一种弹匣式铆钉供送钉系统
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及铆钉供送领域,特别是涉及一种弹匣式铆钉供送钉系统。
背景技术
铆钉(本文中铆钉是指穿刺铆/锁铆/SPR铆钉、压铆铆钉)连接是机械连接方式中的一种常用固定连接方式。通常情况下,有手动送钉和自动送钉两种。手动送钉采用人工方式放置铆钉,这种方式增加了操作人员的劳动强度,工作效率低,比较适用于试验场合,但是存在一定的安全隐患。
自动送钉目前常用的是料管吹送钉供钉方式和料盘棘轮式送钉方式,但这两种锁铆设备生产工件大、铆点多,且分布位置不在同一平面及材料组合导致的铆接方向不一致,铆钳安装于机器人上时,需变换各种铆接姿态,如倒置铆钳铆接、斜置铆钳铆接、位移幅度大的铆接。使用料盘棘轮式送钉方式时,料盘占据铆接系统安装空间,多姿态工作时与工件之间发生干涉,可能导致机器人重量增加,造成生产成本投入增加;也可能会在其他非正常铆接姿态时出现铆钉不能正常送出,造成卡钉或者铆接不良等缺陷。使用料管吹送钉供钉方式时,一方面由于送料管为塑料成型件,而内部有专用的料道,送料管扭曲会导致传送铆钉的料道受损,导致铆钉卡在受损处无法送钉;为了保证传送铆钉的料道供钉顺畅,送料管不能扭曲变形,要求整个铆接装备在铆接过程中姿态变换幅度不能过大;因此使用料管吹送钉供钉无法适应生产铆接复杂工件,也无法实现铆接复杂工件的自动化生产。另一方面送料管传送铆钉时间较长,每铆接完一个点,供钉站送出铆钉,铆钉经过送料管内料道传送,耗时间长,增加铆接过程循环时间。
发明内容
本发明的目的在于解决的现有技术的不足,提供一种弹匣式铆钉供送钉系统,实现铆接自动化连接过程,既能满足多种复杂铆接姿态,又缩短铆接过程循环时间,提供铆接效率,减少生产成本投入。
为实现上述目的,本发明提供的技术方案为:一种弹匣式铆钉供送钉系统,包括:铆接系统、铆钉供料站及送料机构;所述铆接系统包含铆钳、弹匣式送料单元、驱动装置和送钉装置;所述弹匣式送料单元和驱动装置设置在所述铆钳上;所述驱动装置的下端与送钉装置相连;所述弹匣式送料单元上连接有铆钉送料管,所述铆钉送料管的另一端与所述送钉装置连接;所述铆钉供料站与所述送料机构连接,所述铆接系统与所述铆钉供料站相互独立。
进一步的,所述弹匣式送料单元包括存钉轨道和控制单元;所述存钉轨道上设有铆钉检测器、吹钉调节阀和分钉切换装置;所述存钉轨道的上端设置有收钉舱门机构,所述存钉轨道的下端连接有过渡管;所述过渡管的另一端连接有铆钉出料管,所述铆钉出料管与所述铆钉送料管连接;所述分钉切换装置上设有分料气缸,所述分料气缸上设置有电磁阀组;所述电磁阀组与控制单元电性连接。
进一步的,所述存钉轨道内部包含至少一组存钉导轨。
进一步的,所述过渡管为U型管。
进一步的,所述铆钉供料站包括储钉仓结构单元、供料器对接管和供钉站机架;所述储钉仓结构单元和供料器对接管设置在所述供钉站机架上;所述供料器对接管的一端与所述储钉仓结构单元连接,所述供料器对接管的另一端与所述送料机构连接。
进一步的,所述储钉仓结构单元包括安装板,所述安装板设置在所述供钉站机架上;所述安装板上设置有开仓机构和至少一个预储钉仓,所述供料器对接管由至少一根送料管构成,每个预储钉仓的上端都与一根送料管连接,所述预储钉仓的下端与所述开仓机构连接;所述供料器对接管和预储钉仓之间安装有铆钉感应器;所述开仓机构包括调整机构和弹匣对接销。
进一步的,所述送钉装置包括导向弹匣管;所述弹匣导向管上设置有固定夹板,所述固定夹板用于将送钉装置固定于驱动装置上;所述导向弹匣管的上端连接有终端铆钉检测器,所述导向弹匣管的下端连接送钉器;所述终端铆钉检测器与所述铆钉送料管相连;所述送钉器与所述驱动装置的下端连接。
进一步的,所述送料机构内设置有至少一个振动盘。
本发明相比现有技术包括以下优点及有益效果:
(1)本发明中弹匣式送料单元是一个独立单元,铆钉在传送时不受铆钉送料管的约束,铆接姿态不受约束,可以随意变换。
(2)本发明中没有料盘负重,有效地减少的铆钳和/或机器人的负荷,一定程度上减少生产成本投入,设备在铆接工作时更加轻便,快捷。
(3)本发明中弹匣式送料单元内部包含至少一组存钉导轨,可以存储相同型号的铆钉,也可以存储同系列不同长度的铆钉,可预先储备多颗铆钉,每个存钉导轨的铆钉存放数量可多达70-100颗,在工件流转间隙可以快速补充铆钉,缩短补充铆钉时间,提高工作效率。
附图说明
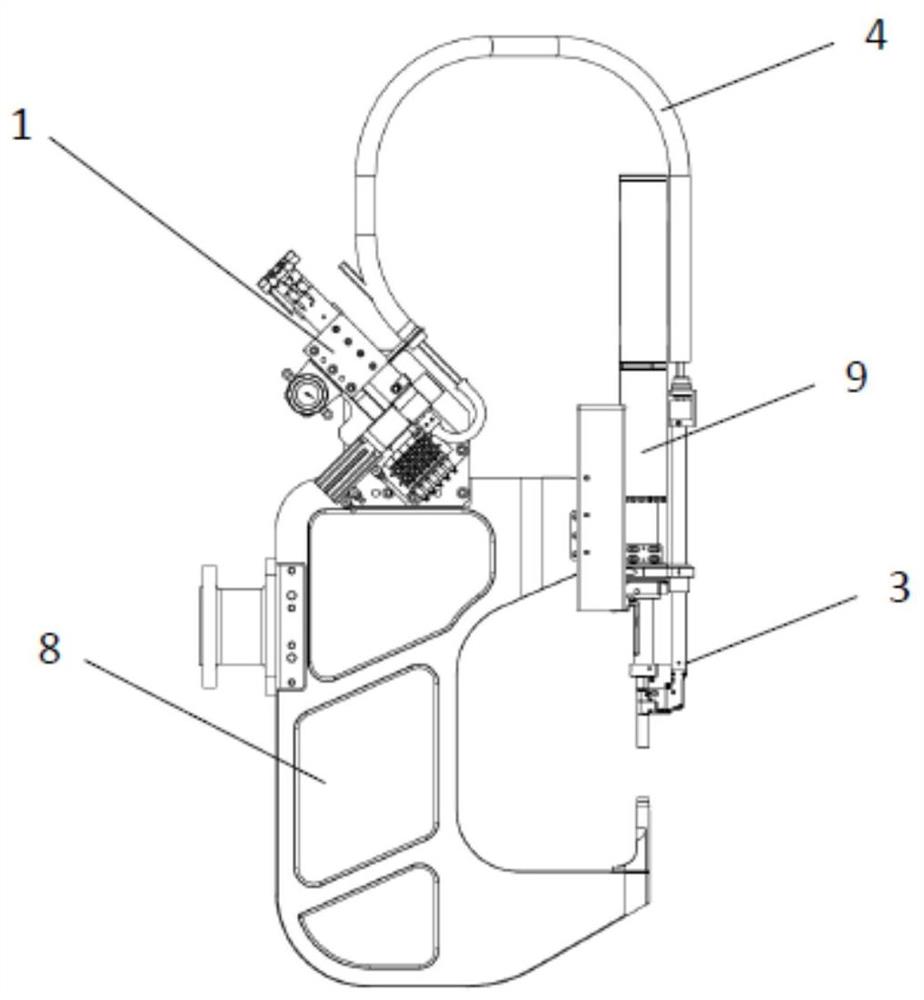
图1为本发明的弹匣式铆钉供送钉系统示意图。
图2为本发明的弹匣式送料单元示意图。
图3为本发明的铆钉供料站示意图。
图4为本发明的储钉仓结构单元示意图。
图5为本发明的送钉装置示意图。
图6为本发明的送料机构示意图。
其中,1为弹匣式送料单元;2为储钉仓结构单元;3为送钉装置;4为铆钉送料管;5为供料器对接管;6为供钉站机架;7为送料机构;8为铆钳;9为驱动装置;11为收钉舱门机构;12为存钉轨道;13为铆钉检测器;14为分料气缸;15为吹钉调节阀;16为电磁阀组;17为分钉切换装置;18为铆钉出料管;19为过渡管;21为安装板;22为开仓机构;23为预储钉仓;24为铆钉感应器;231为调整机构;232为弹匣对接销;31为送钉器;32为弹匣导向管;33为终端铆钉检测器;34为固定夹板。
具体实施方式
下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
如附图1-6所示一种弹匣式铆钉供送钉系统,包括:铆接系统、铆钉供料站及送料机构7。铆接系统包含铆钳8、弹匣式送料单元1、驱动装置9和送钉装置3;铆接系统可以安装在机器人上移动,也可以通过手动移动。弹匣式送料单元1和驱动装置9设置在铆钳8上;送钉装置3设置在驱动装置9上。弹匣式送料单元1上连接有铆钉送料管4,铆钉送料管4的另一端与送钉装置3连接。铆钉供料站与送料机构7连接,为铆钉供料站提供铆钉,铆接系统与铆钉供料站相互独立。铆接系统安装在机器人上时,机器人上无需安装料盘,可以有效地减少的铆钳8和机器人负荷,一定程度上减少生产成本投入,设备在铆接工作时更加轻便,快捷。
本发明中,如图2所示,弹匣式送料单元1包括存钉轨道12和控制单元(图中未示出),存钉轨道12内部包含至少一组存钉导轨(图中未示出),存钉导轨的数量可以根据需要存储的铆钉数量、型号、长度设置;存钉导轨既可以存储相同型号的铆钉,也可以存储同系列不同长度的铆钉。存钉导轨可预先储备多颗铆钉,存钉轨道12存储铆钉的数量可由存钉导轨的长度调整,每个存钉导轨的铆钉存放数量可多达70-100颗,在工件流转间隙可以快速补充铆钉,缩短补充铆钉时间,提高工作效率。存钉轨道12上设有铆钉检测器13、吹钉调节阀15和分钉切换装置17;铆钉检测器13可以检测存钉轨道12是否装满铆钉;吹钉调节阀15可以控制气流大小,根据生产的需要调整铆钉的补充速度,可以在工件流转间隙及时完成铆钉的补充,提高工作效率。存钉轨道12的上端设置有收钉舱门机构11,存钉轨道12的下端连接有过渡管19,过渡管19优选为U型管,存钉轨道12内部的存钉导轨释放一颗铆钉到过渡管19,过渡管19的另一端连接有铆钉出料管18,铆钉出料管18与铆钉送料管4连接。分钉切换装置17上设有分料气缸14,分料气缸14上设置有电磁阀组16;电磁阀组16与控制单元电性连接,电磁阀组16收到控制单元提供的PLC信号,驱动分料气缸14,分料气缸14启动存钉轨道12内部相应的存钉导轨,释放存钉导轨内的铆钉到过渡管19。过渡管19使得弹匣式送料单元1作为一个独立单元,在铆钉传送时不受铆钉出料管18的约束,且铆接姿态亦不受约束,避免了一个铆接循环完成后才能开始输送下一个铆钉,可以在工件流转间隙及时完成铆钉补充,缩短补充铆钉时间,提高工作效率。
如图3所示,铆钉供料站包括储钉仓结构单元2、供料器对接管5和供钉站机架6。储钉仓结构单元2和供料器对接管5设置在供钉站机架6上;供料器对接管5的一端与储钉仓结构单元2连接,供料器对接管5的另一端与送料机构7连接。根据铆钉的数量、型号,送料机构7内可以设置至少一个振动盘,根据生产的需要,振动盘可以放置相同型号铆钉或者不同型号铆钉,为储钉仓结构单元2提供不同型号铆钉,减少不同工件流转生产时需更换铆钉时间,提高工作效率。
进一步实施中,如图4所示,储钉仓结构单元2包括安装板21;安装板21设置在供钉站机架6上。安装板21上设置有开仓机构22和2个预储钉仓23,供料器对接管5由2根送料管构成;根据实际生产预储钉仓23也可以设置1个或多个,供料器对接管5也可由1根或多根送料管构成。预储钉仓23与送料管的数量相同,每个预储钉仓23的上端都与一根送料管连接,预储钉仓23的下端与开仓机构22连接。供料器对接管5和预储钉仓23之间安装有铆钉感应器24,铆钉感应器24用于检测预储钉仓23中的铆钉是否存储满足要求;开仓机构23包括调整机构231和弹匣对接销232,弹匣对接销232在补充铆钉时起到定位的作用,调整机构231在补充铆钉时起到稳定调节的作用。
进一步实施中,如图5所示,送钉装置3包括导向弹匣管32。弹匣导向管32上设置有固定夹板34,所述固定夹板34用于将送钉装置3固定于驱动装置9上。导向弹匣管32的上端连接有终端铆钉检测器33,导向弹匣管32的下端连接送钉器31,终端铆钉检测器33与铆钉送料管4相连;送钉器31设置在与驱动装置9的下端连接。终端铆钉检测器33检测是否有铆钉从弹匣式送料单元1输送至送钉器31。
本发明的工作原理为:设备启动后,送料机构7内的铆钉通过供料器对接管5输送到铆钉供料站的储钉仓结构单元2中,按照系统设定,存储规定数量和型号的铆钉到各个预储钉仓23中。铆接系统可以手动移动到铆钉供料站,或者将铆接系统安装在机器人上,机器人接收到信号,铆接系统携带弹匣式送料单元1到达铆钉供料站;使弹匣式送料单元1的收钉舱门机构11通过储钉仓结构单元2的弹匣对接销232与开仓机构23对接。弹匣对接销232在补充铆钉时起到定位的作用,调整机构231在补充铆钉时起到稳定调节的作用。待存钉轨道12填充设定数量的铆钉后;手动移动铆接系统返回铆接工作区,或者机器人返回铆接工作区,电磁阀组16收到控制单元传输的PLC信号,驱动分料气缸14,分料气缸14按照设定启动存钉轨道12内部所需要存钉导轨,存钉轨道12内部的存钉导轨释放一颗铆钉到过渡管19,铆钉通过送料管18输送到送钉装置3的送钉器31,驱动装置9进行铆接工作。
以上所述实施例仅表达了本发明的实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 一种弹匣式铆钉供送钉系统
- 一种弹匣式铆钉供送钉系统