现本发明第三方面所述的数据采集方法;刀尖点位置测量工具,与所述可编程逻辑控制器和所述数控系统通信相连,用于获取刀尖点的位置。
如上所述,本发明所述数据采集方法、介质、电子设备及机床的一个技术方案具有以下有益效果:
于所述数据采集方法中,所述数据采集模块执行所述数据采集程序时,能够控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量。因此,所述主轴热伸长量是根据刀尖点的位置得到,其包含了动子相对主轴箱的热伸长量、主轴箱热伸长量、刀具热伸长量及机床Z向丝杠热伸长量等,因而具有更高的准确度和可靠性。
附图说明
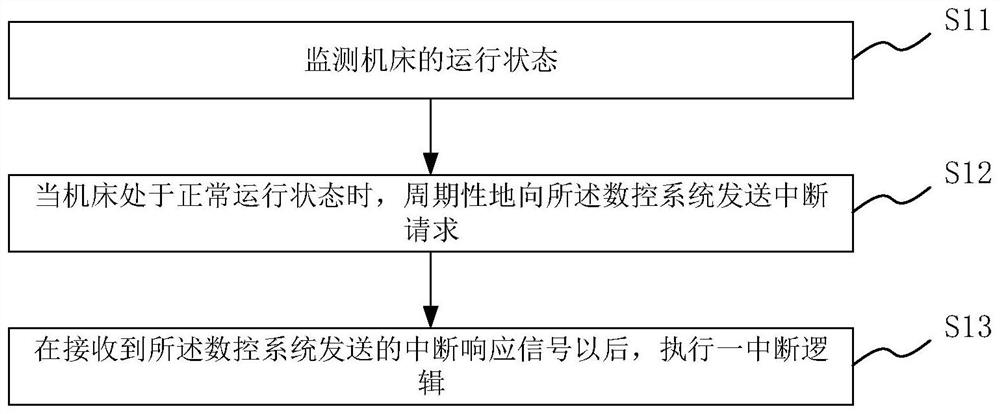
图1A显示为本发明所述数据采集方法于一具体实施例中的流程图。
图1B显示为本发明所述数据采集方法于一具体实施例中步骤S13的流程图。
图2显示为本发明所述数据采集方法于另一具体实施例中的流程图。
图3显示为本发明所述数据采集方法于又一具体实施例中的流程图。
图4显示为本发明所述数据采集方法于一具体实施例中获取的主轴热伸长量曲线图。
图5显示为本发明所述机床于一具体实施例中的结构示意图。
图6显示为本发明所述机床于一具体实施例中执行数据采集方法的示意图。
元件标号说明
5 机床
51 可编程逻辑控制器
52 数控系统
53 数据采集模块
54 刀尖点位置测量工具
S11~S13 步骤
S131~S132 步骤
S21~S24 步骤
S31~S32 步骤
具体实施方式
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,图示中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。此外,此外,在本文中,诸如“第一”、“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。
现有技术中,数控机床主轴热伸长量的一种测量方法是:通过在主轴箱下端的主轴端盖上安装非接触式位移传感器,通过位移传感器在主轴旋转过程中测量热伸长量。然而,主轴发热后其整体会向深度方向伸长,而安装于主轴箱体上的非接触式位移传感器只能测出动子相对主轴箱的热伸长量,而无法获取主轴在深度方向的总体伸长量,因此,现有的主轴热伸长量测量方法的精度不高,根据其测量数据建立的模型同样难以取得较高的预测精度。
现有技术中数控机床主轴热伸长量的另一种测量方法是:在机床主轴上安装检棒并将非接触式位移传感器固定安装在工作台上,通过控制检棒以不同的速度旋转并利用非接触式位移传感器测量检棒底端和侧面的位置变化。然而,这种测量方法不能移动X、Y、Z轴,且受到实际加工环境(例如冷却液、换刀等动作)的约束,无法获得实际加工中的热伸长量。再者,这种测量方法对于测量程序有很大的局限性,在测量过程中主轴只能长时间的在固定位置空转,无法预测加工过程中的Z向丝杆及其他传动副的热伸长量。相对应的,采集数控加工中心热伸长量的仪器和设备受限于使用主轴旋转以及各轴运动的不便。
此外,以上两种测量方法中采用的位移传感器的价格往往较高且安装不便,很难大批量应用于实际生产中。因此,现有方法中还没有一种使用简单、方便可靠同时还能保证测量精度的仪器。
针对上述问题,本发明提供一种数据采集方法。于所述数据采集方法中,所述数据采集程序在执行时能够控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量。因此,所述主轴热伸长量是根据刀尖点的位置得到,其包含了动子相对主轴箱的热伸长量、主轴箱热伸长量、刀具热伸长量及机床Z向丝杠热伸长量等,且所述数据采集方法能够采集实际加工或与实际加工类似情况下的热伸长量,因而具有更高的准确度和可靠性。此外,所述数据采集方法能够周期性地采集到机床运行程序过程中数控机床的X、Y和Z三个方向的热伸长量,极大地简化了传统仪器依靠人工采集的不便,并且对于机床进给轴是否在移动无特殊的要求,同时解决了传统测量方法只能在同一点转动主轴的弊端。
于本发明的一实施例中,所述数据采集方法应用于机床的可编程逻辑控制器(Programmable Logic Controller,PLC)。除所述可编程逻辑控制器以外,所述机床还包括数控系统(CNC)、数据采集模块和刀尖点位置测量工具;其中,所述数据采集模块例如为一基于CNC开发的数据采集APP;所述刀尖点位置测量工具包括但不限于对刀仪、测头等。具体地,请参阅图1A,于本发明的一实施例中,所述数据采集方法包括:
S11,监测机床的运行状态。
S12,当机床处于正常运行状态时,周期性地向所述数控系统发送中断请求,以使所述数控系统根据所述中断请求中断机床的运行程序并向所述可编程逻辑控制器发送一中断响应信号。其中,所述机床的运行程序可以为机床正常工作时所运行的工作程序,也可以为机床在建模过程中所运行的建模程序。
S13,在接收到所述数控系统发送的中断响应信号以后,执行一中断逻辑。
具体地,请参阅图1B,本实施例中所述中断逻辑包括:
S131,向所述数据采集模块发送数据采集请求,以使所述数据采集模块在接收到所述数据采集请求以后调用一数据采集程序;并且,在所述数据采集程序调用完成以后,向所述数控系统发送一启动信号以启动所述数据采集程序;所述数据采集程序用于控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量,且在所述数据采集程序执行完成以后向所述可编程逻辑控制器发送一采集完成信号。其中,所述采集完成信号由所述数据采集模块发送。
可选地,在任一周期内,根据所述刀尖点的位置获取机床的主轴热伸长量的实现方法包括:根据该周期内获取的刀尖点的位置和冷态下的刀尖点位置,获取该周期内的主轴热伸长量。例如,可以用该周期内获取的刀尖点的位置减去所述冷态下的刀尖点位置即可获得该周期内的主轴热伸长量。
优选地,本实施例采用对刀仪或测头来获取刀尖点的位置。此时,本实施例对主轴热伸长量的采集级精度能够达到0.02mm,因而本实施例所述的数据采集方法具有较高的采集精度。此外,采用对刀仪或测头时,所述数据采集方法不易受到机床内部加工环境的影响,实际使用优势较为明显。
S132,在接收到所述采集完成信号以后,向所述数控系统发送返回信号,以使所述数控系统在接收到所述返回信号以后继续执行所述机床的运行程序。其中,所述数控系统在接收到所述返回信号以后,首先返回所述运行程序在中断以前的位置,其后从该位置开始继续执行所述运行程序。此后,所述可编程逻辑控制器返回步骤S11继续执行所述数据采集方法。
本实施例中,只有接收到所述中断响应信号以后才执行所述中断逻辑,从而确保了在信号交互过程中,只有机床处于安全状态后才给数据采集模块发出数据采集请求并调用所述数据采集程序。
根据以上描述可知,所述数据采集程序在执行时能够控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量。因此,本实施例中主轴热伸长的采集点为主轴刀具的刀尖点,该点为加工点的绝对位置,能够保证采集的对象处于整个伸长环节的最终端,故本实施例中获取的主轴热伸长量包含了动子相对主轴箱的热伸长量、主轴箱热伸长量、刀具热伸长量及机床Z向丝杠热伸长量等,且所述数据采集方法能够采集实际加工或与实际加工类似情况下的热伸长量,因而具有更高的准确度和可靠性。并且,所述数据采集方法能够周期性地采集到的机床运行程序过程中数控机床的X、Y、Z三个方向的热伸长量,极大地简化了传统仪器依靠人工采集的不便,并且对于机床进给轴是否在移动无特殊的要求,同时解决了传统测量方法只能在同一点转动主轴的弊端。
此外,对于机床本身配置有对刀仪或测头的数控机床,只需升级可编程逻辑控制器及安装包即可实现所述数据采集方法,对机床的改进较小且容易实现。并且,传统的测量方式需要安装高精度的位移传感器,并且还需要专门的辅助安装仪器,而本实施例则只需要使用对刀仪等刀尖点位置测量工具,硬件成本相对较低。
于本发明的一实施例中,所述中断请求包括复位信号和虚拟中断信号;在接收到所述中断请求以后,所述数控系统根据所述复位信号完成自身的复位,并根据所述虚拟中断信号中断所述机床的运行程序。
于本发明的一实施例中,所述数据采集方法还包括:在请求中断机床的运行程序时,如果机床处于无法中断的状态,例如,机床正在执行机床换刀或者其他不能中断的动作,终止本次中断请求,直到机床跳出该无法中断的状态,然后在下一周期再次请求中断机床的运行程序。
于本发明的一实施例中,所述数据采集方法还包括:在执行所述中断逻辑的过程中,所述可编程逻辑控制器持续对机床的运行状态进行监控,如果发现机床处于异常状态,则自动退出所述中断逻辑,以便确保机床在出现异常状态时的安全,从而确保机床只有在正常的状态下才对运行程序进行中断。所述异常状态例如为机床复位或者急停等跳出所述运行程序的状态。
于本发明的一实施例中,所述机床还包括数据采集工具;所述数据采集程序还用于控制所述数据采集工具获取机床的主轴热伸长量相关数据。其中,所述主轴热伸长量相关数据是指导致机床主轴在X、Y、Z三个方向热伸长的直接或间接因素,例如:机床的转速、功率、关键点温度等。
本实施例能够获取主轴的热伸长量以及主轴热伸长量相关数据,这两种数据可以直接用于高精度热伸长模型的建立。由于采集的精度较高,基于上述两种数据所建立的模型能够达到的预测精度也会有很大的提高。
本发明还提供另一种数据采集方法,应用于机床的数控系统。除所述数控系统以外,所述机床还包括可编程逻辑控制器、数据采集模块和刀尖点位置测量工具。请参阅图2,于本发明的一实施例中,所述数据采集方法包括:
S21,获取所述可编程逻辑控制器发送的中断请求。其中,所述可编程逻辑控制器会持续监测机床的运行状态,当监测到机床处于正常运行状态时,所述可编程逻辑控制器会周期性地向所述数控系统发送中断请求。
S22,根据所述可编程逻辑控制器发送的中断请求中断机床的运行程序,并在所述运行程序中断后向所述可编程逻辑控制器发送一中断响应信号,以使所述可编程逻辑控制器在接收到所述中断响应信号以后执行一中断逻辑。其中,所述中断逻辑包括:向所述数据采集模块发送数据采集请求,以使所述数据采集模块在接收到所述数据采集请求以后调用所述数据采集程序;并且,在所述数据采集程序调用完成以后,向所述数控系统发送一启动信号;在接收到所述采集完成信号以后,向所述数控系统发送返回信号。
S23,在接收到所述可编程逻辑控制器发送的启动信号以后,启动一数据采集程序;所述数据采集程序用于控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量,且在所述数据采集程序执行完成以后向所述可编程逻辑控制器发送一采集完成信号。
S24,在接收到所述可编程逻辑控制器发送的返回信号以后,继续执行所述机床的运行程序。具体地,所述数控系统在接收到所述返回信号以后,首先返回所述运行程序在中断以前的位置,其后从该位置开始继续执行所述运行程序。
本发明还提供第三种数据采集方法,应用于机床的数据采集模块,所述数据采集模块可以为一基于数控系统开发的数据采集APP。除所述数据采集模块以外,所述机床还包括可编程逻辑控制器、数控系统和刀尖点位置测量工具。具体地,请参阅图3,于本发明的一实施例中,所述数据采集方法包括:
S31,设置刀尖点位置测量工具的开始测量位置。
S32,在所述可编程逻辑控制器执行中断逻辑时,获取所述可编程逻辑控制器发送的数据采集请求并调用一数据采集程序;所述数据采集程序用于控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量,且在所述数据采集程序执行完成以后向所述可编程逻辑控制器发送一采集完成信号。所述可编程逻辑控制器在接收到所述采集完成信号以后,向所述数控系统发送返回信号,以使所述数控系统在接收到所述返回信号以后继续执行所述机床的运行程序。
其中,所述中断逻辑包括:向所述数据采集模块发送所述数据采集请求,并在所述数据采集程序调用完成以后向所述数控系统发送一启动信号以启动所述数据采集程序;在接收到所述采集完成信号以后,向所述数控系统发送返回信号,以使所述数控系统在接收到所述返回信号以后继续执行所述机床的运行程序。
于本发明的一实施例中,所述数据采集模块还包括一UI交互界面。用户可以通过所述UI交互界面设置刀尖点位置测量工具的开始测量位置,也可以通过所述UI交互界面设置测量方式、采样周期、测量次数等参数,还可以通过所述UI交互界面选择需要测量刀具的刀具号和刀补号。
此外,用户可以通过点击所述UI交互界面的相应按钮生成所述数据采集程序,此时,所述数据采集模块自动生成所述数据采集程序并保存在系统内部。用户可以通过单独点击执行程序来确认所述数据采集程序的位置准确且测量过程安全,并且获取到当前主轴刀长的初始值,从而完成所述数据采集程序的调试步骤。
在具体应用时,用户通过所述UI交互界面发出自动测量模式开启指令,以便启动所述主轴热伸长量的自动测量模式。在所述自动测量模式启动以后,所述可编程逻辑控制器能够同步读取到该自动测量模式的启动并开始自动对机床的运行状态进行监测,当机床处于正常运行状态时,周期性地进入中断逻辑。
当所述机床的运行程序为建模程序时,所述数据采集方法会自动周期性地中断建模程序,并通过执行数据采集程序获取主轴热伸长量以及主轴热伸长量相关数据。在所述建模程序运行结束后即可采集到机床热伸长量从上升阶段到平衡阶段再到下降到初始位置的全过程热伸长数据,在此过程中对数据的采集周期恒定,且采集精度能够精确到0.02mm以内。请参阅图4,显示为本实施例中获取的主轴热伸长量曲线,其中,横轴为时间,纵轴为主轴热伸长量。从图中可以看出,本实施例采集的主轴热伸长量曲线变化平滑、趋势明显、波动较小且具有很高的精度。
优选地,所述数据采集程序采集到的数据能够保存在机床的存储器中,例如,可以采用“日期+程序名.txt”的格式将数据保存在数控系统的固定路径下面。
基于以上对所述数据采集方法的描述,本发明还提供一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现本发明所述的数据采集方法。
基于以上对所述数据采集方法的描述,本发明还提供一种电子设备。所述电子设备包括:存储器,其上存储有计算机程序;处理器,与所述存储器通信相连,用于执行所述计算机程序时实现本发明所述的数据采集方法。所述电子设备包括可编程逻辑控制器、数控系统和/或数据采集模块。
基于以上对所述数据采集方法的描述,本发明还提供一种机床。请参阅图5,于本发明的一实施例中,所述机床5包括可编程逻辑控制器51、数控系统52、数据采集模块53和刀尖点位置测量工具54。其中,所述可编程逻辑控制器51用于实现步骤S11~S13所示的数据采集方法。所述数控系统52与所述可编程逻辑控制器51通信相连,用于实现步骤S21~S24所示的数据采集方法。所述数据采集模块53与所述可编程逻辑控制器51和所述数控系统52通信相连,用于实现步骤S31~S32所示的数据采集方法。所述刀尖点位置测量工具与所述可编程逻辑控制器51和所述数控系统52通信相连,用于获取刀尖点的位置。
请参阅图6,基于本实施例所述的机床5,所述数据采集方法包括:
S61,所述可编程逻辑控制器监测机床的运行状态,并周期性地向所述数控系统发送中断请求。
S62,所述数控系统接收到所述中断请求以后,中断机床的运行程序,并在所述运行程序中断完成以后向所述可编程逻辑控制器发送中断响应信号。
S63,所述可编程逻辑控制器接收到所述中断响应信号以后,向所述数据采集模块发送数据采集请求。
S64,所述数据采集模块接收到所述数据采集请求以后,调用数据采集程序。
S65,所述可编程逻辑控制器监测到所述数据采集程序调用完成以后,向所述数控系统发送启动信号。
S66,所述数控系统接收到所述启动信号以后,启动所述数据采集程序,以获取机床主轴的热伸长量和/或主轴热伸长量相关数据。
S67,在所述数据采集程序执行完成以后,所述数据采集模块向所述可编程逻辑控制器发送采集完成信号。
S68,所述可编程逻辑控制器接收到所述采集完成信号以后,向所述数控系统发送返回信号。
S69,所述数控系统接收到所述返回信号以后,继续执行机床的运行程序。
重复上述步骤S61~S69,直到采集到足够的数据,或者所述机床的运行程序执行完毕。
本发明所述的数据采集方法的保护范围不限于本实施例列举的步骤执行顺序,凡是根据本发明的原理所做的现有技术的步骤增减、步骤替换所实现的方案都包括在本发明的保护范围内。
本发明所述数据采集方法中,所述数据采集程序在执行过程中能够控制所述刀尖点位置测量工具获取刀尖点的位置,并根据所述刀尖点的位置获取机床的主轴热伸长量。因此,本实施例中主轴热伸长的采集点为主轴刀具的刀尖点,该点为加工点的绝对位置,能够保证采集的对象处于整个伸长环节的最终端,故本实施例中获取的主轴热伸长量包含了动子相对主轴箱的热伸长量、主轴箱热伸长量、刀具热伸长量及机床Z向丝杠热伸长量等,因而具有更高的准确度和可靠性。
综上所述,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 一种数据采集方法、介质、电子设备及机床
- 一种数据采集方法、系统、装置、电子设备及存储介质