一种移液头智能生产线系统的检测模组及检测方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于移液头检测技术领域,具体涉及一种移液头智能生产线系统的检测模组及检测方法。
背景技术
移液头是在医疗、生物、化学等领域使用量很大的一种耗材,配合移液枪使用,起到定量量取液体的作用。
合格的移液头要经过生产工序、检测工序以及剔补工序,在现有技术中,在生产工序到检测工序过程中,通过人工将移液头放置在检测架上,再将检测架放置在输送带上,输送带带着检测架通过检测装置,检测完成后再人工定位剔除不良品,移液头的检测效率低。
发明内容
为了解决上述问题,本发明采取了如下技术方案:
一种移液头智能生产线系统的检测模组,包括框架、搬运单元和检测单元;
所述搬运单元的数量为2个,分别设置在所述框架的两端;
所述检测单元包括承载移液头的检测滑台和用于对移液头缺陷检查的视觉检测装置,所述视觉检测装置通过固定架固定连接在所述框架上;
所述检测滑台可滑动地设置在所述框架上;所述检测滑台带动移液头通过所述视觉检测装置。
进一步地,所述检测滑台包括第一驱动装置、平台和设置在所述平台上的多组检测架;所述第一驱动装置设置在所述框架上,所述平台与所述框架可滑动连接;所述第一驱动装置驱动所述平台相对所述框架滑动;所述检测架用于承载移液头。
进一步地,所述视觉检测装置包括沿着所述平台的滑动方向依次设置的第一视觉检测装置和第二视觉检测装置;
其中,所述第一视觉检测装置、所述第二视觉检测装置分别包括与所述检测架的滑动轨迹相对应设置的第一视觉检测组件和第二视觉检测组件,所述第一视觉检测装置包括上下设置且固定连接在所述固定架上的第一检测相机和第一固定光源,所述第一检测相机和所述第一固定光源对应设置;所述检测架滑动轨迹位于所述第一检测相机和所述第一固定光源之间;
所述第二视觉检测装置包括设置在所述检测架滑动轨迹两侧且固定连接在所述固定架上的第二检测相机和第二固定光源,所述第二检测相机和所述第二固定光源对应设置;所述检测架滑动轨迹位于所述第二检测相机和所述第二固定光源之间。
进一步地,还包括PLC控制器,所述第一检测相机、所述第二检测相机均与所述PLC控制器信号连接,所述第一检测相机、所述第二检测相机将移液头的检测视频图像上传至所述PLC控制器,所述PLC控制器给出良品与非良品的判断,并给出良品与非良品的具体位置。
进一步地,所述搬运单元包括支撑架、搬运臂升降总成和移液头吸头总成,所述支撑架固定连接在所述框架;所述搬运臂升降总成可上下滑动地设置在所述支撑架上;所述移液头吸头总成可滑动地设置在所述搬运臂升降总成上;所述移液头吸头总成用于移液头的吸附和释放。
进一步地,所述搬运臂升降总成包括第二驱动装置、安装板和横板;所述第二驱动装置设置在支撑架上,所述安装板与所述支撑架可滑动地连接;所述横板固定连接在所述安装板的下端,并与所述安装板垂直设置;所述第二驱动装置驱动所述安装板相对所述支撑架滑动;所述移液头吸头总成可滑动地设置在所述横板上。
进一步地,所述移液头吸头总成包括移液头吸头、安装座、气管以及固定在所述横板上的第三驱动装置;所述安装座与所述横板滑动连接;所述安装座与所述第三驱动装置的驱动端固定连接;所述安装座内设置有气道,所述移液头吸头与所述气道对应设置,并固定连接在所述安装座的下端;所述气管与所述气道连通。
一种移液头智能生产线系统的检测方法,使用上述的移液头智能生产线系统的检测模组,其检测方法包括以下步骤:
上料步骤,物料通过搬运装置进入上料工位;
检测步骤,检测滑台带动物料通过视觉检测装置,视觉检测装置获取检测滑台上物料的视频图像,并传输给PLC控制器,PLC控制器根据视频图像对物料进行良品与非良品的判断,并给出良品与非良品的具体位置;
出料步骤,检测滑台带动检测架进入出料工位,进行出料。
进一步地,检测步骤中良品与非良品判断内容包括移液头尖端处的披风、移液头尖端处的圆孔直径尺寸以及移液头尖端处是否缺料。
有益效果:
本发明提供能够替代人工操作,自动将移液头放置在检测架上,避免了移液头放置过程中的污染,放置精度高,避免出现倾斜,移液头的放置以及去除均为自动化操作,同时,PLC控制器根据检测装置的视频图像能够及时判断出良品与非良品,并给出准确位置,检测效率高。
附图说明
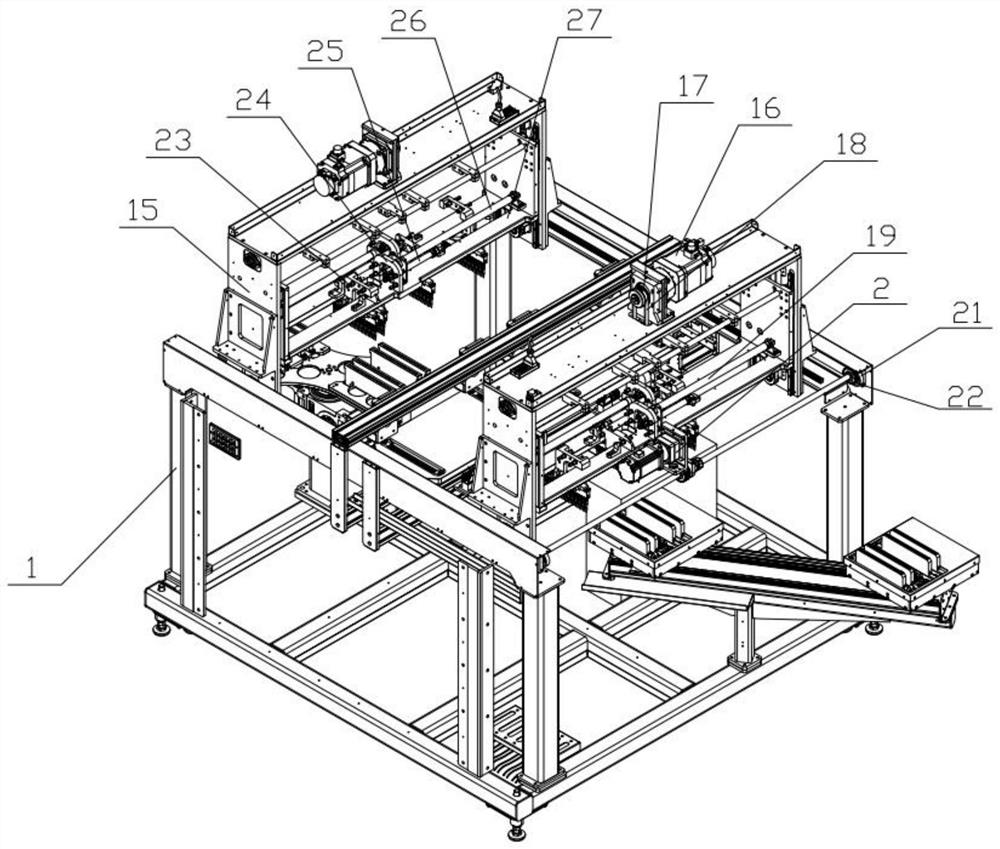
图1为本发明(不带保护罩)的整体结构示意图
图2为本发明(不带保护罩)的正视图
图3为本发明(不带保护罩)的俯视图
图4为本发明(不带保护罩和平台)的俯视图
图5为本发明带保护罩的整体结构示意图
其中,1、框架;2、第一驱动电机;3、第一驱动齿轮;4、第一齿形传动带;5、第一从动齿轮;6、平台;7、第一同步轮;8、第二固定光源;9、第二检测相机;10、第一检测相机;11、第一固定光源;12、第一传动轴;13、固定架;14、检测架;15、支撑架;16、第二驱动电机;17、第二驱动齿轮;18、第二齿形传动带;19、第二传动轴;20、第一密封罩;21、第二同步带轮;22、第二同步带;23、第一安装座;24;第二安装座;25、第三驱动装置I;26、第三驱动装置II;27、横板;28、支撑板;29、第一滑块;30、第一滑轨;31、第二密封罩;32、安装板。
具体实施方式
实施例1
一种移液头智能生产线系统的检测模组,包括框架1、搬运单元和检测单元;搬运单元的数量为2个,分别设置在框架1的两端;检测单元包括承载移液头的检测滑台和用于对移液头缺陷检查的视觉检测装置,视觉检测装置通过固定架13固定连接在框架1上;检测滑台可滑动地设置在框架1上;检测滑台带动移液头通过视觉检测装置。
其中,2个搬运单元分别用于将待检测的移液头从上一工序搬运至检测单元上,以及将检测单元检测完成的移液头搬运至下一工序。
在本实施例中,检测滑台包括第一驱动装置、平台6和设置在平台6上的多组检测架14;第一驱动装置设置在框架1上,平台6与框架1可滑动连接;第一驱动装置驱动平台6相对框架1滑动;检测架14用于承载移液头。
其中,第一驱动装置包括第一驱动电机2和第一传动轴12。
第一驱动电机2设置在框架1的一端,第一传动轴12对应第一驱动电机2设置,并可转动地设置在框架1上;第一驱动电机2的输出端设置有第一驱动齿轮3,第一传动轴12上固定连接有第一从动齿轮5,第一驱动齿轮3通过第一齿形传动带4驱动第一从动齿轮5转动。
第一传动轴12上设置有第一同步轮7,框架1远离第一驱动电机2的一端设置有可相对其转动的第一惰轮,第一同步轮7和第一惰轮外侧套设有第一同步带。
在本实施例中,第一传动轴12为两部分组成,即第一传动轴I和第一传动轴II,第一传动轴I和第一传动轴II之间通过联轴节连接,第一从动齿轮5设置在第一传动轴12上。其中,第一同步轮7为2个分别设置在第一传动轴I和第一传动轴II远离联轴节的端部位置。
平台6固定连接在支撑板28上。其中,框架1上设置有第一滑轨30,支撑板28上设置有第一滑块29,第一滑块29上设置有第一滑槽,第一滑槽与第一滑轨30滑动配合。
支撑板28设置有第一定位夹块,第一定位夹块上设置有第一定位齿,第一定位齿与第一同步带配合,用于固定支撑板28与第一同步带之间的相对位置。
第一同步带与第一同步带轮、第一惰轮配合,并通过支撑板28带动平台6相对框架1滑动。
在本实施例中,视觉检测装置包括沿着平台6的滑动方向依次设置的第一视觉检测装置和第二视觉检测装置;
其中,第一视觉检测装置、第二视觉检测装置分别包括与检测架14滑动轨迹相对应设置的第一视觉检测组件和第二视觉检测组件,第一视觉检测装置包括上下设置且固定连接在固定架13上的第一检测相机10和第一固定光源11,第一检测相机10和第一固定光源11对应设置;检测架14滑动轨迹位于第一检测相机10和第一固定光源11之间;
第二视觉检测装置包括设置在检测架14滑动轨迹两侧且固定连接在固定架13上的第二检测相机9和第二固定光源8,第二检测相机9和第二固定光源8对应设置;检测架14滑动轨迹位于第二检测相机9和第二固定光源8之间。
本实施例中提供的移液头智能生产线系统的检测模组还包括PLC控制器,第一检测相机10、第二检测相机9均与PLC控制器信号连接,第一检测相机10、第二检测相机9将移液头的检测视频图像上传至PLC控制器,PLC控制器给出良品与非良品的判断,并给出检测架14中良品与非良品的具体位置。
在本实施例中,搬运单元包括支撑架15、搬运臂升降总成和移液头吸头总成,支撑架15固定连接在框架1,用于固定支撑;搬运臂升降总成,可上下滑动地设置在支撑架15上;移液头吸头总成,可滑动地设置在搬运臂升降总成上;移液头吸头总成用于移液头的吸附和释放。
搬运臂升降总成包括第二驱动装置、安装板32和横板27。
第二驱动装置设置在支撑架15上,安装板32与支撑架15可滑动地连接;横板27固定连接在安装板32的下端,并与安装板32垂直设置;第二驱动装置驱动安装板32相对支撑架15滑动;移液头吸头总成可滑动地设置在横板27上。
第二驱动装置包括第二驱动电机16、第二驱动齿轮17、第二从动齿轮、第二齿形传动带18和第二传动轴19。
其中,第二驱动电机16固定连接在支撑架15顶端,第二驱动齿轮17与第二驱动电机16的驱动端固定连接,第二从动齿轮固定连接在第二传动轴19上;第二传动轴19可转动地设置在支撑架15上端;第二驱动齿轮17通过第二齿形传动带18驱动第二从动齿轮转动;
支撑架15上设置有第二滑轨,安装板32上设置有第二滑块,第二滑块上设置有第二滑槽;第二滑槽与第二滑轨滑动配合;
第二传动轴19上设置有第二同步带轮21,支撑架15下端设置有第二惰轮,第二同步带轮21与第二惰轮外侧套设有第二同步带22;安装板32设置有第二定位夹块,第二定位夹块上设置有第二定位齿,第二定位齿与第二同步带22配合,用于固定安装板32与第二同步带22之间的相对位置。
第二同步带22与第二同步带轮21、第二惰轮配合,带动安装板32相对支撑架15上下滑动。
移液头吸头总成包括移液头吸头、安装座、气管以及固定在横板27上的第三驱动装置;其中,安装座与横板27滑动连接;安装座与第三驱动装置的驱动端固定连接;安装座内设置有气道,移液头吸头与气道对应设置,并固定连接在安装座的下端;气管与气道连通。
在本实施例中,第三驱动装置包括第三驱动装置Ⅱ26和第三驱动装置Ⅰ25,安装座包括第一安装座23、第二安装座24。
其中,第一安装座23和第二安装座24上均设置有第三滑槽,横板27底部设置有第三滑轨,第三滑槽与第三滑轨滑动配合;第一安装座23、第二安装座24分别与第三驱动装置Ⅱ26的驱动端、第三驱动装置Ⅰ25的驱动端固定连接;第一安装座23和第二安装座24内均设置有气道,移液头吸头与气道对应设置,并固定连接在第一安装座23和第二安装座24的下端;气管与气道连通。
在本实施例中,第三驱动装置Ⅱ26和第三驱动装置Ⅰ25可以为气缸或液压缸,优选为气缸。
在本实施例中,第一安装座23、第二安装座24、第三驱动装置Ⅱ26、第三驱动装置Ⅰ25数量均为2个,分别设置在横板27宽度方向的两侧;其中,2个第一安装座23、2个第二安装座24均为相向滑动。
在本实施例中,第一驱动电机2和第一驱动齿轮3的外侧罩设有第一密封罩20,第一密封罩20固定连接在支撑架15顶端。
第二驱动齿轮17与第二驱动电机16外侧罩设有第二密封罩31。
实施例2
一种移液头智能生产线系统的检测方法,使用实施例1提供的移液头智能生产线系统的检测模组,其检测方法包括以下步骤:
上料步骤,物料通过搬运装置进入上料工位;
检测步骤,检测滑台带动物料通过视觉检测装置,所述视觉检测装置获取检测滑台上物料的视频图像,并传输给PLC控制器,PLC控制器根据视频图像对物料进行良品与非良品的判断,并给出良品与非良品的具体位置;
出料步骤,检测滑台带动检测架14进入出料工位,进行出料。
在本实施例的检测步骤中,良品与非良品判断内容包括移液头尖端处的披风、移液头尖端处的圆孔直径尺寸以及移液头尖端处是否缺料。
以上所述,仅是本发明较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围的。
- 一种移液头智能生产线系统的检测模组及检测方法
- 一种移液头智能生产线系统的取出模组