一种金属罐加工生产线
文献发布时间:2023-06-19 11:26:00
技术领域
本申请涉及金属型材无切削加工设备的领域,尤其是涉及一种金属罐加工生产线。
背景技术
制备用于盛放油漆、油墨等的化工产品的金属罐时,先通过卷圆设备将金属板卷曲成圆柱状,再利用焊接装置将金属板的首尾焊接在一起。为了提升金属罐的密封性,会设置补涂机,在焊缝处涂抹胶水,并设置烘箱将水烘干。再对金属罐进行涨锥、翻边卷圆和涨筋,制成金属罐侧壁的外形。再经过翻转和底盖安装后,成型为最终的成品金属罐。
目前,金属罐制备过程中,不同的工序采用单独的设备对金属罐进行加工,通过人工转运的方式,按照工序顺序,将不同规格的金属罐向不同的设备进行输送。为了提高金属罐的输送效率,存在使用输送带将不同工位连接的设计,操作人员将输送带上的金属罐取下放入加工设备中进行加工,金属罐完成加工后,将金属罐取出,重新放回输送带,通过输送带实现金属罐在不同工位之间的流转。
针对上述中的相关技术,发明人认为人工搬运金属罐实现上下料,金属罐的输送效率较低,进而降低了金属罐的生产效率。
发明内容
为了提升金属罐的输送效率,提升金属罐的生产效率,本申请提供一种金属罐加工生产线。
本申请提供的一种金属罐加工生产线采用如下的技术方案:
一种金属罐加工生产线,包括焊接机构和机座,所述机座侧壁上开设有安装腔,所述机座上沿工序顺序依次排布有烘干机构、罐体整形机构和底盖安装机构,所述机座和烘干机构之间设有补涂机构,所述焊接机构与烘干机构之间设有输送组件,所述补涂机构设置在运输装置上,所述烘干机构与罐体整形机构之间设有运输装置,所述运输装置设置在机座上,所述罐体整形机构和底盖安装机构之间设有翻转组件。
通过采用上述技术方案,机座用于设置烘干机构、罐体整形机构和底盖安装机构;焊接机构对金属罐进行焊接;补涂机构用于在金属罐的焊缝处补涂胶水;烘干机构用于烘干胶水;罐体整形机构用于进行对金属罐的涨锥作业、翻边卷圆作业和涨筋作业;输送组件用于接收焊接机构排出的金属罐,并将金属罐向烘干组件输送;运输装置用于接收烘干机构内送出的金属罐,并将金属罐向罐体整形机构输送;翻转组件用于翻转罐体整形机构中送出的金属罐。输送组件将焊接机构中送出的金属罐向烘干机构进行输送,输送过程中补涂机构在金属罐的焊缝处补涂胶水,运输装置将烘干装置中送出的金属罐向罐体整形机构输送,全程无人工参与,实现金属罐的全自动输送,翻转组件代替人工对金属罐进行翻转,进一步减少人工参与,提升了金属罐的输送效率,提升生产效率。
可选的,所述输送组件包括支撑架、设置在支撑架内侧壁上的输送链,所述输送链间隔排布有多条。
通过采用上述技术方案,从焊接机构中送出的金属罐落在输送链上,输送链带动金属罐向烘干组件输送,实现金属罐的自动输送,进一步提升金属罐的输送效率,进一步提升金属罐的生产效率。
可选的,所述支撑架的内侧壁上设有电磁铁,所述电磁铁间隔设置有多个,所述输送链设置在的电磁铁的磁场内。
通过采用上述技术方案,接通电源后,电磁铁产生磁性,金属罐在磁力作用下吸附在输送链上。焊接机构完成金属罐的焊接后,焊缝的朝向保持一致,金属罐吸附在输送链上,提升金属罐输送过程中的稳定性,省去认为调整焊缝朝向的过程,方便在金属罐的焊缝上补涂胶水,进一步提升金属罐的输送效率,进一步提升生产效率。
可选的,所述运输装置包括沿金属罐输送方向排布的第一输送带、转动组件、缓存组件和搬运组件,所述第一输送带设置在机座上,所述转动组件设置在第一输送带上,所述搬运组件设置在第一输送带的末端,所述机座上设有的置物板,所述置物板设置在第一输送带的末端,所述机座上设有安装座,所述安装座沿机座长度方向间隔排布有多个,每个所述安装座上均开设有插孔,多个所述插孔的轴线平行,所述插孔内设有移动杆,所述移动杆间隔排布有多根,多根移动杆的长度方向平行,所述机座上设有用于驱动移动杆沿长度方向滑动的驱动组件;
所述搬运组件包括摆动板、设置在摆动板顶端的夹紧杆以及设置在夹紧杆上的夹爪,所述摆动板设置在移动杆上,所述摆动板沿移动杆长度方向间隔排布有多块,所述夹紧杆的长度方向与移动杆的长度方向平行,所述夹爪沿夹紧杆的长度方向间隔排布有多个。
通过采用上述技术方案,烘干机构中送出的金属罐输送至第一输送带上,第一输送带将金属罐向搬运装置输送,转动组件将金属罐由水平旋转至竖直状态,夹爪将金属罐夹持,驱动组件运转带动移动杆滑移,将金属罐定位搬运至罐体整形机构的下方,实现金属罐的自动搬运定位,进一步提升金属罐的输送效率,进一步提升生产效率。
可选的,所述转动组件包括传动轴、设置在传动轴上的挡杆,所述传动轴设置在第一输送带内,所述挡杆沿传动轴的圆周方向间隔排布有多根,所述挡杆沿传动轴的轴线方向间隔排布有多圈,所述第一输送带的侧壁上设有伺服电机,伺服电机的输出轴与传动轴同轴连接。
通过采用上述技术方案,金属罐在第一输送带的带动下撞击挡杆,伺服电机运转带动传动轴转动,传动轴带动挡杆转动,挡杆推动金属罐转动,金属罐由水平状态旋转至竖直状态。代替人工转动金属罐的过程,进一步提升金属罐的输送效率,提升金属罐的生产效率。
可选的,所述驱动组件包括转轮、摆臂和推拉杆,所述转轮设置在机座顶面上,所述摆臂一端偏心设置在转轮上,另一端与所述推拉杆中间部连接,所述推拉杆两端均设置在移动杆的侧壁上,所述机座内设有第二驱动电机,所述第二驱动电机的输出轴与转轮的转轴同轴连接,每根所述移动杆上均设有摆动块,所述置物板下方设有摆动气缸,所述摆动气缸的活塞杆与摆动块的顶端铰接。
通过采用上述技术方案,第二驱动电机运转带动转轮转动,转轮带动摆臂摆动,摆动臂拖动推拉杆水平移动,推拉杆带动移动杆水平滑移,进而带动夹爪和金属罐水平胡奥东,进而实现金属罐的自动搬运。摆动汽缸的活塞杆伸出,摆动块转动,进而带动移动杆转动,夹爪相互远离,方便夹爪将金属罐夹持;摆动气缸的活塞杆缩回,摆动块摆动带动移动杆转动,移动杆带动夹爪相互靠近,夹爪将金属罐夹持,实现金属罐的自动夹持。
可选的,所述缓存组件包括第二输送带和第三输送带,所述第二输送带设置在第一输送带输送方向一侧,所述第三输送带设置在第一输送带远离第二输送带一侧,所述第二输送带与第三输送带均与第一输送带连通,所述第一输送带上设有第一导向板,所述第一导向板铰接在第一输送带与第二输送带交汇处,所述第一输送带上设有第二导向板,所述第二导向板铰接在第一输送带与第三输送带的交汇处。
由于不同的工序消耗的时间不同,对罐体整形消耗的时间较长,金属罐容易在罐体整形机构前堆积阻塞,通过采用上述技术方案,当第一输送带上堆积满金属罐后,第一导向板转动,金属罐在第一导向板的带动下向第二输送带上输送,金属罐缓存在第二输送带上。第二输送带上堆积一定数量后,第一导向板转动将第二输送带阻挡,第二导向板转动,第二导向板引导金属罐向的第三输送带输送,金属罐在第三输送带上缓存,减少金属罐在第一输送带上的堆积。
可选的,所述第一输送带末端设有汇集带,所述汇集带与第一输送带、第二输送带和第三输送带均连通,所述汇集带的末端与搬运组件连接。
通过采用上述技术方案,第一输送带、第二输送带和第三输送带上的金属罐向汇集带上输送,金属带汇集在汇集带上,汇集带将金属罐向罐体整形机构输送,实现金属罐缓存后的自动输送。
可选的,所述第二输送带的底端设有悬挂架,所述悬挂架远离第二输送带一端设有第一驱动电机,所述第一驱动电机的输出轴与第一导向板的铰接轴同轴连接,所述第一导向板的铰接轴上同轴设有传动轮,所述第二导向板的铰接轴上同轴设有从动轮,所述传动轮与从动轮之间设有连接轮。
通过采用上述技术方案,第一驱动电机运转,传动轮连接轮和从动轮传动,第一导向板和第二导向板同步转动,方便控制金属罐的输送方向,方便金属罐的缓存在第二输送带和第三输送带上。
可选的,所述机座上设有出料带,所述翻转组件设置在出料带的末端;
所述翻转组件包括支撑轴、夹板和第三驱动电机,所述支撑轴设置在出料带内,所述夹板设置有多块,多块所述夹板间隔排布在支撑轴轴线方向两端,所述第三驱动电机设置在出料带的侧壁上,所述第三驱动电机的输出轴与支撑轴同轴连接,所述支撑轴远离第三驱动电机一端设有安装杆,所述安装杆上设有夹紧气缸,所述夹板设置在夹紧气缸的活塞杆上。
通过采用上述技术方案,出料带将金属罐输送至夹板之间,夹紧气缸的活塞杆伸出,夹板将金属罐夹紧。第三驱动电机运转,带动支撑轴转动,支撑轴带动夹板转动,金属罐在夹板的带动下翻转一百八十度,实现金属罐的自动翻转。
综上所述,本申请包括以下至少一种有益技术效果:
1.输送组件将焊接机构中送出的金属罐向烘干机构进行输送,输送过程中补涂机构在金属罐的焊缝处补涂胶水,运输装置将烘干装置中送出的金属罐向罐体整形机构输送,实现金属罐的全自动输送,翻转组件代替人工对金属罐进行翻转,进一步减少人工参与,提升金属罐的输送效率,提升生产效率;
2.通过设置缓存组件,对烘干组件中送出的金属罐进行缓存,减少金属罐在第一输送带上的堆积,缩小罐体整形机构对金属罐输送效率的影响,提升金属罐的输送效率;
3.第一驱动电机运转驱动移动杆水平滑移,由于摆臂行程固定,移动杆水平滑移时,实现金属罐的等距输送,提升金属罐的输送精度,提升金属罐的加工精度,进而提升产品质量。
附图说明
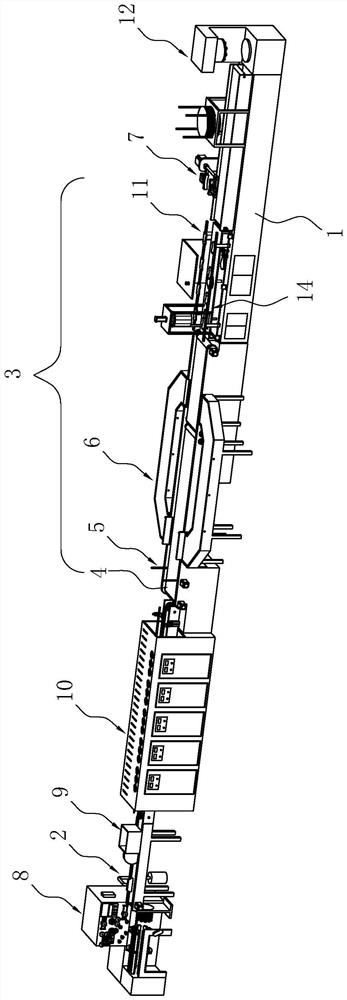
图1是本申请实施例的整体结构示意图。
图2是体现输送组件结构的示意图。
图3是体现缓存组件结构的示意图。
图4是体现转动组件结构的示意图。
图5是体现第一导向板结构的示意图。
图6是体现出料带结构的示意图。
图7是体现搬运组件结构的示意图。
图8是体现翻转组件结构的示意图。
附图标记说明:1、机座;2、输送组件;21、支撑架;22、输送链;23、电磁铁;24、让位槽;3、运输装置;4、第一输送带;5、转动组件;51、挡杆;52、传动轴;53、伺服电机;6、缓存组件;61、第二输送带;62、第三输送带;63、第一导向板;64、第二导向板;65、汇集带;66、传动轮;67、从动轮;68、连接轮;69、第一驱动电机;7、翻转组件;71、支撑轴;72、夹板;73、第三驱动电机;74、安装杆;75、夹紧气缸;76、连接座;8、焊接机构;9、补涂机构;10、烘干机构;11、搬运组件;111、摆动板;112、夹爪;113、夹紧杆;12、底盖安装机构;13、驱动组件;131、转轮;132、摆臂;133、推拉杆;134、第二驱动电机;14、罐体整形机构;15、安装座;16、移动杆;17、摆动气缸;18、摆动块;19、出料带;20、置物板;25、支撑柱;26、悬挂架;27、固定架;28、插孔。
具体实施方式
以下结合附图1-8对本申请作进一步详细说明。
本申请实施例公开一种金属罐加工生产线。参照图1,金属罐加工生产线包括焊接机构8和机座1,焊接机构8和机座1之间设有输送组件2,输送组件2上设有补涂机构9,机座1上沿工序方向间隔排布有烘干机构10、运输装置3、罐体整形机构14、翻转组件7和底盖安装机构12。金属板材在焊接机构8内弯折成型,并焊接成金属圆筒,成型金属罐侧壁的雏形,输送组件2带动金属罐向烘干机构10输送,金属罐输送过程中,补涂机构9在金属罐的焊缝处涂覆胶水。金属罐在金属罐内完成烘干后,运输装置3将金属罐向罐体整形机构14输送。完成金属罐侧壁的整形后,翻转组件7将金属罐翻转,金属罐呈倒置,底盖安装机构12在倒置的金属罐顶端固定底盖,完成金属罐的生产。
参照图2,输送组件2包括支撑架21、设置在支撑架21内侧壁上的输送链22,支撑架21长度方向一端与焊接机构8的出料口连接,另一端与烘干机构10的进料口连接,支撑架21内壁上开设有让位槽24,让位槽24沿支撑架21的长度方向延伸,输送链22设置在让位槽24内,输送链22间隔排布有两条,两条输送链22设置在支撑架21相对的内侧壁上,让位槽24对应输送链22间隔排布有两条。支撑架21的内侧壁上设有电磁铁23,电磁铁23固定在内侧壁的底端。金属罐从焊接机构8中送出,金属罐在电磁铁23的吸引下,吸附在输送链22上,输送链22向烘干机构10滚动,进而带动金属罐向烘干机构10输送,实现金属罐的自动输送。
参照图2,补涂机构9设置在支撑架21的顶面上。焊接过程中,多个金属罐的焊缝保持朝上,且多条焊缝长度方向的延长线在同一直线上。金属罐完成焊接后直接吸附在输送链22上进行输送,两条输送链22排布在金属罐轴线方向两侧,提升金属罐运输过程中的稳定性,金属罐不易偏转,金属罐的焊缝保持朝上,方便补涂机构9对金属罐的焊缝补涂胶水。
参照图1和图3,运输装置3包括沿金属罐输送方向排布的第一输送带4、缓存组件6和搬运组件11,第一输送带4固定在机座1上,第一输送带4内设有转动组件5,缓存组件6设置在第一输送带4运输方向两侧,搬运组件11设置在缓存组件6的末端。
参照图4,转动组件5包括传动轴52和挡杆51,传动轴52的轴线与第一输送带4的宽度方向平行,传动轴52设置在第一输送带4的内壁上,挡杆51固定在在传动轴52的侧壁换上,挡杆51沿传动轴52的圆周方向均匀间隔排布有四根,挡杆51沿传动轴52的轴线方向间隔排布有两圈,两圈挡杆51之间的间距小于金属罐的直径,第一输送带4的侧壁上固定有伺服电机53,伺服电机53的输出轴与传动轴52同轴固定连接。金属罐在第一输送带4的带动下撞击挡杆51,伺服电机53运转带动传动轴52转动,传动轴52带动挡杆51转动,金属罐在挡杆51的推动下实现翻转,金属罐由水平翻转至竖直状态。
参照图3和图5,缓存组件6包括第二输送带61和第三输送带62,第二输送带61设置在第一输送带4输送方向一侧,第三输送带62设置在第一输送带4远离第二输送带61一侧。第二输送带61和第三输送带62的底端均设有固定架27,第二输送带61和第三输送带62均与第一输送带4连通。第一输送带4的侧壁上竖直铰接有第一导向板63,第一导向板63的铰接轴设置在第一输送带4与第二输送带61的交汇处,第一输送带4远离第一导向板63一侧侧壁上竖直铰接有第二导向板64,第二导向板64的铰接轴设置在第一输送带4与第三输送带62的交汇处。由于罐体整形机构14对金属罐的加工过程较为繁琐,消耗的时间较长,金属罐容易在搬运组件11的起始端堆积。转动第一导向板63引导金属罐向第二输送带61输送,第二输送带61对金属罐进行缓存,第二输送带61上的金属罐开始堆积时,再次转动第一导向板63将第一输送带4与第二输送带61的连通口封闭。转动第二导向板64将金属罐向第三输送带62引导,第三输送带62提升金属罐的缓存量,能够容纳更多的金属罐,延缓金属罐的大量堆积造成金属罐输送滞塞的情况。
参照图3,第一输送带4的末端连通有汇集带65,汇集带65设置在机座1上,汇集带65与第二输送带61和第三输送带62均连通,汇集带65的末端与搬运组件11连通。第二输送带61和第三输送带62上缓存的金属罐向汇集带65上输送,方便缓存的金属罐快速投入生产,快速减少第二输送带61和第三输送带62上缓存的金属罐,进一步提升金属罐的输送效率,进一步提升生产效率。
参照图5,固定架27的底面上固定有悬挂架26,悬挂架26的底面上固定有第一驱动电机69,第一驱动电机69的输出轴贯穿固定架27底面与第一导向板63的铰接轴同轴固定连接。第一导向板63的铰接轴上同轴固定连接有传动轮66,传动轮66为齿轮,第二导向板64的铰接轴上同轴固定连接有从动轮67,从动轮67为齿轮,传动轮66和从动轮67之间设有多个用于连接传动轮66和从动轮67的连接轮68,连接轮68设置在第一输送带4的底面上,连接轮68为齿轮,连接轮68与传动轮66啮合,连接轮68与从动轮67啮合,多个连接轮68相互啮合。驱动电机运转带动传动轮66转动,传动轮66和连接轮68传动带动从动轮67转动,实现第一导向板63和第二导向板64的同步转动。
参照图6和图7,机座1上设有置物板20,置物板20的顶面与汇集带65表面平齐,置物板20的底面上一体成型有支撑柱25,支撑柱25间隔排布有多根,支撑柱25对置物板20进行支撑,使置物板20与机座1的顶面之间存在间隙。机座1上设有安装座15,安装座15沿机座1的长度方向间隔排布有多个,多个安装组沿机座1宽度方向间隔排布有两排。每个安装座15上均开设有插孔28,同一排安装座15上的插孔28同轴设置。插孔28内设有移动杆16,移动杆16的轴线与机座1的长度方向平行,移动杆16并排排布有两根。机座1上设有用于驱动移动杆16沿轴线方向滑移的驱动组件13。搬运组件11设置在移动杆16上。金属罐不断从汇集带65上落下,金属罐落在置物板20上,搬运装置夹持金属罐,驱动组件13带动移动杆16水平移动,进而带动金属罐随着移动杆16在置物板20上水平滑移,实现金属罐的自动搬运,进一步提升金属罐的输送效率,提升金属罐的生产效率。
参照图6和图7,搬运组件11包括摆动板111、设置在摆动板111顶端的夹紧杆113以及设置在夹紧杆113上的夹爪112,摆动板111固定在移动杆16上,摆动板111沿移动杆16的长度方向间隔排布有多块,摆动板111对应移动杆16间隔排布有两排,夹紧杆113的长度方向与移动杆16的轴线平行,夹紧杆113对应移动杆16间隔排布有两根,夹爪112沿夹紧杆113的长度方向间隔排布有多个。
参照图6和图7,驱动组件13包括转轮131、摆臂132和推拉杆133,转轮131设置在机座1的顶面上,摆臂132一端偏心铰接在转轮131上,另一端与推拉杆133的中间部铰接,推拉杆133两端均固定在移动杆16的侧壁上,移动杆16在推拉杆133的推拉作用下水平移动,同时移动杆16能够绕自身轴线转动。机座1内设有第二驱动电机134,第二驱动电机134的输出轴与转轮131的转轴同轴固定连接。第二驱动电机134运转带动转轮131转动,转轮131带动摆臂132摆动,摆臂132摆动过程中带动推拉杆133水平滑移,进而带动移动杆16水平滑移。
参照图6和图7,每根移动杆16上均固定有摆动块18,置物板20机座1上方设有摆动气缸17,摆动气缸17的活塞杆与摆动块18的顶端铰接。摆动气缸17的活塞杆伸出,摆动块18绕移动杆16轴线转动,带动移动杆16转动,夹爪112相互远离,方便对金属罐进行夹持以及将夹爪112内的金属罐放下。摆动气缸17的活塞杆缩回,摆动块18绕移动杆16的轴线反向转动,夹爪112相互靠近,实现金属罐的自动夹持。
参照图6和图8,机座1上设有出料带19,出料带19设置在罐体整形机构14的出料端,翻转组件7设置在出料带19的末端,机座1上固定有连接座76。翻转组件7包括支撑轴71、夹板72和第三驱动电机73,支撑轴71设置在出料带19的内侧壁上,支撑轴71的轴线与出料带19的宽度方向平行,夹板72间隔排布有两块,两块夹板72设置在支撑轴71两端,第三驱动电机73固定在连接座76的侧壁上。支撑轴71两端均固定有安装杆74,安装杆74上固定有夹紧气缸75,夹紧气缸75的活塞杆与夹板72固定连接。金属罐从罐体整形机构14中送出,金属罐进入两夹板72之间,夹紧气缸75的活塞杆伸出,夹紧将金属罐夹紧,第三驱动电机73运转带动支撑轴71转动,支撑轴71带动夹板72转动,金属罐在夹板72的带动翻转,实现金属罐的自动翻转,省去人工翻转金属罐的过程,提升金属罐的输送效率,提升生产效率。
本申请实施例一种金属罐加工生产线的实施原理为:焊机机构将完成焊接的金属罐送出,电磁铁23吸引金属罐,使金属罐吸附在输送链22上,输送链22将金属罐向烘干机构10内输送。金属罐烘干后输送至第一输送带4上,第一输送带4输送金属罐的过程中,伺服电机53驱动传动轴52转动,进而使挡杆51推动金属罐转动,金属罐由水平转动至竖直状态。金属罐经过第一输送带4和汇集带65,移动至夹爪112中间,摆动气缸17的活塞杆收缩,夹爪112将金属罐夹紧,第二驱动电机134运转,带动金属罐移动至罐体整形机构14内,摆动气缸17的活塞杆伸出,夹爪112将金属罐放下,往复循环,完成金属罐的搬运。金属罐从罐体整形机构14内送出后,落在出料带19上,处理带将金属罐输送至夹板72中间,夹紧气缸75的活塞杆伸出,夹板72将金属罐夹持,第三驱动电机73运转,带动夹板72转动,完成金属罐的翻转,金属罐在处理带的带动下输送至底盖安装结构内,底盖安装机构12在金属罐上安装底盖,成型金属罐的成品。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种金属罐加工生产线
- 一种金属罐盖及金属罐