一种自适应型变径钢管内壁激光熔覆机器人及方法
文献发布时间:2023-06-19 11:22:42
技术领域
本发明属于激光熔覆技术领域,尤其涉及一种自适应型变径钢管内壁激光熔覆机器人及方法。
背景技术
随着机械工业快速发展,机械零部件的服役环境变得越来越苛刻,常常处于高温、高速、高压、强腐蚀性的极限工况下服役,对其表面性能要求越来越高,激光增材制造是提高其表面强化质量的重要方法。激光熔覆技术在工业领域有广泛应用。激光熔覆具有热量集中、加热和冷却速度快、绿色环保、工件热变形小等优点。但是目前激光熔覆设备多以熔覆零件外表面为主,针对细长管零件内壁激光熔覆的设备不多,仅有的管内壁激光熔覆设备主要通过伸缩单臂带动熔覆头及相关设备伸入到管内进行熔覆,因受稳定性平衡限制单臂伸展最大距离3m,且单臂带动的熔覆头不能旋转,通过转动胎具支承被熔覆管材旋转,进而实现对管材内壁的熔覆,该设计方案对于大吨位管材或固定不动的管材内壁熔覆无能为力。单臂熔深3m后,通过调转到管材另外一端,重新深入3m进行熔覆。整体最大熔覆长度不足6m,且熔覆管件直径也不能太小。设备自动化程度低,熔覆工艺实施工况严重受限,不利于自动化作业。
中国专利申请号201510357239.9,公开了一种管件内壁激光熔覆装置,虽然机构简单,但其不能适用变管径工况,变管径下设备需不断调整激光焦点位置,因此该技术方案无法实现对管径有变化的管件进行连续激光熔覆作业。同时其未考虑对激光熔覆头等设备的冷却处理。钢管内壁激光熔覆作业空间狭窄受限,烟雾混杂,环境温度容易升高,熔覆中往往伴随产生大量热,这些热量若不能及时排出会持续累积,会对熔覆头设备造成热损伤。
中国专利申请号201910597211.0,公开了一种适用于细长管内壁激光熔覆的装置及使用方法,通过增加支点方式提高了熔覆稳定性,同时考虑通过管路进行水冷,通过转动被熔覆管件来实现熔覆作业。但其仅适用于体积小、易移动的细长管件,针对大吨位管材、固定管件内壁没有对应的设计方案。同时对管件长度有严格限制,对长度过大管件无能为力。
在工业蓬勃发展的时代,针对不同作业工况的细长管内壁激光熔覆强化问题不可忽视。限制该领域的瓶颈有两个:一是熔覆工艺;二是熔覆机械载体装置。随着激光技术的发展,熔覆工艺已逐步成熟并得到解决。但还缺少实现钢管内壁激光熔覆的重要机械装置载体,装置需要适合更广泛的应用工况,尤其针对不能移动的大吨位管件内壁强化、管径有阶梯变化的管件内壁,长度较大的管件内壁的激光熔覆问题急待解决。因此,急需设计一种结构简单、使用方便、自动化程度高的管件内壁熔覆装置,以提高激光熔覆工艺在细长管内壁强化中的更广泛应用。
发明内容
为克服现有技术的不足,本发明的目的是提供一种自适应型变径钢管内壁激光熔覆机器人,可实现对管径阶梯变化的长管内壁进行激光熔覆强化处理。
为实现上述目的,本发明通过以下技术方案实现:
一种自适应型变径钢管内壁激光熔覆方法,通过自适应型变径钢管内壁激光熔覆机器人对钢管内壁进行激光熔覆,自适应型变径钢管内壁激光熔覆机器人整体呈胶囊状,分别由3组前走行脚支和3组后走行脚支支撑在被熔覆钢管内壁上,通过自适应行走对变径或不变径钢管内壁进行激光熔覆。
一种自适应型变径钢管内壁激光熔覆机器人,包括自适应走行系统、机械支撑与平衡系统、激光熔覆系统、水冷却系统;
所述的自适应走行系统包括伺服电机、齿轮箱、主轴、走行脚支,自适应走行系统由伺服电机提供动力,齿轮箱与设备壳体固定连接,伺服电机将动力经齿轮箱传递给位于整个设备主轴线上的主轴,主轴前部与后部分别固定连接有两个主动锥齿轮,每个主动锥齿轮上通过从动锥齿轮连接有3组走行脚支;主动锥齿轮与从动锥齿轮啮合,从动锥齿轮以主轴为中心均布,每个从动锥齿轮的轴线与主动锥齿轮的轴线呈90°角;每个从动锥齿轮上均连接有1组走行脚支;
所述的走行脚支包括链轮一、链轮二、蜗杆、蜗轮、耐热走行轮,从动锥齿轮与蜗杆同轴固定连接,蜗杆与蜗轮相互啮合传动,蜗轮中心通过销轴与链轮一固定连接,销轴由固连在设备壳体外部的支架支承;链轮一与链轮二通过链条传动,链轮二与耐热走行轮连接,动力通过链传动传输至耐热走行轮;由伺服电机带动走行脚支,每一个走行脚支的行走动作通过互呈120°角的3个从动锥齿轮传递给蜗轮蜗杆,然后通过链传动将动力传递给耐热走行轮,实现行走。
所述的机械支撑与平衡系统由伺服电机提供动力带动3组前走行脚支、3组后走行脚支;机械支撑与平衡系统由两部分构成,第一部为支撑构件组,包括拉力杆、空心丝杠、三爪丝母;拉力杆顶端与走行脚支的Y形支撑杆中部铰接,底端与三爪丝母上的爪铰接;空心丝杠与三爪丝母螺纹连接,空心丝杠与主轴同轴设置,并通过轴承连接,给走行脚支提供支撑动力;第二部分为耐热走行轮与熔覆钢管内壁之间的压力过载保护装置,包括弹簧腔体、定压球、压簧、定压齿轮、齿轮固定挡圈,弹簧腔体外部均布有花键,花键与后置空心丝杠插接,实现弹簧腔体与后置空心丝杠的周向固定;弹簧腔体内部设有周向均布有圆柱盲孔结构,圆柱盲孔结构内设有压簧;定压齿轮与主轴同轴布置;定压齿轮靠近弹簧腔体的表面周向均布有半球形凹窝,每个凹窝内设有定压球,齿轮固定挡圈设置在主轴与弹簧腔体之间,并与弹簧腔体内侧螺纹连接,在压簧的作用下定压球、定压齿轮、齿轮固定挡圈依次抵靠接触,使定压齿轮与弹簧腔体之间留有空隙,齿轮固定挡圈与主轴之间留有空隙;
伺服电机将动力经过齿轮啮合传动传递给定压齿轮,由定压齿轮经定压球带动弹簧腔体转动,弹簧腔体把动力传递给空心丝杠和三爪丝母,通过三爪丝母的轴向移动带动拉力杆,将动力传递给Y形支撑杆,从而实现6组走行脚支的伸展角度调整,使走行脚支与被熔覆内管壁接触,走行脚支与内管壁接触后,空心丝杠停止运动,定压球与压簧之间产生压缩,通过压簧弹力使走行脚支与管材内壁紧密接触,完成压力保持。
所述的激光熔覆系统包括齿轮二、齿轮三、齿轮四、熔覆头旋转壳体、熔覆头固定壳体、反光镜、光束聚焦透镜调整电机、光束聚焦透镜调整丝杠、光束聚焦透镜、反光镜角度调整电机、熔覆喷嘴;齿轮二与主轴固定连接,齿轮二与齿轮三相互啮合,齿轮三、齿轮四与传动轴固定连接,传动轴通过轴承与设备壳体连接,齿轮四与固定在熔覆头旋转壳体上的齿轮一啮合,熔覆头固定壳体与设备壳体固定连接,熔覆头旋转壳体与熔覆头固定壳体相互转动连接,熔覆头旋转壳体、熔覆头固定壳体内由内而外均设置有激光腔、送粉腔,两个激光腔之间相互连通,且连接处设有密封环一;两个送粉腔之间相互连通,且连接处设有密封环二;
光束聚焦透镜调整电机固定在熔覆头固定壳体上,光束聚焦透镜调整电机带动光束聚焦透镜调整丝杠旋转,进而带动与光束聚焦透镜调整丝杠螺纹连接的丝母升降,光束聚焦透镜固定在丝母上,实现调整激光聚焦点位置;熔覆头旋转壳体的激光腔内安置有反光镜,反光镜角度调整电机可带动反光镜转动,配合光束聚焦透镜位置调整,从而调整光束照射在管材内壁的光斑位置,使其与熔覆喷嘴喷射粉末汇聚同一点,熔覆头旋转壳体上连接有与送粉腔相连通的熔覆喷嘴;载气带着熔覆粉末由送粉腔导入,由熔覆喷嘴喷射至钢管内壁处,激光由激光腔导入。
所述的水冷却系统包括在设备壳体内壁上均匀布置的水冷管路,水冷管路与设备壳体外部的冷却进水管、冷却出水管连接。
还包括Y形支撑杆,Y形支撑杆一端与设备壳体外部的支架铰接,另一端连接有耐热走行轮,链轮一、链轮二连接在Y形支撑杆上。
所述的空心丝杠内固定有平衡配重块。
所述的熔覆头旋转壳体上靠近熔覆喷嘴位置开有长方形的透光出口。
与现有技术相比,本发明的有益效果是:
自适应型变径钢管内壁激光熔覆机器人设计巧妙,能够在钢管内部自适应行走,基于压力过载保护装置,可适应不同管材内壁的激光熔覆强化作业。具体优点:
1、适用于直径变化管材的内壁激光熔覆,本装置在熔覆过程中可自适应及时调整姿态,当管径发生变化时熔覆可连续作业。
2、工况适用能力强,本装置设有位置可调节的光束聚焦透镜、反光镜,实现光路的调整,与旋转熔覆头相互协调反馈控制,可实现熔覆头360°旋转,特别适用于大吨位固定管材、不便移动或转动的管材内壁的激光熔覆作业。
3、可以灵活根据工况要求随机关闭激光熔覆系统,实现钢管内壁不同位置的选区激光熔覆作业。
4、节能环保,精密可控。本装置设计有水冷管路,可以及时将管材内壁激光熔覆产生的热量排出,能够适应长时间作业。
5、易携带,本装置体积小、重量轻,可在不同场地间移动,适用性强。
6、整体采用“胶囊型”设计结构,可根据不同工况需求设计成不同大小的系列化产品,易拆卸、结构简单,维修方便,设计有可视化功能,及时根据激光熔覆作业工况和被熔覆管材特点调整控制方案,优化作业。
附图说明
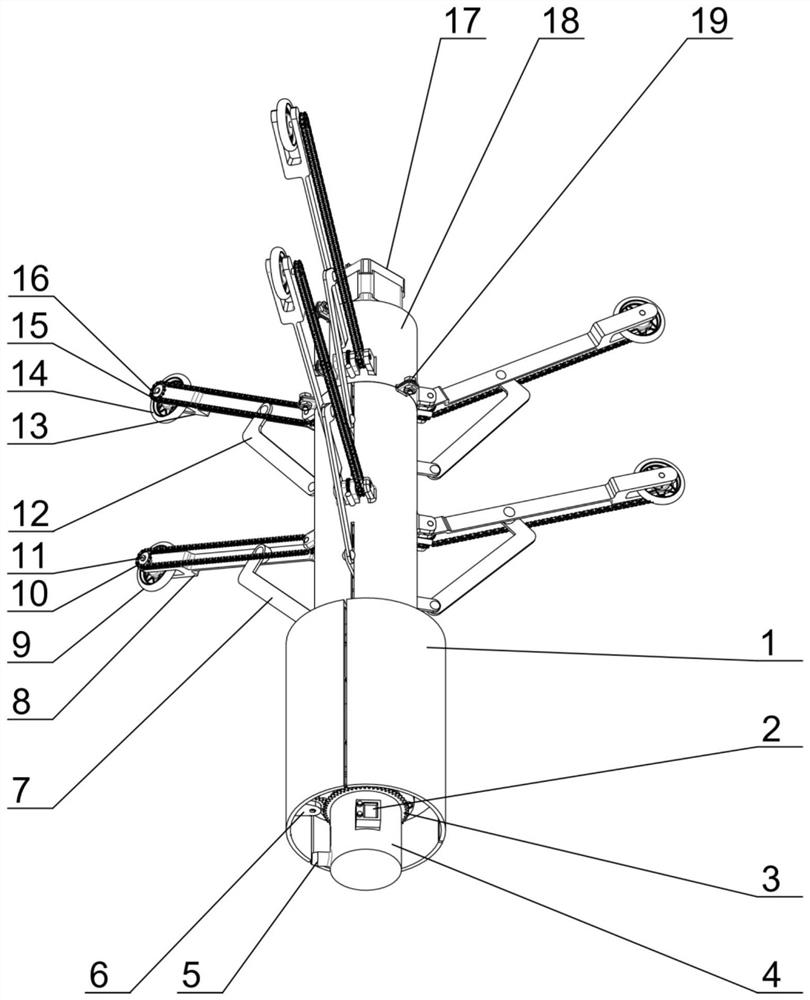
图1是自适应型变径钢管内壁激光熔覆机器人的整体结构装配图。
图2是自适应型变径钢管内壁激光熔覆机器人的主视图和剖视图。
图3是自适应走行系统结构图。
图4是机械支撑与平衡系统结构图。
图5是压力过载保护装置结构图与剖视图。
图6是激光熔覆系统的结构图。
图7是激光熔覆与光路调整结构图。
图8是激光熔覆与光路调整结构的侧视图及剖视图。
图9是水冷却系统的构及剖视图。
图10是自适应型变径钢管内壁激光熔覆机器人结构的局部放大图。
图中:1.设备壳体 2.反光镜角度调整电机 3.齿轮一 4.熔覆头旋转壳体 5.熔覆喷嘴 6.齿轮四支座 7.前置拉力杆 8.前置Y形支撑杆 9.前置耐热走行轮 10.前置链轮二11.销轴 12.拉力杆 13.后置Y形支撑杆 14.耐热走行轮 15.后置链条 16.后置链轮二17.伺服电机 18.齿轮箱 19.连接螺栓 20.辅助轴 21.齿轮五 22.齿轮六 23.齿轮七 24.齿轮八 25.蜗杆 26.前置脚支蜗杆 27.主动锥齿轮 28.从动锥齿轮(3个)29.后置链轮一30.销轴 31.蜗轮 32.主轴 33.后置脚支销轴 34.齿轮九 35.后置空心丝杠 36.轴承 37.定压齿轮 38.齿轮固定挡圈 39.弹簧腔体 40.后置三爪丝母 41.前置三爪丝母 42.平衡配重块 43.定压球 44.压簧 45.齿轮二 46.齿轮三 47.光束聚焦透镜调整电机 48.熔覆头固定壳体 49.固定限位法兰 50.轴承 51.透光出口 52.前置链条 53.齿轮四 54.传动轴 55.光纤固定螺母 56.载气与熔覆粉管固定螺母 57.载气与熔覆粉管 58.脚支锥齿轮59.激光腔 60.电线 61.光纤 62.密封环一 63.密封环二64.送粉腔 65.光束聚焦透镜调整丝杠 66.光束聚焦透镜 67.连接螺钉 68.反光镜69.载气与熔覆粉管进口 70.冷却进水管 71.冷却出水管 72.水冷管路 73.管线固定管。
具体实施方式
下面结合说明书附图对本发明进行详细地描述,但是应该指出本发明的实施不限于以下的实施方式。
见图1-图10,一种自适应型变径钢管内壁激光熔覆方法,通过自适应型变径钢管内壁激光熔覆机器人对钢管内壁进行激光熔覆,自适应型变径钢管内壁激光熔覆机器人整体呈胶囊状,分别由3组前走行脚支和3组后走行脚支支撑在被熔覆钢管内壁上,通过自适应行走对变径或不变径钢管内壁进行激光熔覆。
该自适应型变径钢管内壁激光熔覆机器人包括自适应走行系统、机械支撑与平衡系统、激光熔覆系统、水冷却系统。
自适应走行系统:由伺服电机17提供动力,动力通过齿轮箱18的两对齿轮七23、齿轮八24,齿轮五21、齿轮六22传递给位于整个设备主轴线上的主轴32,同时同步传递给辅助轴20。由辅助轴20带动齿轮九34,与定压齿轮37啮合传动,实现动力输入。定压齿轮37通过其上8组半球型凹窝内布置的定压球43将动力传递给弹簧腔体39,弹簧腔体39外部均布4个花键,与后置空心丝杠35插接,实现周向旋转,后置空心丝杠35带动后置三爪丝母40沿着设备壳体1上三个滑槽向前置方向移动,后置三爪丝母40通过拉力杆12,带动后置Y形支撑杆13腰部移动,从而实现3个后走行脚支角度张开动作,3个脚支周向互呈120°角支撑管材内壁,使耐热走行轮14调整到与被熔覆管材内壁恰好接触的位置。同时,动力通过辅助轴20也传递给相同的3个前走行脚支,实现前置耐热走行轮9与管材内壁间的位置调整。
当耐热走行轮14与管材内壁间压力达到一定值时,后置三爪丝母40运动受阻,导致后置空心丝杠35停止运转,定压齿轮37使定压球43与压簧44之间挤压,定压球43分别从均布的8组半球型凹窝脱离,直至定压齿轮37与弹簧腔体39脱离同步旋转状态,通过压簧施加的弹性力使6个走行脚支支撑的耐热走行轮14与管材内壁间压紧,为设备自适应行走提供足够的摩擦力。
同时,主轴32同步带动主动锥齿轮27,主动锥齿轮27同时与3个从动锥齿轮28啮合,将动力一分为三输出。3个从动锥齿轮28分别与蜗杆25同轴固连,带动蜗杆25旋转,蜗杆25与蜗轮31相互啮合传动。蜗轮31将动力传给销轴30上并列布置的后置链轮一29,后置链轮一29与后置链轮二16通过后置链条15传动,最终动力传输至耐热走行轮14。同样后走行脚支共3组,动力分别同步传给另外两个后走行脚支。同样的前走行脚支也有三组,以主轴32在空间呈120°均布,由前置的3个从动锥齿轮提供给动力实现驱动,实现机器人的自行走功能。
当被熔覆管材直径从小变大时,三个前走行脚支首先跨跃到大直径工况下,导致其与钢管内壁间压力消失,根据压力变化要求,定压球43在压簧力作用下重新回复到半球型凹窝内,定压齿轮37会通过定压球43带动弹簧腔体39旋转,从而带动前置空心丝杠旋转,导致前置三爪丝母41前移,带动前置拉力杆7拉动前置脚支Y形支撑杆8张开角度,以适应当前的大直径钢管管径尺寸要求,撑到一定位置后,前置耐热走行轮9与钢管内壁相接触,当压力达到一定值时,重新启动压力过载保护装置。前置三爪丝母41运动受阻,导致前置空心丝杠停止运转,定压齿轮37使定压球43与压簧44之间实现挤压,定压球43分别从均布8组半球型凹窝脱离,直至定压齿轮37与弹簧腔体39脱离同步旋转状态,通过压簧44施加的弹性力使3个前置脚支支撑的耐热走行轮9与管材内壁间压紧,为设备自适应行走提供足够的摩擦力。同理,3个后走行脚支下一步也重复以上变径动作,但该过程中仍连续熔覆作业,进而实现对变径钢管的熔覆。
当被熔覆管材直径从大变小时,需要控制伺服电机17反向转动,设备自动通过丝杠收起6个走行脚支,将设备从钢管中原路退出,从另一个方向进入进行熔覆,重复以上直径从小变大工况熔覆作业,直至熔覆工艺完成。退出过程中需要关掉激光熔覆系统,停止熔覆作业。
激光熔覆系统由伺服电机17给主轴32提供动力,齿轮二45固连在主轴32上,齿轮二45与齿轮三46相互啮合传动,将动力由齿轮三46经传动轴54传递给固连在传动轴54上的齿轮四53,齿轮四53安装在齿轮四支座6上,齿轮四53与齿轮一3相互啮合传动,将动力由齿轮一3传给与其固连的熔覆头旋转壳体4,熔覆头固定壳体48与设备壳体1固连,熔覆头固定壳体48与熔覆头旋转壳体4相互紧密配合,采取密封圈密封,送粉腔64与外界间密封环二63、激光腔59与送粉腔64间密封环一62分别镶嵌在各自的凹槽内,分别形成密闭的激光腔59和送粉腔64,采用多个连接螺钉67将固定限位法兰49压紧,通过固定限位法兰49对熔覆头固定壳体48与熔覆头旋转壳体4之间进行限位,使二者之间自由旋转。激光熔覆系统由伺服电机17通过齿轮传动将动力传给熔覆头旋转壳体4转动,相对于熔覆头固定壳体48实现转动。
载气与熔覆粉管57通过载气与熔覆粉管固定螺母56固连在熔覆头固定壳体48上,使载气与熔覆粉管进口69与粉末腔64相连,光纤61通过光纤固定螺母55固连在熔覆头固定壳体48上。电线60与光束聚焦透镜调整电机47连接,启动光束聚焦透镜调整电机47,带动光束聚焦透镜调整丝杠65实现旋转,光束聚焦透镜66通过丝母与光束聚焦透镜调整丝杠65之间实现螺旋配合,从而实现对光束聚焦透镜66的位置调整,灵活调整激光聚焦点位置。启动反光镜角度调整电机2,对激光腔59内反光镜68进行角度调整,配合光束聚焦透镜66的位置调整,二者实现控制信号反馈,从而有效调整激光光束照射在管材内壁上的光斑位置,使光斑位置与熔覆喷嘴5喷射的粉末汇聚同一点,熔覆头旋转壳体4上靠近熔覆喷嘴5位置开有长方形透光出口51,其大小根据不同管径要求以适应光路调整范围。开启激光和送粉器及载气,载气带着熔覆粉末由送粉腔64导入,由熔覆喷嘴5喷射至钢管内壁处,激光由激光腔59导入,从而有效进行管壁激光熔覆作业。
上述光路调整部分同样适用于激光淬火、激光清洗(除漆、除锈)作业,所以以上涉及以上工艺的调整都在本专利的保护范围内。
开启水冷系统,循环水由冷却进水管70进入,经设备壳体水冷管路72循环流动,对设备壳体1内壁进行有效冷却散热,经冷却出水管71排出。管线固定管73与设备壳体1固连,用于对光纤61、电线60、载气与熔覆粉管67固定。
本发明的结构简单,易拆卸,重量轻,性能可靠,使用灵活方便,自动化程度高,维护容易,低能耗,真正将实用性、低成本的设计理念贯穿始终,解决了复杂多变工况下管材内壁激光熔覆工艺瓶颈难题,有益于促进激光熔覆技术更广泛的推广和应用。
- 一种自适应型变径钢管内壁激光熔覆机器人及方法
- 一种自适应型变径钢管内壁激光熔覆机器人