一种可快速烟熏生物基纤维素肠衣的制备方法
文献发布时间:2023-06-19 11:27:38
技术领域
本申请涉及一种生物基纤维素肠衣的制备方法,具体是一种可快速烟熏 生物基纤维素肠衣的制备方法。
背景技术
在当前全球限塑的严峻环保形势下,采用生物基天然纤维素作原 料,产品可自然降解,无毒害,不会形成二次污染,且具有耐高温等 功能性的纤维素肠衣(管状纤维素膜)在食品和医药领域的应用越来 越广,特别是在热狗肠、维也纳肠、法兰克福肠、萨拉米肠等西式香 肠的快速生产中,纤维素肠衣因透水透气性好,强度高,口径均匀, 有适宜的弹性和强度、不产生静电、绿色环保、性能卓越等特点,越 来越受香肠生产企业青睐。
国内该产品的生产尚属空白,对此类纤维素肠衣的需求全部依赖 进口,研发该类产品生产关键技术,可以使肉制品行业的发展速度得 到快速提高,对引导国内肠衣行业乃至肉制品行业发展都有重要的现 实意义。因此,针对上述问题提出一种可快速烟熏生物基纤维素肠衣 的制备方法。
发明内容
一种可快速烟熏生物基纤维素肠衣的制备方法,所述可快速烟熏生物基 纤维素肠衣的制备方法包括如下步骤:
步骤一、纤维素肠衣专用粘胶制备:选用多种溶解浆,采用连续浸渍法 进行碱化处理后,经压榨处理、得到的碱纤在合理的工艺条件下经老化、黄 化、后溶解、熟成、过滤和脱泡工序处理后,得到纤维素肠衣专用高粘度粘 胶。
步骤二、不同颜色的颜料助剂配置与添加:根据产品外观要求,选用食 品专用颜料,按照颜料:去离子水=1:40到1:4的不同配置工艺。
步骤三、纤维素肠衣挤出成型:熟成好的专用粘胶和配置好的颜料通过 粘胶均质泵混合成均匀的可快速烟熏专用粘胶,混匀后的粘胶料通过粘胶泵 泵送到纤维素肠衣专用挤出成型装置中,在挤出成型装置中,混合好的专用 粘胶在酸浴的条件下反应成型成管状薄膜。
步骤四、水洗:将步骤三所得的纤维素湿肠衣从塔式机顶端转入湿部水 洗槽中进行水洗,经过冷水槽、弱酸槽、清水槽的逐步水洗,得到水洗后的 纤维素肠衣,期间通过控制水洗槽温度等,使湿肠衣充分水洗,达到产品要 求;
步骤五、脱硫:将水洗后的纤维素湿肠衣转入到脱硫槽进行脱硫,所述 脱硫槽加有氢氧化钠,脱硫后,将纤维素湿肠衣转入水洗槽继续进行水洗, 得到脱硫后的纤维素湿肠衣,此时的纤维素肠衣基本已无杂质;
步骤六、塑化:将脱硫水洗后的纤维素肠衣传入塑化槽中,塑化槽中有 配置好的自主研发塑化液,使纤维素湿肠衣进行塑化,得到塑化后的纤维素 湿肠衣,塑化的主要作用为保水,塑化液的PH值控制在6.5-8.5,主要通过 甘油与水的不同比例制备而成;
步骤七、预干燥和干燥:将塑化完成的纤维素湿肠衣传入预干燥系统, 通过湿肠衣在预干燥过程中自然干燥后,进入干燥系统进行干燥,再次过程 中,在干燥系统出口处通过压缩空气对对纤维素湿肠衣进行充气,确保在整 个干燥过程中,纤维素肠衣内外壁能够均匀充分干燥,同时便于根据产品指 标,实时对纤维素肠衣产品的折径等指标进行控制和调整。
步骤八、调湿:将干燥后的纤维素肠衣转入调湿间调湿,根据产品指标 要求,实时调整纤维素肠衣湿度等指标。
步骤九、卷取:纤维素肠衣经过调湿后,转入卷取系统进行卷取,卷取 成盘后为纤维素肠衣半成品,备用。
步骤十、套缩及包装打件:卷取好的纤维素肠衣半成品经纤维素肠衣专 用套缩设备套缩成客户指定的肠衣的纤维素肠衣棒,套缩好后形成可快速烟 熏纤维素肠衣产品,期间套缩过程中的专用套缩液为可快速烟熏纤维素肠衣 专用套缩液。套缩好的成品再经包装打件,发往客户。
进一步地,在步骤二中,配置好颜料,充分搅拌均匀、过滤到颜料储备 罐中备用,储备过程中,颜料储备罐保持均速搅拌。
进一步地,在步骤三中,根据工艺,按照粘胶质量:颜料质量比例在95:5 到49:1的比例。
进一步地,在步骤四中,经塔式机再生的纤维素肠衣,通过延缓再生反 应的酸浴工艺,使纤维素肠衣再生反应中纤维素结晶区减缓生成速率。
进一步地,在步骤五中,湿肠衣从缓慢再生系统中塔式机下来后,进入 水洗系统。
进一步地,所述水洗系统共计包含1个冷水槽、4个酸洗槽、10个水洗槽 和1个脱硫槽。
进一步地,在步骤六中,在温度65-85℃和塑化液PH值在6.5-8.5的条件 下进行塑化15秒到30秒,作用是保持好湿肠衣的水分。
进一步地,所述在步骤八中,将配置好的纤维素肠衣套缩液充分搅拌均 匀配置好后,置于套缩液储存罐备用。
进一步地,在步骤九中,经套缩液喷涂的纤维素肠衣能够促进灌装香肠 在蒸煮时,水分和烟熏气能够快速渗透进入肠衣内部。
本发明的有益效果是:通过自主研发的颜料配比工艺,打破了纤维素肠 衣生产技术国际垄断,可以根据客户要求,生产出满足客户外观需求的全色 专用粘胶,同时在色胶制备过程中,添加了均质泵等色胶混合装置,可以有 效的保证色胶混合均匀性,使制得的可快速烟熏纤维素肠衣颜色更均匀,分 子间排布更均匀。
可以使肠衣专用粘胶在适宜的酸浴环境下,沿着成型设备缓慢再生成型 为需求的管状膜,其强度完全可以达到生产车速的拉力要求等;可以使后续 缓慢再生过程更稳定,保证肠衣内容反应均匀一致性的基础上,便于更好的 控制反应速度,使湿纤维素肠衣的物理指标更稳定,能够有效提升产品质量 和为生产提速奠定基础;套缩液配方,使快速烟熏专用套缩液经喷涂套缩后, 可以使纤维素肠衣达到快速烟熏的效果。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实 施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面 描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲, 在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
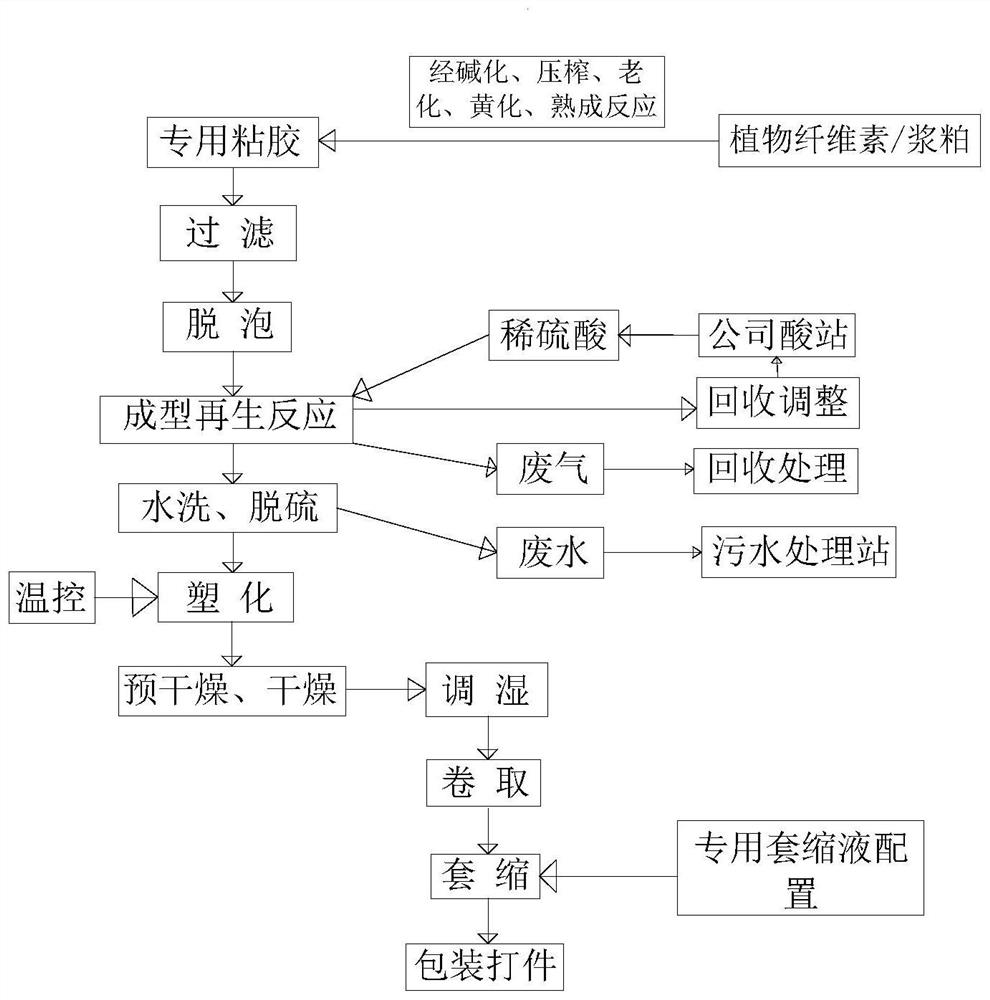
图1为本申请制备方法流程图。
具体实施方式
为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实 施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然, 所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于 本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获 得的所有其他实施例,都应当属于本申请保护的范围。
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第 一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先 后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的 本申请的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意 图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、 系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有 清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
在本申请中,术语“上”、“下”、“左”、“右”、“前”、“后”、 “顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、 “纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些 术语主要是为了更好地描述本申请及其实施例,并非用于限定所指示的装置、 元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用 于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关 系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些 术语在本申请中的具体含义。
此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套 接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造; 可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相 连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通 技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特 征可以相互组合。下面将参考附图并结合实施例来详细说明本申请。
实施例一:
如图1所示,所述可快速烟熏生物基纤维素肠衣的制备方法包括如下步 骤:
步骤一、纺丝粘胶的制备:
(1)选取溶解浆、木浆或棉桨为原料,将浆粕采用连续浸渍碱化方法,依 次经过碱化处理、压榨处理、老化处理、黄化处理和熟成处理,制得可快速 烟熏纤维素肠衣专用纤维素磺酸脂;
(2)向制得的所述纤维素黄酸酯加入NaOH溶液从而溶解纤维素黄酸酯, 溶解温度小于18℃,制得后溶解纤维素肠衣粘胶,所述后溶解粘胶的粘度为 235sec,α-cell的含量为8.5%,硫含量小于2.0%,NaOH含量为7.5%, 氨值为11ml;
(3)将后溶解粘胶进行熟成处理,熟成温度为30℃之间,熟成时间为8h, 制得熟成粘胶,所述熟成粘胶的粘度为220sec,铵值为9.5ml;
(4)将熟成粘胶进行过滤,然后将过滤后的熟成粘胶投入自主研发的快速 脱泡塔,对熟成粘胶进行脱泡处理,所述快速脱泡塔的入口与出口的温差为 3℃,脱泡后制得纺丝粘胶,所述纺丝粘胶的粘度为210sec,α-cell的含量 为8.5%,NaOH的含量为7.5%,铵值为8.5ml;
步骤二、添加颜料助剂:采用食品级颜料,通过颜料配置工艺,将提前 配置好的颜料,通过均质泵,使所述颜料助剂与所述过滤好的纺丝粘胶混合 均匀,得到不同需要的可快速烟熏纤维素肠衣专用粘胶,待用;
步骤三、纤维素肠衣的制备:采用自主研发的纤维素肠衣专用成型器, 所述纤维素肠衣成型器装有酸溶液,将步骤二所得的混合均匀的纤维素肠衣 专用粘胶泵送到到所述纤维素肠衣成型设备,并与纤维素肠衣成型器内的酸 溶液反应,制得成型的纤维素湿肠衣(管状纤维素薄膜),成型后,进入纤 维素肠衣塔式机,继续进行缓慢再生反应,使制得的纤维素湿肠衣的强度等 指标满足生产需求;
步骤四、水洗:将步骤三所得的纤维素湿肠衣从塔式机顶端转入湿部水 洗槽中进行水洗,经过冷水槽、弱酸槽、清水槽的逐步水洗,得到水洗后的 纤维素肠衣,期间通过控制水洗槽温度等,使湿肠衣充分水洗,达到产品要 求;
步骤五、脱硫:将水洗后的纤维素湿肠衣转入到脱硫槽进行脱硫,所述 脱硫槽加有氢氧化钠,脱硫后,将纤维素湿肠衣转入水洗槽继续进行水洗, 得到脱硫后的纤维素湿肠衣,此时的纤维素肠衣基本已无杂质;
步骤六、塑化:将脱硫水洗后的纤维素肠衣传入塑化槽中,塑化槽中有 配置好的自主研发塑化液,使纤维素湿肠衣进行塑化,得到塑化后的纤维素 湿肠衣,塑化的主要作用为保水,塑化液的PH值控制在6.5-8.5,主要通过 甘油与水的不同比例制备而成;
步骤七、预干燥和干燥:将塑化完成的纤维素湿肠衣传入预干燥系统, 通过湿肠衣在预干燥过程中自然干燥后,进入干燥系统进行干燥,再次过程 中,在干燥系统出口处通过压缩空气对对纤维素湿肠衣进行充气,确保在整 个干燥过程中,纤维素肠衣内外壁能够均匀充分干燥,同时便于根据产品指 标,实时对纤维素肠衣产品的折径等指标进行控制和调整。
步骤八、调湿:将干燥后的纤维素肠衣转入调湿间调湿,根据产品指标 要求,实时调整纤维素肠衣湿度等指标。
步骤九、卷取:纤维素肠衣经过调湿后,转入卷取系统进行卷取,卷取 成盘后为纤维素肠衣半成品,备用。
步骤十、套缩及包装打件:卷取好的纤维素肠衣半成品经纤维素肠衣专 用套缩设备套缩成客户指定的肠衣的纤维素肠衣棒,套缩好后形成可快速烟 熏纤维素肠衣产品,期间套缩过程中的专用套缩液为可快速烟熏纤维素肠衣 专用套缩液。套缩好的成品再经包装打件,发往客户。
本实施例中,所述浆粕白度大于85%,甲纤含量大于95%。
本实施例中,所述步骤一中,所述NaOH溶液的浓度为40g/L。
本实施例中,所述步骤二中,所述颜料为食品级专用颜料,所述颜料和 所述纺丝粘胶通过粘胶均质泵混合均匀。
本实施例中,所述步骤三中,所述纤维素肠衣成型器装有硫酸溶液,所 述混合均匀的纺丝粘胶通过粘胶泵输入到所述纤维素肠衣成型器内并与纤维 素肠衣成型器内的硫酸溶液反应。
本实施例中,所述步骤五中,脱硫温度为80℃,脱硫时间大于10s,水 洗时间为大于50s。
本实施例中,所述步骤六中,塑化槽的温度为70度,塑化液甘油浓度为 90g/L,塑化槽的pH值为7.5左右,塑化时间为10s以上。
本实施例中,所述步骤七中,将所述干燥间采用热风循环干燥,干燥温 度为从150逐渐降至50℃,干燥过程控制速比为负牵伸,干燥100秒后,将 薄膜转入调湿间,调湿间温度为45℃,调湿间相对湿度为65%RH,根据产品 指标随时调整。
上述制备方法有益之处在于:通过自主研发的颜料配比工艺,可以根据 客户要求,生产出满足客户外观需求的全色粘胶,同时在色胶制备过程中, 添加了均质泵等色胶混合装置,可以有效的包装色胶混合均匀性,使制得的 可快速烟熏纤维素肠衣颜色更均匀,分子间排布更均匀;
可以使肠衣专用粘胶在适宜的酸浴环境下,沿着成型设备缓慢再生成型 为需求的管状膜,其强度完全可以达到生产车速的拉力要求等;可以使后续 缓慢再生过程更稳定,保证肠衣内容反应均匀一致性的基础上,便于更好的 控制反应速度,使湿纤维素肠衣的物理指标更稳定,能够有效提升产品质量 和为生产提速奠定基础;套缩液配方,使快速烟熏专用套缩液经喷涂套缩后, 可以使纤维素肠衣达到快速烟熏的效果。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本 领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和 原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护 范围之内。
- 一种可快速烟熏生物基纤维素肠衣的制备方法
- 一种生物基纤维素印刷肠衣印刷装置