一种粗精车单元的数据传输方法和装置
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及设备加工技术领域,尤其是涉及一种粗精车单元的数据传输方法和装置。
背景技术
在目前的车间生产中,需要多个流程的生产线密切配合,上一个生产线处理好的零件需要及时通过车间物流运送到下一个生产线的上料口,从而保证整体流水线做业的正常运行,但是不同生产线之间的生产数据缺乏交互,导致车间物流在配送时不能较好的完成物料之间的衔接,生产线等待上料时间较长的现象时有发生,降低了加工车间的生产效率。
发明内容
本发明的目的就是为了克服上述现有技术存在的不同生产线之间的生产数据缺乏交互导致车间物流在配送时不能较好的完成物料之间的衔接的缺陷而提供一种粗精车单元的数据传输方法和装置。
本发明的目的可以通过以下技术方案来实现:
一种粗精车单元的数据传输方法,所述粗精车单元包括第一生产单元和第二生产单元,所述第一生产单元和第二生产单元之间采用采用拉动式生产方式,拉动式生产方式具体为相邻两个生产单元间,当同时满足前一生产单元有下料请求、后一生产单元有上料请求时,两生产单元间进行物料传输;前一生产单元无下料请求后,继续进行物料处理,否则停止物料处理,所述数据传输方法具体包括以下步骤:
S1、获取第一生产单元的下料请求和物料信息,检测对接的第二生产单元的上料仓是否处于第一状态,若是则转至步骤S2,否则持续检测;
S2、发送配送控制指令到物流单元,物流单元根据配送控制指令将第一生产单元的物料运送至第二生产单元的上料仓,更新第二生产单元的物流批次信息,并将第二生产单元的生产状态更新为第二状态;
S3、判断第二生产单元是否加工完成,若是则将第二生产单元的生产状态更新为第三状态,发送配送控制指令到物流单元,物流单元根据配送控制指令将加工完成的物料从第二生产单元取出并移走,第二生产单元的生产状态更新为第一状态。
所述步骤S1中的物料信息包括待加工钢管的版长和直径。
所述第二生产单元的物流批次信息包括物料的版号信息和序号信息。
所述物流单元包括物流机器人和天车。
进一步地,所述步骤S2中通过物流机器人将第一生产单元的物料运送至第二生产单元的上料仓,步骤S3中通过天车将加工完成的物料从第二生产单元取出并移走,送往双头车单元进行上料。
所述第一状态为空闲中,第二状态为运行中,第三状态为等待下料。
所述第一生产单元包括双头焊接机单元,第二生产单元包括粗精车单元。
一种使用所述的粗精车单元的数据传输方法的装置,包括存储器和处理器,所述处理器包括MES调度系统,所述控制方法以计算机程序的形式储存在存储器中,并由处理器执行,执行时实现以下步骤:
S1、MES调度系统获取第一生产单元的下料请求和物料信息,检测对接的第二生产单元的上料仓是否处于第一状态,若是则转至步骤S2,否则持续检测;
S2、MES调度系统发送配送控制指令到物流单元,物流单元根据配送控制指令将第一生产单元的物料运送至第二生产单元的上料仓,更新第二生产单元的物流批次信息,并将第二生产单元的生产状态更新为第二状态;
S3、MES调度系统判断第二生产单元是否加工完成并记录相应的物流批次信息,若是则将第二生产单元的生产状态更新为第三状态,发送配送控制指令到物流单元,物流单元根据配送控制指令将加工完成的物料从第二生产单元取出并移走,第二生产单元的生产状态更新为第一状态。
所述MES调度系统实时获取第一生产单元、第二生产单元和物流单元的状态信号并进行信号交互。
与现有技术相比,本发明具有以下有益效果:
本发明通过第一生产单元的物料信息与物流单元进行数据对接,使物料能够及时送往第二生产单元,减少了物流单元的运送失配误差,同时记录相应的物料批次信息和第二生产单元的生产状态,根据生产状态调配物流单元进行物料配送,实现上料和下料的无缝衔接,提高了生产车间的加工效率,整个过程完全自动化不需要人工干预,降低了生产车间的人力成本,且拉动式生产不会产生物料堆积和浪费。
附图说明
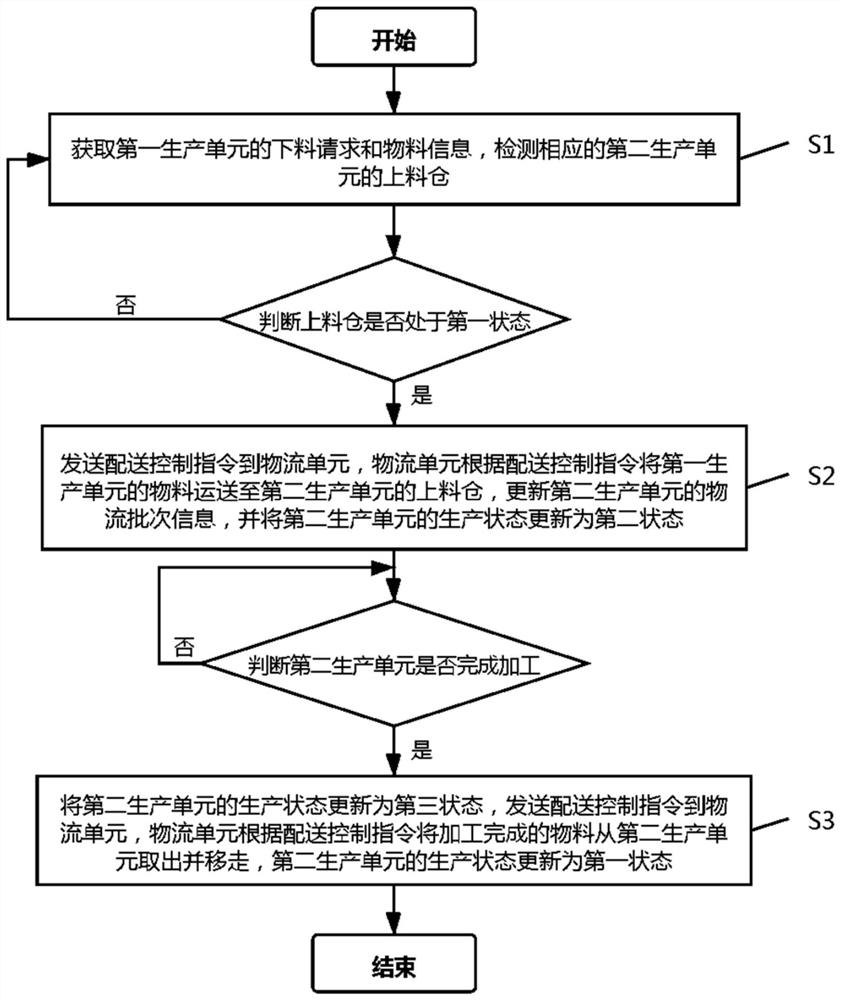
图1为本发明的流程示意图。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
实施例
如图1所示,一种粗精车单元的数据传输方法,粗精车单元包括第一生产单元和第二生产单元,第一生产单元和第二生产单元之间采用采用拉动式生产方式,拉动式生产方式具体为相邻两个生产单元间,当同时满足前一生产单元有下料请求、后一生产单元有上料请求时,两生产单元间进行物料传输;前一生产单元无下料请求后,继续进行物料处理,否则停止物料处理,数据传输方法具体包括以下步骤:
S1、获取第一生产单元的下料请求和物料信息,检测对接的第二生产单元的上料仓是否处于第一状态,若是则转至步骤S2,否则持续检测;
S2、发送配送控制指令到物流单元,物流单元根据配送控制指令将第一生产单元的物料运送至第二生产单元的上料仓,更新第二生产单元的物流批次信息,并将第二生产单元的生产状态更新为第二状态;
S3、判断第二生产单元是否加工完成,若是则将第二生产单元的生产状态更新为第三状态,发送配送控制指令到物流单元,物流单元根据配送控制指令将加工完成的物料从第二生产单元取出并移走,第二生产单元的生产状态更新为第一状态。
第二生产单元的物流批次信息包括物料的版号信息和序号信息。
物流单元包括物流机器人和天车。
步骤S2中通过物流机器人将第一生产单元的物料运送至第二生产单元的上料仓,步骤S3中通过天车将加工完成的物料从第二生产单元取出并移走,送往双头车单元进行上料。
第一状态为空闲中,第二状态为运行中,第三状态为等待下料。
第一生产单元包括双头焊接机单元,第二生产单元包括粗精车单元。
一种使用的粗精车单元的数据传输方法的装置,包括存储器和处理器,处理器包括MES调度系统,控制方法以计算机程序的形式储存在存储器中,并由处理器执行,执行时实现以下步骤:
S1、MES调度系统获取第一生产单元的下料请求和物料信息,检测对接的第二生产单元的上料仓是否处于第一状态,若是则转至步骤S2,否则持续检测;
S2、MES调度系统发送配送控制指令到物流单元,物流单元根据配送控制指令将第一生产单元的物料运送至第二生产单元的上料仓,更新第二生产单元的物流批次信息,并将第二生产单元的生产状态更新为第二状态;
S3、MES调度系统判断第二生产单元是否加工完成并记录相应的物流批次信息,若是则将第二生产单元的生产状态更新为第三状态,发送配送控制指令到物流单元,物流单元根据配送控制指令将加工完成的物料从第二生产单元取出并移走,第二生产单元的生产状态更新为第一状态。
MES调度系统实时获取第一生产单元、第二生产单元和物流单元的状态信号并进行信号交互。
MES调度系统根据物料的版号信息和序号信息获取加工数据。
此外,需要说明的是,本说明书中所描述的具体实施例,所取名称可以不同,本说明书中所描述的以上内容仅仅是对本发明结构所做的举例说明。凡依据本发明构思的构造、特征及原理所做的等效变化或者简单变化,均包括于本发明的保护范围内。本发明所属技术领域的技术人员可以对所描述的具体实例做各种各样的修改或补充或采用类似的方法,只要不偏离本发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
- 一种粗精车单元的数据传输方法和装置
- 一种基带单元BBU与远端射频单元RRU之间的数据传输方法和装置