一种模块化客车侧围通用工装
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种加工用通用工装,具体为一种模块化客车侧围通用工装,属于汽车加工应用技术领域。
背景技术
随着高铁及航空业的发展以及村村通的需求拓展,城乡公交成为多数地区发展的重点,其中中小型新能源公交尤其受到青睐,在日常生产中占据极大地份额。因此提升客车产品的生产效率及质量是极其有必要的。
在生产中,针对客车的侧围进行组装时,需要对侧围进行固定,现有的加工过程中对侧围固定效果差,导致影响到组装加工效率。
发明内容
针对以上问题,本发明提供了一种模块化客车侧围通用工装,定位组件结构及外形尺寸一致,定位组件根据系列车型独立制作,且定位组件与滑动组件配合制作,实现同系列车型定位组件增添、滑移后工装使用;不同系列车型定位组件整体更换,实现工装使用。
本发明的目的可以通过以下技术方案实现:一种模块化客车侧围通用工装,包括工装底座,所述工装底座上设置有四组导轨,四组导轨呈两两配对,所述滑动组件设置有若干组且滑动连接在导轨上,所述滑动组件上设置有用于定位工件的定位组件,所述定位组件上可拆卸安装有夹紧组件;
所述滑动组件包括滑动模板和连接板;所述滑动模板下端固定安装有连接板,连接板下端固定设置有与所述导轨滑动配合的滑动座;
所述定位组件包括定位板,所述定位板下端固定安装有若干组定位销,滑动模板上设置有与所述定位销相配合的销孔;所述定位板上端设置有定位模板主体和定位卡,定位卡上固定安装有腰梁下定位板。
本发明的进一步技术改进在于:所述腰梁下定位板上设置有腰梁定位卡。
本发明的进一步技术改进在于:所述定位卡设置有两组,腰梁下定位板位于两组定位卡之间,腰梁下定位板通过安装螺栓与定位卡固定安装。
本发明的进一步技术改进在于:所述连接板下端固定安装有限位块,限位块上贯穿连接有插销,所述插销靠近工装底座的一侧固定安装有锁紧块,锁紧块上固定安装有T型槽锁紧导轨。
本发明的进一步技术改进在于:所述夹紧组件包括第一固定底座和第二固定底座,第一固定底座固定安装在定位组件上,第一固定底座上安装有第二固定底座,第二固定底座上固定安装有竖直向上的夹紧气缸,夹紧气缸的输出端固定安装有夹头。
与现有技术相比,本发明的有益效果是:
1、根据客车侧围骨架结构状态,将工装按腰梁分为上、下两部分,并根据其组成特性,设置四条导轨两两配合使用,实现滑动组件X向无级滑移,实现工装的灵活调节。
2、滑动组件X向无级滑移,并在滑移至需求位置后,采用专用销轴结构实现模块快速锁定;并滑动组件结构统一,便于工装制作及定位组件的安装互换。
3、定位组件结构及外形尺寸一致,定位组件根据系列车型独立制作,且定位组件与滑动组件配合制作,实现同系列车型定位组件增添、滑移后工装使用;不同系列车型定位组件整体更换,实现工装使用。
4、定位组件中针对腰梁定位组件,实现快速拆卸功能,便于换型时此处定位组件干涉可移位。
5、由于工装为柔性化通用工装,为实现工装夹紧,结合侧围骨架结构,在腰梁处设置快速拆卸气动夹紧单元,根据需求增减夹紧单元实现工装夹紧。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
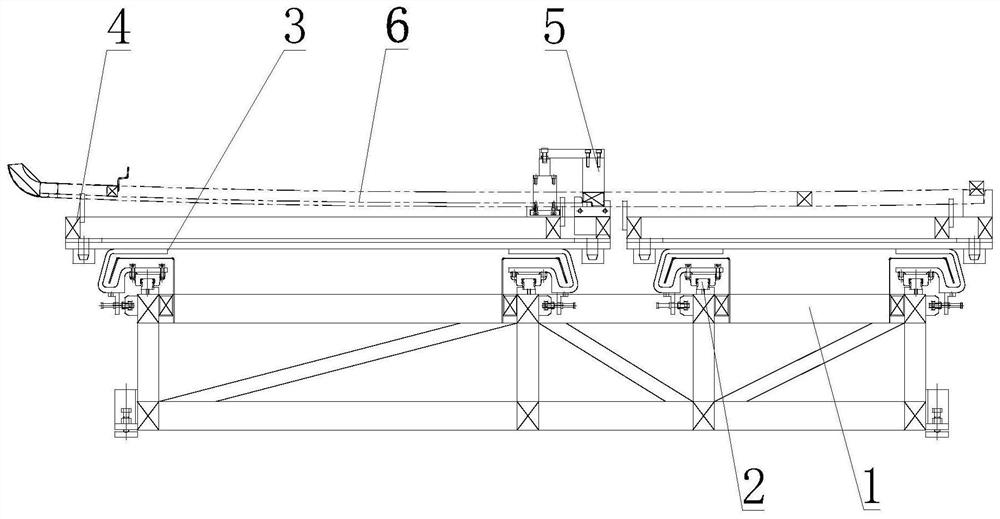
图1为本发明整体主视结构示意图;
图2为本发明整体侧视结构示意图;
图3为本发明滑动组件的结构示意图;
图4为本发明定位组件主视结构示意图;
图5为本发明定位组件侧视结构示意图;
图6为本发明夹紧组件的结构示意图。
图中:1、工装底座;2、导轨;3、滑动组件;31、滑动模板;32、连接板;33、插销;34、限位块;35、锁紧块;36、T型槽锁紧导轨;4、定位组件;41、定位销;42、定位板;43、定位模板主体;44、定位卡;45、腰梁下定位板;46、安装螺栓;47、腰梁定位卡;5、夹紧组件;51、第一固定底座;52、第二固定底座;53、夹紧气缸;54、夹头;6、工件。
具体实施方式
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-6所示,一种模块化客车侧围通用工装,包括工装底座1,所述工装底座1上设置有四组导轨2,四组导轨2呈两两配对,所述滑动组件3设置有若干组且滑动连接在导轨2上,所述滑动组件3上设置有用于定位工件6的定位组件4,所述定位组件4上可拆卸安装有夹紧组件5;
所述滑动组件3包括滑动模板31和连接板32;所述滑动模板31下端固定安装有连接板32,连接板32下端固定设置有与所述导轨2滑动配合的滑动座;
所述定位组件4包括定位板42,所述定位板42下端固定安装有若干组定位销41,滑动模板31上设置有与所述定位销41相配合的销孔;所述定位板42上端设置有定位模板主体43和定位卡44,定位卡44上固定安装有腰梁下定位板45。
所述腰梁下定位板45上设置有腰梁定位卡47。
所述定位卡44设置有两组,腰梁下定位板45位于两组定位卡44之间,腰梁下定位板45通过安装螺栓46与定位卡44固定安装。
所述连接板32下端固定安装有限位块34,限位块34上贯穿连接有插销33,所述插销33靠近工装底座1的一侧固定安装有锁紧块35,锁紧块35上固定安装有T型槽锁紧导轨36。
所述夹紧组件5包括第一固定底座51和第二固定底座52,第一固定底座51固定安装在定位组件4上,第一固定底座51上安装有第二固定底座52,第二固定底座52上固定安装有竖直向上的夹紧气缸53,夹紧气缸53的输出端固定安装有夹头54。
工作原理:本发明在使用时,根据车型状态,选择合适的定位组件4,将其依次放置入滑动组件3中;在定位组件4使用过程中,由于车型长度发生变化,腰梁处斜撑存在干涉时,则可通过拆卸安装螺栓46移除或变更腰梁定位卡47位置,实现工装可用;定位组件4放置时利用定位销41与滑动组件3中销孔实现快速定位、锁紧,再根据工件6尺寸,将各滑动组件3平移至所需位置,位置尺寸确认后,将各限位块34对应T型槽锁紧导轨36移位至锁紧块35需求位置,通过螺栓等结构锁紧T型槽锁紧导轨36,再通过插销33连接限位块34与T型槽锁紧导轨36即可实现滑动组件3指定锁死,实现车型工装变换。
在工装使用时,需对工件6中腰梁部位进行夹紧,为便于使用及实现工装通用,设置快速拆卸气动夹紧组件5对工件6进行夹紧,第一固定底座51根据夹紧需求焊接连接于定位模板主体43特定位置,第二固定底座52与夹紧气缸53连接,使用时将第二固定底座52与夹紧气缸53连接件安装入第一固定底座51即可满足使用,并通过快插气管实现夹紧。若第一固定底座51不满足使用需求,则可通过重新焊接安装第一固定底座51,并将第二固定底座52与夹紧气缸53连接件移位至新安装点,可实现工装夹紧。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种模块化客车侧围通用工装
- 一种公交客车通用侧围骨架焊接工装