接触刀尖探测装置和方法、信号处理装置和方法、钻孔机
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及机械加工技术领域,尤其涉及一种接触刀尖探测装置和方法、刀尖探测信号处理装置和方法、钻孔机。
背景技术
5G微基站及5G射频板对背板、板连接器、5G光通信模块、5G天线PCB(PrintedCircuit Board,印刷电路板)、光电复合缆、高速线缆及组件等核心信号联接产品的数量需求非常大。5G背板作为电子通信系统主动脉,用来实现各功能板的连接与信号传输。当前高速大容量通信背板设计的层数已达68层,厚径比超过20:1,增大了制板的偏差对信号性能的影响,给背钻、深微孔、埋盲孔等制程工艺带来了极大的挑战,这就要求制板的生产偏差管控更加严格。具体到钻孔工序而言,就是要实现高钻孔孔位精度和高控深精度。
目前常用的控深钻工艺是基于CBD(Contact Bit Detection,接触刀尖探测)技术获得孔位处覆盖有导电盖板(一般是铝片)的PCB板表面参考高度,在刀尖刚好接触到导电盖板表面时,CBD电路模块输出脉宽约为25ms的数字脉冲,并触发数控系统锁存当前的Z轴坐标,然后以此Z轴坐标为参考下钻预设深度。正常情况下,采用该方式可以获得高探测重复精度(一般可以控制在±5μm以内),能够达到精确控深,但是孔位精度有待于提高。
进一步地,为了提高钻孔孔位精度,预钻工艺被广泛采用,即预钻孔时在覆有导电盖板的PCB板上钻出很浅的预钻盲孔,然后再正式钻孔,即再执行一遍正常的钻孔流程以钻出预设的PCB孔。为了提高钻孔精度,预钻孔时通常采用较低的下刀速,正式钻孔时采用较高的下刀速,以提高刀具下刀时的进入位置精度。
然而,由于预钻流程会破坏孔位处的导电表面,仅通过CBD模块向钻孔数控系统进行脉冲输出,无法精确获得与预钻流程前相同的导电盖板表面参考Z轴坐标值,导致正式钻孔时控深钻孔指令远不能达到理想的控深效果。
发明内容
本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的第一个目的在于提出一种接触刀尖探测装置,在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
本发明的第二个目的在于提出一种刀尖探测信号处理装置。
本发明的第三个目的在于提出一种钻孔机。
本发明的第四个目的在于提出一种接触刀尖探测方法。
本发明的第五个目的在于提出一种刀尖探测信号处理方法。
为达到上述目的,本发明第一方面实施例提出了一种接触刀尖探测装置,包括接触刀尖探测模块、数据处理模块、虚拟信号发生模块和切换模块,切换模块用于控制接触刀尖探测装置在第一工作模式、第二工作模式和第三工作模式之间切换,其中,在第一工作模式时,接触刀尖探测模块用于在刀尖接触到导电盖板时输出第一接触刀尖探测信号,以便数控系统根据第一接触刀尖探测信号进行正式钻孔加工;在第二工作模式时,数据处理模块用于在刀尖接触导电盖板上的不同位置时存储在刀尖接触到导电盖板处的多个三维位置坐标,以便根据多个三维位置坐标获取导电盖板的表面翘曲信息;在第三工作模式时,数据处理模块用于在数控系统根据第一接触刀尖探测信号进行预钻孔加工时存储第一刀尖在接触到导电盖板处的三维位置坐标,虚拟信号发生模块用于在第二刀尖处于三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,以便数控系统根据第二接触刀尖探测信号进行正式钻孔加工。
根据本发明实施例的接触刀尖探测装置,在第一工作模式时,通过接触刀尖探测模块在刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行正式钻孔加工,可以保证钻孔加工时的控深精度;在第二工作模式时,通过在刀尖接触导电盖板上的不同位置时存储的刀尖接触到导电盖板时刀尖的三维位置坐标,能够获取到导电盖板的表面翘曲信息;在第三工作模式时,通过在数控系统根据第一接触刀尖探测信号进行预钻孔加工时存储刀尖接触到导电盖板时刀尖的三维位置坐标,并在数控系统进行正式钻孔时,根据刀尖处于三维位置坐标时输出的第二接触刀尖探测信号进行正式钻孔加工,从而在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
根据本发明的一个实施例,在第三工作模式时,数据处理模块还用于根据预钻用刀具与正式钻孔用刀具之间的刀长偏差对第一刀尖在接触到导电盖板处的三维位置坐标中的高度位置坐标进行修正,虚拟信号发生模块还用于在第二刀尖处于修正后的三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,其中,第一刀尖为预钻用刀具的刀尖,第二刀尖为正式钻孔用刀具的刀尖。
根据本发明的一个实施例,切换模块用于接收模式切换指令,并根据模式切换指令控制接触刀尖探测装置在第一工作模式、第二工作模式和第三工作模式之间切换。
根据本发明的一个实施例,切换模块具体用于接收数控系统或移动终端发送的模式切换指令。
根据本发明的一个实施例,数据处理模块还与移动终端进行通信,用于在第二工作模式时将多个三维位置坐标发送至移动终端,以便移动终端根据多个三维位置坐标获取导电盖板的表面翘曲信息,根据表面翘曲信息绘制三维翘曲模型。
根据本发明的一个实施例,数据处理模块包括位置获取单元、数据处理单元和存储单元,位置获取单元用于获取刀尖接触到导电盖板时刀尖的三维位置坐标;数据处理单元用于将刀尖的三维位置坐标存储至存储单元。
根据本发明的一个实施例,位置获取单元包括分别设置在X轴、Y轴和Z轴上的光栅尺和对应光栅尺设置的位置计数器,光栅尺用于根据刀尖接触到导电盖板时刀尖的位置输出X轴脉冲信号、Y轴脉冲信号和Z轴脉冲信号;位置计数器用于根据X轴脉冲信号、Y轴脉冲信号和Z轴脉冲信号获取刀尖的三维位置坐标。
根据本发明的一个实施例,虚拟信号发生模块包括位置比较器,位置比较器用于比较实时获取的第二刀尖的三维位置坐标与存储的第一刀尖的三维位置坐标之间的偏差,并在偏差处于预设范围内时输出第二接触刀尖探测信号。
为达到上述目的,本发明第二方面实施例提出了一种刀尖探测信号处理装置,包括接触刀尖探测模块、数据处理模块和虚拟信号发生模块,接触刀尖探测模块用于在刀尖接触到导电盖板时输出第一接触刀尖探测信号;数据处理模块用于在数控系统根据第一接触刀尖探测信号进行预钻孔加工时存储第一刀尖在接触到导电盖板处的三维位置坐标;虚拟信号发生模块用于在第二刀尖处于三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,以便数控系统根据第二接触刀尖探测信号进行正式钻孔加工。
根据本发明实施例的刀尖探测信号处理装置,在根据刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行预钻孔加工时存储刀尖接触到导电盖板时刀尖的三维位置坐标,并在进行正式钻孔时,根据在刀尖处于三维位置坐标时输出的第二接触刀尖探测信号进行正式钻孔加工,从而在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
为达到上述目的,本发明第三方面实施例提出了一种钻孔机,其包括前述的接触刀尖探测装置,或者前述的刀尖探测信号处理装置。
根据本发明实施例的钻孔机,通过前述的接触刀尖探测装置或者刀尖探测信号处理装置,在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
为达到上述目的,本发明第四方面实施例提出了一种接触刀尖探测方法,应用于前述的接触刀尖探测装置,接触刀尖探测装置在第一工作模式、第二工作模式和第三工作模式之间切换,其中,在第一工作模式时,在刀尖接触到导电盖板时输出第一接触刀尖探测信号,以便数控系统根据第一接触刀尖探测信号进行正式钻孔加工;在第二工作模式时,在刀尖接触导电盖板上的不同位置时存储刀尖在接触到导电盖板处的多个三维位置坐标,以便根据多个三维位置坐标获取导电盖板的表面翘曲信息;在第三工作模式时,在数控系统根据第一接触刀尖探测信号进行预钻孔加工时存储第一刀尖在接触到导电盖板处的三维位置坐标,并在第二刀尖处于三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,以便数控系统根据第二接触刀尖探测信号进行正式钻孔加工。
根据本发明实施例的接触刀尖探测方法,在第一工作模式时,通过在刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行正式钻孔加工,可以保证钻孔加工时的控深精度;在第二工作模式时,通过在刀尖接触导电盖板上的不同位置时存储的刀尖接触到导电盖板时刀尖的三维位置坐标,能够获取到导电盖板的表面翘曲信息;在第三工作模式时,通过在根据第一接触刀尖探测信号进行预钻孔加工时存储刀尖接触到导电盖板时刀尖的三维位置坐标,并在进行正式钻孔时,根据刀尖处于三维位置坐标时输出的第二接触刀尖探测信号进行正式钻孔加工,从而在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
为达到上述目的,本发明第五方面实施例提出了一种刀尖探测信号处理方法,包括:在数控系统根据在刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行预钻孔加工时,存储第一刀尖在接触到导电盖板处的三维位置坐标;在第二刀尖处于三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,以便数控系统根据第二接触刀尖探测信号进行正式钻孔加工。
根据本发明实施例的刀尖探测信号处理方法,在根据刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行预钻孔加工时存储刀尖接触到导电盖板时刀尖的三维位置坐标,并在进行正式钻孔时,根据在刀尖处于三维位置坐标时输出的第二接触刀尖探测信号进行正式钻孔加工,从而在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
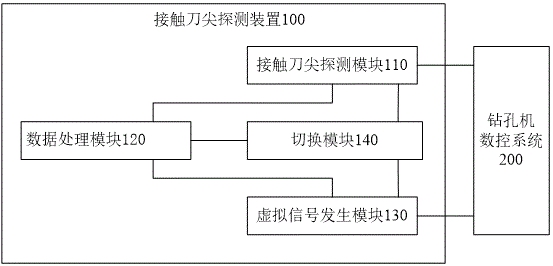
图1为根据本发明一个实施例的接触刀尖探测装置的结构框图;
图2为根据本发明另一个实施例的接触刀尖探测装置的结构框图;
图3为根据本发明一个实施例的刀尖探测信号处理装置的结构框图;
图4为根据本发明一个实施例的刀尖探测信号处理方法的流程图。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
下面参考附图描述本发明实施例提供的接触刀尖探测装置和方法、刀尖探测信号处理装置和方法、钻孔机。
图1为根据本发明一个实施例的接触刀尖探测装置的结构框图,参考图1所示,该接触刀尖探测装置100包括接触刀尖探测模块110、数据处理模块120、虚拟信号发生模块130和切换模块140,切换模块140用于控制接触刀尖探测装置100在第一工作模式、第二工作模式和第三工作模式之间切换。
其中,在第一工作模式时,接触刀尖探测模块110用于在刀尖接触到导电盖板时输出第一接触刀尖探测信号,以便数控系统200根据第一接触刀尖探测信号进行正式钻孔加工;在第二工作模式时,数据处理模块120用于在刀尖接触导电盖板上的不同位置时存储刀尖在接触到导电盖板处的多个三维位置坐标,以便根据多个三维位置坐标获取导电盖板的表面翘曲信息;在第三工作模式时,数据处理模块120用于在数控系统200根据第一接触刀尖探测信号进行预钻孔加工时存储第一刀尖在接触到导电盖板处的三维位置坐标,虚拟信号发生模块130用于在第二刀尖处于三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,以便数控系统200根据第二接触刀尖探测信号进行正式钻孔加工。
也就是说,本申请中的接触刀尖探测装置100包括第一工作模式、第二工作模式和第三工作模式,且三种工作模式可根据实际需求进行随意切换。
具体来说,当由数控系统200直接进行正式钻孔加工(无预钻)时,可由切换模块140控制接触刀尖探测装置100处于第一工作模式,此时数控系统200控制刀尖向导电盖板移动,当刀尖接触到导电盖板时,接触刀尖探测模块110输出第一接触刀尖探测信号并发送至数控系统200,数控系统200根据该第一接触刀尖探测信号继续下钻以进行正式钻孔加工,由此可以保证正式钻孔加工时的控深精度。
当需要获取导电盖板的表面翘曲信息时,可由切换模块140控制接触刀尖探测装置100处于第二工作模式,此时数控系统200控制刀尖接触导电盖板上的不同位置,其中在刀尖接触到导电盖板时,接触刀尖探测模块110输出第一接触刀尖探测信号并发送至数据处理模块120,数据处理模块120根据该第一接触刀尖探测信号存储刀尖接触到导电盖板时刀尖的三维位置坐标,从而可以获得多个三维位置坐标,进而根据多个三维位置坐标即可获得导电盖板的表面翘曲信息。
当由数控系统200先进行预钻孔加工再进行正式钻孔加工时,可由切换模块140控制接触刀尖探测装置100处于第三工作模式,此时数控系统200先控制预钻用刀具的刀尖即第一刀尖向导电盖板移动,当第一刀尖接触到导电盖板时,接触刀尖探测模块110输出第一接触刀尖探测信号并发送至数控系统200和数据处理模块120,数控系统200根据该第一接触刀尖探测信号继续下钻以进行预钻孔加工(即钻出很浅的预钻盲孔),同时数据处理模块120根据该第一接触刀尖探测信号存储第一刀尖接触到导电盖板时第一刀尖的三维位置坐标,而后,数控系统200控制正式钻孔用刀具的刀尖即第二刀尖向导电盖板移动,当第二刀尖处于存储的第一刀尖的三维位置坐标时,虚拟信号发生模块130输出第二接触刀尖探测信号并发送至数控系统200,数控系统200根据该第二接触刀尖探测信号继续下钻以进行钻孔加工(即钻出一定深度的通孔或盲孔),由此在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
根据本发明的一个实施例,在第三工作模式时,数据处理模块120还用于根据预钻用刀具与正式钻孔用刀具之间的刀长偏差对第一刀尖在接触到导电盖板处的三维位置坐标中的高度位置坐标进行修正,虚拟信号发生模块130还用于在第二刀尖处于修正后的三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,其中,第一刀尖为预钻用刀具的刀尖,第二刀尖为正式钻孔用刀具的刀尖。
可以理解的是,在预钻孔加工和钻孔加工时可以采用不同的具体工艺,例如,可以采用不同的下刀刀速(如在预钻孔加工时采用较低下刀速,在钻孔加工时采用较高下刀速),也可以采用不同规格的刀具(如预钻加工时采用短刃钻刀,而钻孔加工时采用长刃钻刀),此处不作具体限制。但是,在采用不同规格的刀具时,其刀尖位置会存在差异,因此数据处理模块120可以根据两种刀具的刀长数值(该刀长数值可以通过刀检时获得)获取刀长偏差τ,并以该刀长偏差τ作为补偿值来修正存储的预钻用刀具的刀尖即第一刀尖的三维位置坐标中的高度位置坐标(即Z轴方向上的坐标),相应的,虚拟信号发生模块130还用于在正式钻孔用刀具的刀尖即第二刀尖处于修正后的三维位置坐标时输出第二接触刀尖探测信号,从而进一步提高控深精度。
根据本发明的一个实施例,切换模块140用于接收模式切换指令,并根据模式切换指令控制接触刀尖探测装置100在第一工作模式、第二工作模式和第三工作模式之间切换。可选的,切换模块140具体用于接收数控系统200或移动终端发送的模式切换指令。
也就是说,切换模块140可根据数控系统200或者移动终端发送的模式切换指令控制接触刀尖探测装置100在第一工作模式、第二工作模式和第三工作模式之间切换。其中,当模式切换指令由数控系统200发送时,切换模块140可通过数字IO电信号的传输方式接收模式切换指令;当模式切换指令由移动终端发送时,可在接触刀尖探测装置100上增设RS232/RS485/USB(Universal Serial Bus,通用串行总线)/CAN(控制器局域网络,Controller Area Network)/Ethernet(以太网)/Wifi(Wireless Fidelity,无线保真)等有线或无线硬件通信接口方式,以便切换模块140接收移动终端发送的模式切换指令。
需要说明的是,本申请中移动终端可以是PC、手机、平板、笔记本等。
根据本发明的一个实施例,数据处理模块120还与移动终端进行通信,用于在第二工作模式时将多个三维位置坐标发送至移动终端,以便移动终端根据多个三维位置坐标获取导电盖板的表面翘曲信息,根据表面翘曲信息绘制三维翘曲模型。
具体来说,在接触刀尖探测装置100处于第二工作模式时,数控系统200控制刀尖接触导电盖板上的不同位置,其中在刀尖接触到导电盖板时,接触刀尖探测模块110输出第一接触刀尖探测信号并发送至数据处理模块120,数据处理模块120根据该第一接触刀尖探测信号存储刀尖接触到导电盖板时刀尖的三维位置坐标,以获得多个三维位置坐标,并将存储的多个三维位置坐标发送至移动终端。移动终端在接收到刀尖的多个三维位置坐标后,根据多个三维位置坐标获取导电盖板的表面翘曲信息(如表面翘曲度),进而根据该表面翘曲信息绘制三维翘曲模型,以便从获取的三维翘曲信息中了解待加工板如PCB板的层压工艺水平,同时也可以了解表面高度探测数据的准确度,在当参考表面高度探测数据超出设定阈值时及时给出报警,以避免控深钻钻孔加工的过深或过浅导致控深精度不良。
根据本发明的一个实施例,参考图2所示,数据处理模块120包括位置获取单元121、数据处理单元122和存储单元123,位置获取单元121用于获取刀尖接触到导电盖板时刀尖的三维位置坐标;数据处理单元122用于将刀尖的三维位置坐标存储至存储单元123。
根据本发明的一个实施例,位置获取单元121包括分别设置在X轴、Y轴和Z轴上的光栅尺和对应光栅尺设置的位置计数器(图中均未示出),光栅尺用于根据刀尖接触到导电盖板时刀尖的位置输出X轴脉冲信号、Y轴脉冲信号和Z轴脉冲信号;位置计数器用于根据X轴脉冲信号、Y轴脉冲信号和Z轴脉冲信号获取刀尖的三维位置坐标。
具体来说,接触刀尖探测装置100通常设有压力脚,该压力脚用于按压导电盖板,在钻孔期间及准备钻孔期间使导电盖板与待加工板如PCB板紧密贴合,而光栅尺可以安装在压力脚上来测量刀尖的坐标。该光栅尺和位置计数器均为数据处理模块120的构件,其中,光栅尺可以为三轴光栅尺,可根据刀尖的位置分别测量刀尖在X轴、Y轴和Z轴上的坐标,并输出相应的脉冲信号,而位置计数器与光栅尺对应设置,其可通过计数光栅尺输出的脉冲信号的频率获取刀尖的三维位置坐标。需要说明的是,通过采用上述光栅尺和位置计数器的数据处理模块,不仅可以探测导电表面,还可以探测非导电表面。
根据本发明的一个实施例,虚拟信号发生模块130包括位置比较器(图中未示出),位置比较器用于比较实时获取的第二刀尖的三维位置坐标与存储的第一刀尖的三维位置坐标之间的偏差,并在偏差处于预设范围内时输出第二接触刀尖探测信号。
具体来说,第一刀尖的三维位置坐标可以以三元组(x,y,z)的形式存储,在实时获取的第二刀尖的三维位置坐标处于(x±ε,y±ε,z±ε)范围时,位置比较器将输出第二接触刀尖探测信号,即虚拟信号发生模块130输出第二接触刀尖探测信号,即通过三维位置坐标比较输出的方式发出虚拟接触刀尖探测信号。
进一步的,当根据预钻用刀具与正式钻孔用刀具之间的刀长偏差τ对第一刀尖的三维位置坐标(x,y,z)中的高度位置坐标z进行修正时,在实时获取的第二刀尖的三维位置坐标处于(x±ε,y±ε,z-τ±ε)范围时,位置比较器将输出第二接触刀尖探测信号,即虚拟信号发生模块130输出第二接触刀尖探测信号,其宽度可以设定为25ms~35ms。
综上所述,根据本发明实施例的接触刀尖探测装置,在第一工作模式时,通过接触刀尖探测模块在刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行正式钻孔加工,可以保证钻孔加工时的控深精度;在第二工作模式时,通过在刀尖接触导电盖板上的不同位置时存储的刀尖接触到导电盖板时刀尖的三维位置坐标,能够获取到导电盖板的表面翘曲信息;在第三工作模式时,通过在数控系统根据第一接触刀尖探测信号进行预钻孔加工时存储刀尖接触到导电盖板时刀尖的三维位置坐标,并在数控系统进行正式钻孔时,根据刀尖处于三维位置坐标时输出的第二接触刀尖探测信号进行正式钻孔加工,从而在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
图3为根据本发明一个实施例的刀尖探测信号处理装置的结构框图,参考图3所示,该刀尖探测信号处理装置300包括接触刀尖探测模块310、数据处理模块320和虚拟信号发生模块330。
其中,接触刀尖探测模块310用于在刀尖接触到导电盖板时输出第一接触刀尖探测信号;数据处理模块320用于在数控系统200根据第一接触刀尖探测信号进行预钻孔加工时存储第一刀尖在接触到导电盖板处的三维位置坐标;虚拟信号发生模块330用于在第二刀尖处于三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,以便数控系统200根据第二接触刀尖探测信号进行正式钻孔加工。
在一些实施例中,数据处理模块320还用于根据预钻用刀具与正式钻孔用刀具之间的刀长偏差对第一刀尖在接触到导电盖板处的三维位置坐标中的高度位置坐标进行修正,虚拟信号发生模块330还用于在第二刀尖处于修正后的三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,其中,第一刀尖为预钻用刀具的刀尖,第二刀尖为正式钻孔用刀具的刀尖。
在一些实施例中,数据处理模块320还与移动终端进行通信,用于将多个三维位置坐标发送至移动终端,以便移动终端根据多个三维位置坐标获取导电盖板的表面翘曲信息,根据表面翘曲信息绘制三维翘曲模型。
在一些实施例中,数据处理模块320包括位置获取单元321、数据处理单元322和存储单元323,位置获取单元321用于获取刀尖接触到导电盖板时刀尖的三维位置坐标;数据处理单元322用于将刀尖的三维位置坐标存储至存储单元323。
在一些实施例中,位置获取单元321包括分别设置在X轴、Y轴和Z轴上的光栅尺和对应光栅尺设置的位置计数器(图中均未示出),光栅尺用于根据刀尖接触到导电盖板时刀尖的位置输出X轴脉冲信号、Y轴脉冲信号和Z轴脉冲信号;位置计数器用于根据X轴脉冲信号、Y轴脉冲信号和Z轴脉冲信号获取刀尖的三维位置坐标。
在一些实施例中,虚拟信号发生模块330包括位置比较器(图中未示出),位置比较器用于比较实时获取的第二刀尖的三维位置坐标与存储的第一刀尖的三维位置坐标之间的偏差,并在偏差处于预设范围内时输出第二接触刀尖探测信号。
需要说明的是,关于本申请中的刀尖探测信号处理装置的描述,请参考本申请中关于接触刀尖探测装置的描述,这里不再赘述。
根据本发明实施例的刀尖探测信号处理装置,在根据刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行预钻孔加工时存储刀尖接触到导电盖板时刀尖的三维位置坐标,并在进行正式钻孔时,根据在刀尖处于三维位置坐标时输出的第二接触刀尖探测信号进行正式钻孔加工,从而在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
在一些实施例中,本发明的实施例提供了一种钻孔机,其包括前述的接触刀尖探测装置,或者前述的刀尖探测信号处理装置。
根据本发明实施例的钻孔机,通过前述的接触刀尖探测装置或者刀尖探测信号处理装置,在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
在本发明的一些实施例中,还提供了一种接触刀尖探测方法,该接触刀尖探测方法应用于前述的接触刀尖探测装置,该接触刀尖探测装置在第一工作模式、第二工作模式和第三工作模式之间切换。
其中,在第一工作模式时,在刀尖接触到导电盖板时输出第一接触刀尖探测信号,以便数控系统根据第一接触刀尖探测信号进行正式钻孔加工。在第二工作模式时,在刀尖接触导电盖板上的不同位置时存储刀尖在接触到导电盖板处的多个三维位置坐标,以便根据多个三维位置坐标获取导电盖板的表面翘曲信息。在第三工作模式时,在数控系统根据第一接触刀尖探测信号进行预钻孔加工时存储第一刀尖在接触到导电盖板处的三维位置坐标,并在第二刀尖处于三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,以便数控系统根据第二接触刀尖探测信号进行正式钻孔加工。
需要说明的是,关于本申请中的接触刀尖探测方法的描述,请参考本申请中关于接触刀尖探测装置的描述,这里不再赘述。
根据本发明实施例的接触刀尖探测方法,在第一工作模式时,通过在刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行正式钻孔加工,可以保证钻孔加工时的控深精度;在第二工作模式时,通过在刀尖接触导电盖板上的不同位置时存储的刀尖接触到导电盖板时刀尖的三维位置坐标,能够获取到导电盖板的表面翘曲信息;在第三工作模式时,通过在根据第一接触刀尖探测信号进行预钻孔加工时存储刀尖接触到导电盖板时刀尖的三维位置坐标,并在进行正式钻孔时,根据刀尖处于三维位置坐标时输出的第二接触刀尖探测信号进行正式钻孔加工,从而在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
图4为根据本发明一个实施例的刀尖探测信号处理方法的流程图,参考图4所示,该刀尖探测信号处理方法包括:
步骤S401,在数控系统根据在刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行预钻孔加工时,存储第一刀尖在接触到导电盖板处的三维位置坐标。
步骤S402,在第二刀尖处于三维位置坐标进行正式钻孔时输出第二接触刀尖探测信号,以便数控系统根据第二接触刀尖探测信号进行正式钻孔加工。
需要说明的是,关于本申请中的刀尖探测信号处理方法的描述,请参考本申请中关于刀尖探测信号处理装置的描述,这里不再赘述。
根据本发明实施例的刀尖探测信号处理方法,在根据刀尖接触到导电盖板时输出的第一接触刀尖探测信号进行预钻孔加工时存储刀尖接触到导电盖板时刀尖的三维位置坐标,并在进行正式钻孔时,根据在刀尖处于三维位置坐标时输出的第二接触刀尖探测信号进行正式钻孔加工,从而在确保钻孔孔位精度的前提下,能够有效提高钻孔的控深精度。
需要说明的是,在流程图中表示或在此以其他方式描述的逻辑和/或步骤,例如,可以被认为是用于实现逻辑功能的可执行指令的定序列表,可以具体实现在任何计算机可读介质中,以供指令执行系统、装置或设备(如基于计算机的系统、包括处理器的系统或其他可以从指令执行系统、装置或设备取指令并执行指令的系统)使用,或结合这些指令执行系统、装置或设备而使用。就本说明书而言,“计算机可读介质”可以是任何可以包含、存储、通信、传播或传输程序以供指令执行系统、装置或设备或结合这些指令执行系统、装置或设备而使用的装置。计算机可读介质的更具体的示例(非穷尽性列表)包括以下:具有一个或多个布线的电连接部(电子装置)、便携式计算机盘盒(磁装置)、随机存取存储器(RAM)、只读存储器(ROM)、可擦除可编辑只读存储器(EPROM或闪速存储器)、光纤装置、以及便携式光盘只读存储器(CDROM)。另外,计算机可读介质甚至可以是可在其上打印所述程序的纸或其他合适的介质,因为可以例如通过对纸或其他介质进行光学扫描,接着进行编辑、解译或必要时以其他合适方式进行处理来以电子方式获得所述程序,然后将其存储在计算机存储器中。
应当理解,本发明的各部分可以用硬件、软件、固件或它们的组合来实现。在上述实施方式中,多个步骤或方法可以用存储在存储器中且由合适的指令执行系统执行的软件或固件来实现。例如,如果用硬件来实现,和在另一实施方式中一样,可用本领域公知的下列技术中的任一项或他们的组合来实现:具有用于对数据信号实现逻辑功能的逻辑门电路的离散逻辑电路,具有合适的组合逻辑门电路的专用集成电路,可编程门阵列(PGA),现场可编程门阵列(FPGA)等。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
- 接触刀尖探测装置和方法、信号处理装置和方法、钻孔机
- 接触刀尖探测装置和方法、信号处理装置和方法、钻孔机