一种多功能开箱机
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及开箱机生产技术领域,具体涉及一种多功能开箱机。
背景技术
在包装产品的过程中开箱机是必不可少的,开箱机也叫纸箱板打开装置,开箱机的工作流程是先将纸箱打开,然后将底部折合并传送至下一个工作区域,然而在现有的技术中,所生产出的开箱机存在诸多问题,比如吸盘无法吸取纸箱进行后续开箱问题等,开箱机和装箱系统不同步等导致开箱机的工作效率降低,纸箱的损坏率增加,能源消耗过多,目前市场上的开箱机,封箱机多是独立设计,单独完成各自工作。如果应用于自动装箱系统,则需要较大的纸箱输送系统来和装箱系统配合。
但现有的多功能开箱机具有以下不足:
1、其间涉及到纸箱开口方向的定位,纸箱装箱位置的定位,封箱位置的定位等重复的定位工作,降低了开箱机的工作效率;
2、造成物流线繁琐,反复定位控制繁琐的问题。
发明内容
为解决上述背景技术中提出的问题,本发明提供了一种多功能开箱机,具有快速对纸箱位置进行定位和提高开箱机工作效率的特点。
为实现上述目的,本发明提供如下技术方案:一种多功能开箱机,包括送箱输送装置,送箱输送装置的一侧设置有开箱装置,所述开箱装置的一侧设置有封箱装置,所述送箱输送装置的左侧设置有输送电机,所述送箱输送装置的上部设置有纸箱输送带,所述纸箱输送带的右侧上部设置有档箱板位置,所述送箱输送装置右侧下部设置由开箱装置,所述开箱装置上设置有取箱吸盘,所述开箱装置的外壁设置有齿轮组,所述齿轮组的外壁设置有开箱吸盘,所述开箱装置的外壁设置有开箱电机,所述开箱装置的左侧设置有第一驱动电机;
所述封箱装置的内部包括有第一封箱装置元件、第二封箱装置元件和第三封箱装置元件,所述封箱装置的上部设置有前后封箱机芯,所述前后封箱机芯的上部设置有上封箱轨道,所述上封箱轨道的上部设置有上折盖轨道,所述封箱装置的一侧设置有第二驱动电机,所述封箱装置内设置有封箱输送带,所述第三封箱装置元件的左侧设置有装箱平台,所述封箱装置右侧设置有前后封箱机芯,所述前后封箱机芯上部链条传动装置,所述链条传动装置包括调节链轮组和张紧链轮组。
为了适应不同的纸箱尺寸,所述纸箱输送带有两根,通过输送电机驱动。
为了适应不同的纸箱尺寸,所述封箱输送带有两根,通过第二驱动电机驱动。
为了减少更换纸箱尺寸时的调整,所述取箱吸盘随开箱装置被左侧第一驱动电机驱动,所述开箱吸盘通过齿轮组被开箱电机驱动。
为了提高开箱机内部封箱流程,所述第一封箱装置元件、第二封箱装置元件、第三封箱装置元件、前后封箱机芯和上封箱轨道的数量均为两个,且每一个第一封箱装置元件、第二封箱装置元件和第三封箱装置元件为一组,且两组第一封箱装置元件、第二封箱装置元件、第三封箱装置元件、前后封箱机芯和上封箱轨道关于封箱装置中心线上下对称分布。
与现有技术相比,本发明的有益效果是:
1、该多功能开箱机,通过送箱输送装置、开箱装置、装箱装置,封箱装置相互配合使用,将送箱,开箱,封箱,装箱一体化设计,避免三工位协同时造成的产能浪费。
2、该多功能开箱机,通过取箱吸盘抓取纸箱后,由第一驱动电机带动在下落到封箱输送带的过程中,同时由开箱电机带动开箱吸盘,打开纸箱,节省开箱所需要的时间,
3、该多功能开箱机,装箱和开箱在同一工位,在工作过程中纸箱一次性定位,无需重复定位,解决了一般开箱机中开箱,装箱,封箱单独运作,为保证供料供箱充足,需要开箱机和封箱机的产能富裕,造成配合上产能浪费的问题,可以提高开箱机的工作效率,降低了工作人员的工作负担。
综上所述,该种多功能开箱机,将开箱,封箱,装箱一体化设计,避免三工位协同时造成的产能浪费,并且开箱机在工作过程中纸箱一次性定位,无需重复定位。
附图说明
附图用来提供对本发明的进一步理解,并构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
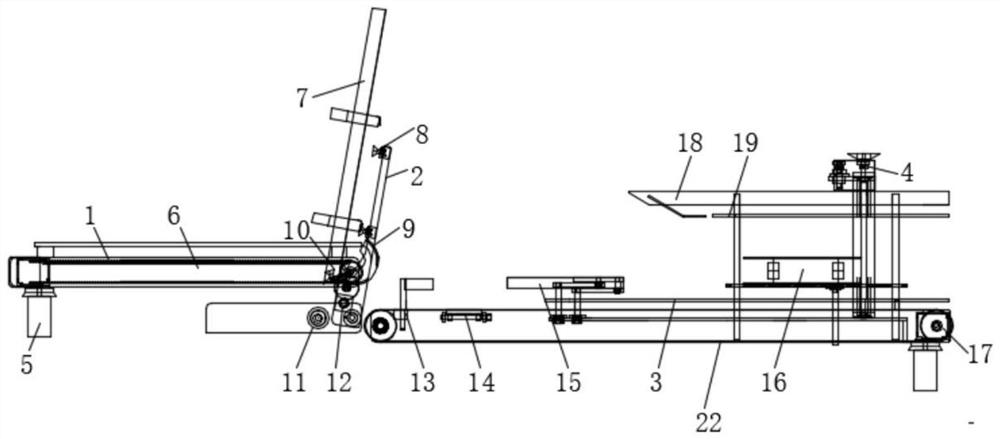
图1为本发明整体结构图;
图2为本发明侧视图;
图中,1、送箱输送装置;2、开箱装置;3、封箱装置;4、链条传动装置;5、输送电机;6、纸箱输送带;7、档箱板;8、取箱吸盘;9、齿轮组;10、开箱吸盘;11、第一驱动电机;12、开箱电机;13、第一封箱装置元件;14、第二封箱装置元件;15、第三封箱装置元件;16、前后封箱机芯;17、第二驱动电机;18、上折盖轨道;19、上封箱轨道;20、装箱平台;21、调节链轮组;22、封箱输送带;24、张紧链轮组。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
请参阅图1-2,本发明提供以下技术方案:一种多功能开箱机,包括送箱输送装置1,送箱输送装置1的一侧设置有开箱装置2,开箱装置2的一侧设置有封箱装置3,送箱输送装置1的左侧设置有输送电机5,送箱输送装置1的上部设置有纸箱输送带6,纸箱输送带6的右侧上部设置有档箱板7,送箱输送装置1右侧下部设置由开箱装置2,开箱装置2上设置有取箱吸盘8,开箱装置2的外壁设置有齿轮组9,齿轮组9的外壁设置有开箱吸盘10,开箱装置2的外壁设置有开箱电机12,开箱装置2的左侧设置有第一驱动电机11;
封箱装置3的内部包括有第一封箱装置元件13、第二封箱装置元件14和第三封箱装置元件15,封箱装置3的上部设置有前后封箱机芯16,前后封箱机芯16的上部设置有上封箱轨道19,上封箱轨道19的上部设置有上折盖轨道18,封箱装置3的一侧设置有第二驱动电机17,封箱装置3内设置有封箱输送带22,第三封箱装置元件15的左侧设置有装箱平台20,封箱装置3右侧设置有前后封箱机芯16,前后封箱机芯16上部链条传动装置4,链条传动装置4包括调节链轮组21和张紧链轮组24。
本实施例中:送箱输送装置1、开箱装置2、装箱装置,封箱装置3相互配合使用,将送箱,开箱,封箱,装箱一体化设计,避免三工位协同时造成的产能浪费,送箱输送装置1把纸箱送到档箱板7的位置,开箱装置2在档箱板7抓取一个纸箱,在下落到封箱输送带22的过程中完成开箱,并固定于装箱平台20前,由装箱系统把包装物推入纸箱后,启动封箱装置元件完成初封箱,启动第二驱动电机17,把纸箱送入前后封箱机芯16和上封箱轨道19,完成封箱,整个过程分多工位由PLC控制同步进行。
作为本发明的一种技术优化方案,纸箱输送带6有两根,通过输送电机5驱动。
本实施例中:纸箱输送带6有两根安装于下部的滑槽上,通过输送电机5驱动,间距可通过丝杆调节。
作为本发明的一种技术优化方案,封箱输送带22有两根,通过第二驱动电机17驱动。
本实施例中:封箱输送带22有两根安装于下部的滑槽上,通过第二驱动电机17驱动,间距可通过丝杆调节。
作为本发明的一种技术优化方案,取箱吸盘8随开箱装置2被左侧第一驱动电机11驱动,开箱吸盘10通过齿轮组9被开箱电机12驱动。
本实施例中:通过取箱吸盘8抓取纸箱后,由第一驱动电机11带动在下落到封箱输送带22的过程中,同时由开箱电机12带动开箱吸盘10,打开纸箱。
作为本发明的一种技术优化方案,第一封箱装置元件13、第二封箱装置元件14、第三封箱装置元件15、前后封箱机芯16和上封箱轨道19的数量均为两个,且每一个第一封箱装置元件13、第二封箱装置元件14和第三封箱装置元件15为一组,且两组第一封箱装置元件13、第二封箱装置元件14、第三封箱装置元件15、前后封箱机芯16和上封箱轨道19关于封箱装置3中心线上下对称分布。
本实施例中:两组前后封箱机芯16和上封箱轨道19被调节链轮组相连接,可同时调整两组前后封箱机芯16和上封箱轨道19的中心位置。
本发明的工作原理及使用流程:将纸箱放在纸箱输送带6上,通过输送电机5输送到档箱板7,然后再由开箱装置2上取箱吸盘8,从档箱板7抓取一个纸箱,通过第一驱动电机11,带着纸箱向下旋转,下落过程中,开箱电机12,通过齿轮组9,带动开箱吸盘10向下旋转,吸住纸箱另一侧后,开箱吸盘向上旋转,以此来完成开箱,纸箱打开后,被固定放置在封箱输送带22上,和装箱平台20位置一致,利用第一封箱装置元件13、第二封箱装置元件14、第三封箱装置元件15,通过气缸完成纸箱后部的左右折耳和下折耳的封箱动作,同时,物料经由装箱平台20推入纸箱中,接着然后第一封箱装置元件13、第二封箱装置元件14、第三封箱装置元件15通过气缸完成纸箱前部的左右折耳,和下折耳的封箱动作,由封箱输送带22经由第二驱动电机17把纸箱推入上封箱轨道19和前后封箱机芯16,从而完成了对纸箱的封箱工作。
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种开箱机折小页机构及开箱机
- 一种多功能半自动开箱机