一种吊弦预配系统及其预配方法
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及吊弦装配技术领域,特别涉及一种吊弦预配系统及其预配方法。
背景技术
吊弦线采用的线料是有由铜丝拧成一股,切断后进行穿中,采用人工进行穿线,效率低,且精度难以保证,采用自动生产线时,由于电线线料切断后进行穿线时(如穿到压接管或接线端子中),容易散股,导致穿线困难,影响效率,甚至产品不合格。
发明内容
为了解决现有技术存在的现有吊弦装配效率低且产品质量达不到要求的问题,本发明提供一种效率高,保证质量的吊弦预配系统及其预配方法。
本发明解决其技术问题所采用的技术方案是:
一种吊弦预配系统,包括放料卷和机架,机架上设有用于将线料切断的切割装置,用于安装吊弦的第一接线端子、第一压接管和第一心形环的固定端模具,用于安装第二接线端子、第二压接管和第二心形环的移动端模具,预配平台还包括将线料进行传送的线料输送装置;
所述的固定端模具与移动端模具结构相同,所述的固定端模具包括转盘,所述的转盘中心转动连接有公转轮,所述的转盘上转动连接有自转轮,所述的自转轮与转盘的转动方向相反,所述的转盘旁边设有固定模组,所述的固定模组具有夹持机构,所述的夹持机构夹持有第一压接管,所述的固定模组还包括用于将压接管夹紧的压紧机构,所述的转盘上还设有用于承载第一心形环的移动台,所述的移动台沿转盘前后和上下移动,所述的固定端模具还包括承载第一接线端子的承载台和用于与承载台配合将第一接线端子压紧的压紧装置。
进一步的,所述的夹持机构和压紧机构一体化设置为对称设置的液压钳,所述的压紧装置包括设置在承载台上方的压紧块,所述的切割装置包括设置在固定端模具的压紧块旁边的切刀。
进一步的,所述的吊弦预配系统还包括用于对装配完成的吊弦产品进行检验的检验台。
进一步的,所述的转盘上方设有上下和左右运动的推料导向件,所述的推料导向件将线缆导入到公转轮与自转轮之间或者将线缆从公转轮与自转轮之间导入到第一压接管中。
进一步的,转盘前端固定有导向块,导向块上设有将吊弦线导入到第一压接管的导入槽和将吊弦线从第一压接管导出的导出槽。
进一步的,所述的转盘底部固定有升降气缸,所述的升降气缸的活塞杆固定有沿转盘上下滑动的滑动块,所述的滑动块上转动连接有中心轴,所述的公转轮固定在中心轴上。
进一步的,所述的预配平台还包括在切断位置进行防散股处理的前处理装置,所述的前处理装置为焊接机或喷胶机,切断位置为焊接段或喷胶段的中间位置。
进一步的,所述的线料输送装置包括设置在放料卷下游的输送计长装置,设置在输送计长装置和焊接机之间设有第一输送管,所述的固定端模具前端设有第一传送对轮,所述的焊接机和固定端模具之间设有第二输送管,前处理所述的传送线料输送装置还包括设置在固定端模具和移动端模具的第二传送对轮,所述的机架上还设有用于将成品输出的桁架机械手。
一种如上所述的吊弦预配系统的预配方法,包括以下步骤:
S 1:放料卷放卷,通过输送计长装置和第一输送管将线料输送到焊接机;
S2:焊接机在特定位置对线料焊接,通过第二输送管和第一传送对轮传输到固定端模具,此时固定端模具的移动台和移动端模具的移动台均处于下降状态,固定端模具公转轮和移动端模具的公转轮均处于升起状态,且移动端模具的承载台上已经完成第二接线端子的上料,固定端模具的移动台已经完成第一心形环的上料,移动端模具的移动台已经完成第二心形环的上料,并且固定端模具和移动端模具的液压钳上分别夹持了第一压接管和第二压接管;
S3:线料头部通过导向块的导入槽导入到第一压接管前端,然后线料头部穿过第一压接管,通过推料导向件导入到固定端模具的公转轮和自转轮之间,绕一圈后,然后通过推料导向件反穿第一压接管,之后经过导向块的导出槽、第二传送对轮传送到移动端模具,同样的方式穿过第二压接管,然后反穿第二压接管;
S4:线料头部穿进第二接线端子,并通过移动端模具的压紧块压紧第二接线端子;
S5:移动端模具的公转轮下降,移动端模具的移动台升起并后移靠近第二压接管,然后移动端模具的压紧块压住第二接线端子,通过第二传送对轮反转回抽线料使其收紧第二心形环,然后通过液压钳压紧第二压接管;
S6:固定端模具的公转轮下降,固定端模具的移动台升起并后移靠近第一压接管,通过长度设定第一心形环和第二心形环的位置,然后移动端模具向靠近或远离固定端模具方向运动,定位完成后,第一传送轮反转回抽线料使其收紧第一心形环;
S7:通过长度定位检测保证下料长度,通过切刀在设定位置对线料进行切断,形成吊弦线;
S8:第一接线端子上料到固定端模具的承载台,承载台运动使得第一接线端子套在吊弦线尾端,然后压紧第一接线端子;
S9:最后压紧第一压接管,。
优选的,固定端模具的承载台和压紧块相对转盘前后移动,步骤9中,在压紧第一压紧管之前固定端模具的压紧块压紧第一接线端子并和承载台一起运动,对吊弦线再次回抽,保证吊弦线收紧第一心形环。
有益效果:
(1)本发明的预配系统可以实现吊弦的下料,切割,穿线,压紧等预配工序,功能齐全,机械化程度高,节省人力;
(2)通过设置固定端模具和移动端模具,可以加工各种规格长度的吊弦装置,适用性强;
(3)吊弦的绕线采用公转轮和自转轮的方式进行,绕线速度快,效率高;
(4)通过模具进行穿线,保证了收紧力,避免人工操作时的收紧力不同,本发明预配系统生产的吊弦产品质量高,一致性好;
(5)在穿线之前进行焊接处理,防止吊弦线前端散股,保证穿线顺利进行;
(6)检测台可以检测产品是否合格,从而能及时调整机器的参数。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
图1为本发明的吊弦产品结构图;
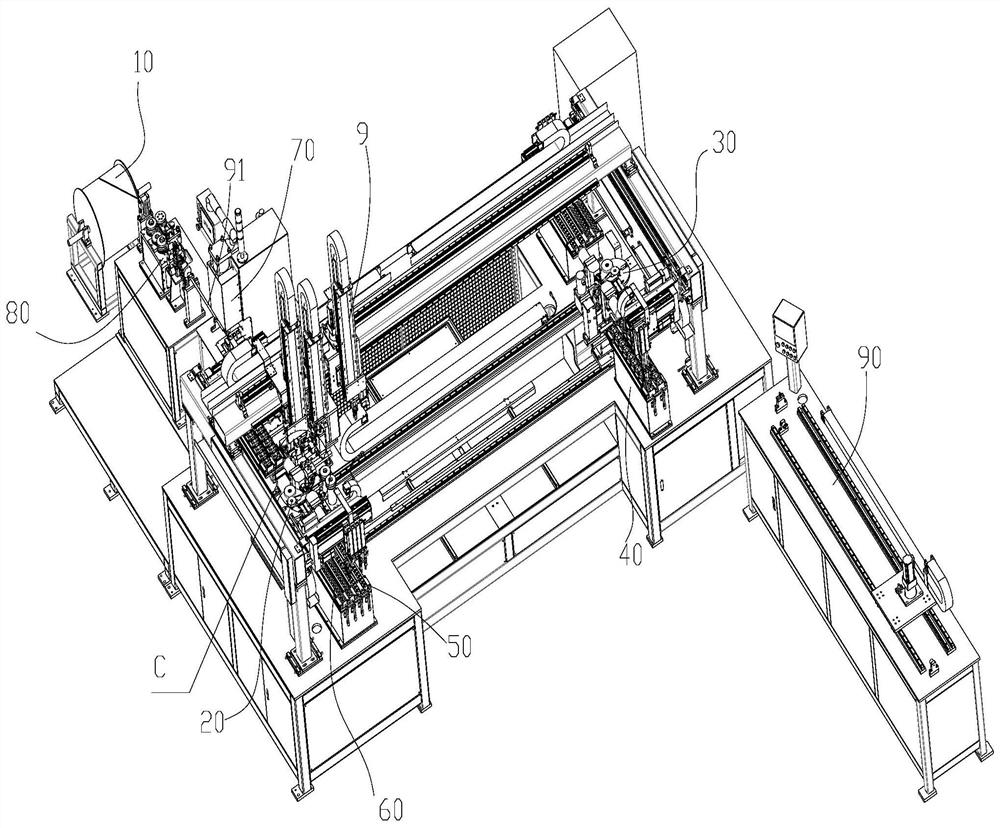
图2为本发明的预配系统的整体图;
图3为图2中C处的局部放大图;
图4为本发明的固定端模具和移动端模具结构图;
图5为图4中A处的局部放大图;
图6为固定端模具的俯视图;
图7为图6中沿B-B处的剖视图;
图8为移动台的结构图(隐藏液压钳和部分转盘)。
其中,100、吊弦线,101、第一接线端子,102、第一压接管,103、第一心形环,104、第二接线端子,105、第二压接管,106、第二心形环,1、转盘,2、公转轮,3、自转轮,6、液压钳,7、导向块,71、导入槽,72、导出槽,11、升降气缸,12、滑动块,13、中心轴,14、移动台,15、承载台,16、推料导向件,17、切刀,18、压紧块,10、放料卷,20、固定端模具,30、移动端模具,40、接线端子上料装置,50、钳压管上料装置,60、心形环上料装置,70、焊接机,80、输送计长装置,90、检验台,91、第一输送管,92、第一传送对轮,93、第二输送管,94、第二传送对轮,9、桁架机械手。
具体实施方式
如图1,吊弦产品包括吊弦线100,吊弦线100两端分别套有结构相同的第一接线端子101和第二接线端子104,靠近第一接线端子101的一端的吊弦线100绕在第一心形环103上,并通过第一压接管102压紧,靠近第二接线端子104的一端的吊弦线100绕在第二心形环106上,并通过第二压接管105压紧,同样的,第一心形环103与第二心形环106结构相同,第一压接管102和第二压接管105结构相同。
如图2~8,一种吊弦预配系统,包括放料卷10、计长装置、焊接机和机架,机架上设有用于将线料切断的切割装置,用于安装吊弦的第一接线端子101、第一压接管102和第一心形环103的固定端模具20,用于安装第二接线端子104、第二压接管105和第二心形环106的移动端模具30,预配平台还包括将线料进行传送的线料输送装置;
固定端模具20与移动端模具30结构相同,固定端模具20包括转盘1,转盘1中心转动连接有公转轮2,转盘1上转动连接有自转轮3,自转轮3与转盘1的转动方向相反,转盘1旁边设有固定模组,固定模组具有夹持机构,夹持机构夹持有第一压接管102,固定模组还包括用于将压接管夹紧的压紧机构,转盘1上还设有用于承载第一心形环103的移动台14,移动台14沿转盘1前后和上下移动,固定端模具20还包括承载第一接线端子101的承载台15和用于与承载台15配合将第一接线端子101压紧的压紧装置。
夹持机构和压紧机构一体化设置为对称设置的液压钳6。当需要夹持第一压接管3时,夹持力相对较小,当需要压紧第一压接管时3,液压钳6的压力调大。
压紧装置包括设置在承载台15上方的压紧块18,切割装置包括设置在固定端模具20的压紧块18旁边的切刀17。
吊弦预配系统还包括用于对装配完成的吊弦产品进行检验的检验台90,可以对吊弦的长度等参数进行检验。
转盘1上方设有上下和左右运动的推料导向件16,推料导向件16将线缆导入到公转轮2与自转轮3之间或者将线缆从公转轮2与自转轮3之间导入到第一压接管102中。
转盘1前端固定有导向块7,导向块7上设有将吊弦线100导入到第一压接管102的导入槽71和将吊弦线100从第一压接管102导出的导出槽72。
转盘1底部固定有升降气缸11,升降气缸11的活塞杆固定有沿转盘1上下滑动的滑动块12,滑动块12上转动连接有中心轴13,公转轮2固定在中心轴13上。转盘1上设有用于避让移动台14上升或下降的通孔。当移动台14上升或下降时,转盘1的通孔对准移动台14的位置。
预配平台还包括在切断位置进行防散股处理的前处理装置,前处理装置为焊接机70或喷胶机,切断位置为焊接段或喷胶段的中间位置。
线料输送装置包括设置在放料卷10下游的输送计长装置80,设置在输送计长装置80和焊接机70之间设有第一输送管91,固定端模具20前端设有第一传送对轮92,焊接机70和固定端模具20之间设有第二输送管,前处理传送线料输送装置还包括设置在固定端模具20和移动端模具30的第二传送对轮94,机架上还设有用于将成品输出的桁架机械手95。输送计长装置80包括输送装置和计长装置,所述的输送装置包括至少一对输送辊,所述的计长装置包括跟随线料转动的测试辊和用于检测测试辊旋转圈数的编码器。
一种如上述的吊弦预配系统的预配方法,包括以下步骤:
S1:放料卷10放卷,通过输送计长装置80和第一输送管91将线料输送到焊接机70;
S2:焊接机70在特定位置对线料焊接,通过第二输送管93和第一传送对轮92传输到固定端模具20,此时固定端模具20的移动台14和移动端模具30的移动台14均处于下降状态,固定端模具20公转轮2和移动端模具30的公转轮2均处于升起状态,且移动端模具30的承载台15上已经完成第二接线端子104的上料,固定端模具20的移动台14已经完成第一心形环103的上料,移动端模具30的移动台14已经完成第二心形环106的上料,并且固定端模具30和移动端模具30的液压钳6上分别夹持了第一压接管102和第二压接管105;
S3:线料头部通过导向块7的导入槽71导入到第一压接管102前端,然后线料头部穿过第一压接管102,通过推料导向件16导入到固定端模具20的公转轮2和自转轮3之间,绕一圈后,然后通过推料导向件16反穿第一压接管102,之后经过导向块7的导出槽72、第二传送对轮94传送到移动端模具30,同样的方式穿过第二压接管105,然后反穿第二压接管105;
S4:线料头部穿进第二接线端子104,并通过移动端模具30的压紧块18压紧第二接线端子104;
S5:移动端模具30的公转轮2下降,移动端模具30的移动台14升起并后移靠近第二压接管105,然后移动端模具30的压紧块18压住第二接线端子104,通过第二传送对轮94和第一传送对轮92反转回抽线料使其收紧第二心形环106,然后通过液压钳6压紧第二压接管105;
S6:固定端模具20的公转轮2下降,固定端模具20的移动台14升起并后移靠近第一压接管102,通过长度设定第一心形环103和第二心形环106的位置,然后移动端模具30向靠近或远离固定端模具20方向运动,定位完成后,第一传送轮反转回抽线料使其收紧第一心形环103;
S7:通过长度定位检测保证下料长度,通过切刀17在设定位置对线料进行切断,形成吊弦线100;
S8:第一接线端子101上料到固定端模具20的承载台15,承载台15运动使得第一接线端子101套在吊弦线100尾端,然后压紧第一接线端子101;
S9:最后压紧第一压接管102。
固定端模具20的承载台15和压紧块18相对转盘1前后移动,步骤9中,在压紧第一压紧管之前固定端模具20的压紧块18压紧第一接线端子101并和承载台15一起运动,对吊弦线100再次回抽,保证吊弦线100收紧第一心形环103。
第一接线端子101、第一压接管102、第一心形环103、第二接线端子104、第二压接管105和第二心形环106的上料可采用人工上料,本发明中,吊弦预配系统还包括用于向固定端模具20和移动端模具30上料的接线端子上料装置40、钳压管上料装置50和心形环上料装置60,上面的上料装置的结构均可以采用机械手形式。
应当理解,以上所描述的具体实施例仅用于解释本发明,并不用于限定本发明。由本发明的精神所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。
- 一种吊弦预配模具及其预配方法
- 一种接触网吊弦预配生产设备的自动循环上料系统