一种基于PLC控制的自动精炼方法
文献发布时间:2023-06-19 11:39:06
技术领域
本发明属于智能控制设备、农业加工装备自动控制技术领域,更具体地,涉及一种基于PLC控制的自动精炼方法。
背景技术
在油脂加工生产过程中,常采用烛式过滤方法对毛油进行精炼加工,该工艺设备的开关阀门较多,全部依赖于工作人员手动控制;且存在着油液品质不可控,阀门及泵开关时效性强;导致工作强度高,生产效率低,油脂品质波动大。因此急需一种提高油脂精炼工作效率及对油脂品质进行全程监控的方法。
发明内容
针对现有技术的以上缺陷或改进需求,本发明提出了一种基于PLC控制的自动精炼方法,通过红外浊度传感器、参数设定及连续采样,能够确保油脂精炼过程可控度增加,油脂质量得到保证。
为实现上述目的,本发明提供了一种基于PLC控制的自动精炼方法,包括:
(1)通过人机交互界面对精炼罐号进行选择,将毛油泵入精炼罐内;
(2)通过人机交互界面设定精炼罐反应温度及搅拌时长,当精炼罐采样温度连续若干秒达到设定的精炼罐反应温度后,通过PLC程序控制器关闭电加热;
(3)当精炼罐搅拌时长满足设定的精炼罐搅拌时长后,通过人机交互界面设定过滤泵转速阈值和红外浊度计阈值,PLC程序控制器按照预设顺序开启相应阀门;
(4)当精炼罐内毛油液位低于预设毛油液位阈值时,由PLC程序控制器下达缓存罐正吹指令,以开启空压机及气阀,并对烛式罐罐内压力进行实时监测;
(5)当缓存罐液位变化小于预设液位变化值时,由PLC程序控制器下达精炼罐正吹指令,以使油液进入精炼罐;
(6)当精炼罐内液位变化小于预设液位变化值时,根据人机交互界面设定的反吹次数,由PLC程序控制器进行反吹操作并计数,达到预设次数后排渣结束排渣阀关闭,退出排渣。
在一些可选的实施方案中,步骤(3)包括:
当精炼罐搅拌时长满足设定的精炼罐搅拌时长后,通过人机交互界面设定过滤泵转速阈值和红外浊度计阈值,由PLC程序控制器实时读取红外浊度计的采样值,并与人机交互界面设定的红外浊度计阈值进行比较,当采样值高于红外浊度计阈值则将精炼罐回流关闭,成油泵入缓存罐,其中,过滤泵转速决定了管路压力值的大小,过滤泵转速越高压力越大、过滤速度越快。
在一些可选的实施方案中,在对精炼罐温度进行采样以及对红外浊度计进行采样时,判断连续采样若干个数据值均为对应的阈值以上,或者连续采样若干个数据值均为对应的阈值以下时,才执行对应的程序指令。
在一些可选的实施方案中,所述缓存罐液位变化小于预设液位变化值,包括:
通过液位传感器采集第一预设时间内的缓存罐液位平均值作为第一平均值,再通过液位传感器采集相同段时间内的缓存罐液位平均值作为第二平均值,第二平均值与第一平均值之间的液位变化绝对值小于预设液位变化值。
在一些可选的实施方案中,所述精炼罐内液位变化小于预设液位变化值,包括:
通过液位传感器采集第二预设时间内的精炼罐液位平均值作为第三平均值,再通过液位传感器采集相同段时间内的精炼罐液位平均值作为第四平均值,第四平均值与第三平均值之间的液位变化绝对值小于预设液位变化值。
在一些可选的实施方案中,为避免PLC控制器顺序执行而引起的输出接口逻辑错误,针对PLC程序控制器的各输出接口均采用TOP层设计。
在一些可选的实施方案中,所述TOP层设计为:基于程序指令同时对同一开关或器件进行平行控制。
在一些可选的实施方案中,所述TOP层设计为:TOP层采用或门逻辑命令。
总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
本发明通过:1、通过人机交换界面输入精炼过程中的必要参数,保证了系统灵活性,可以按照设定要求进行相应的精炼加工。2、为保证程序的可读性及系统的易维护,程序框架采用模块化设计方式,将整个精炼过程划分为六个模块,模块之间的切换必须满足前一工艺模块退出后一模块再开启,保证模块切换时不会出现阀门的误开关。3、对六个工艺模块的开关接口均采用TOP层设计,保证对同一开关量的赋值不会出现冲突。4、针对过滤后的油脂是否满足标准,采用红外浊度传感器对油脂进行实时监测,根据预先设定阈值决定过滤后的油液流向。5、采用对一段时间内的缓存罐液位求平均值,如此段时间内液位无上升,则退出正吹模式。6、为避免模拟量采样波动而导致的阀门或其他元件的反复开关的情况,程序连续采集一段时间的模拟量,如连续100个点皆在设定阈值一侧,则执行相应操作。
附图说明
图1是本发明实施例提供的一种基于PLC控制的自动精炼方法的流程示意图;
图2是本发明实施例提供的一种TOP层设计示意图;
图3是本发明实施例提供的一种连续采样示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
在本发明实例中,“第一”、“第二”等是用于区别不同的对象,而不是用于描述特定的顺序或先后次序。
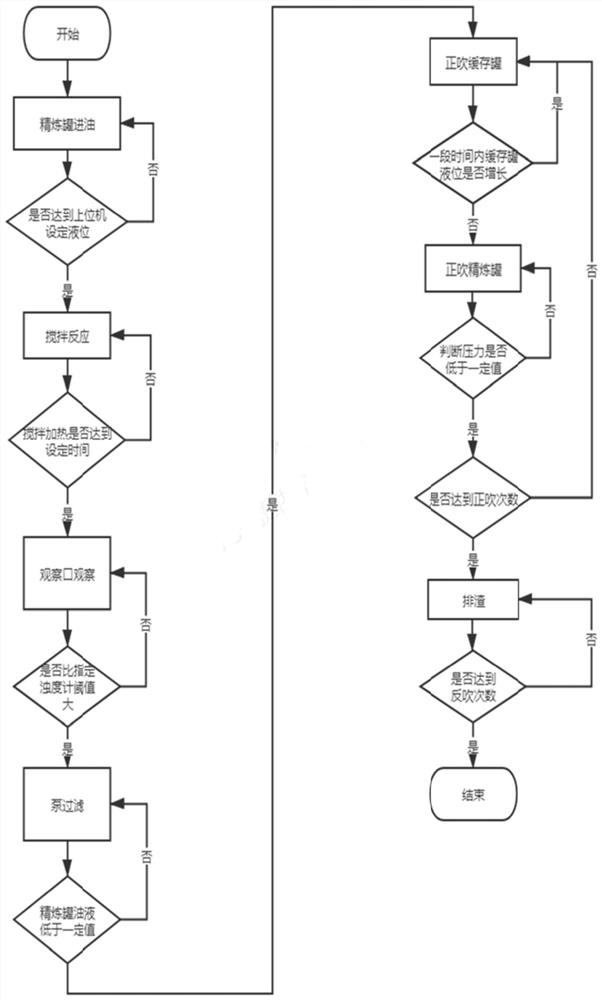
如图1所示是本发明实施例提供的一种基于PLC控制的自动精炼方法的流程示意图,包括以下步骤:
S1:精炼罐进油:通过人机交互界面对精炼罐号进行选择,将毛油泵入精炼罐内;
其中,人机交互界面参数设定:根据油脂精炼的工艺要求对过滤中需使用的精炼罐及过滤罐数量、温度及搅拌时间参数、过滤泵转速、浊度计阈值、反吹次数进行设定。PLC程序控制器根据设定参数进行相应的逻辑控制。
S2:搅拌反应阶段:通过人机交互界面设定精炼罐反应温度及搅拌时长,当精炼罐采样温度连续若干秒(如10s)达到设定的精炼罐反应温度后,通过PLC程序控制器关闭电加热,当系统搅拌时长满足设定的精炼罐搅拌时长后,程序进入下一阶段步骤S3;
S3:泵过滤模式:当精炼罐搅拌时长满足设定的精炼罐搅拌时长后,通过人机交互界面设定过滤泵转速阈值和红外浊度计阈值,PLC程序控制器按照预设顺序开启相应阀门,过滤泵转速决定了管路压力值的大小,转速越高压力越大、过滤速度越快,PLC程序控制器实时读取红外浊度计的采样值,并与人机交互界面设定的红外浊度计阈值进行比较,当采样值高于红外浊度计阈值则将精炼罐回流关闭,成油泵入缓存罐,当精炼罐内毛油液位低于预设毛油液位阈值时,泵过滤模式退出,进入下一阶段步骤S4;
其中,在对精炼罐温度进行采样以及对红外浊度计进行采样时,为避免采样数据波动产生波形震荡损坏元器件,PLC程序控制器特点为当连续采样若干(如100)个数据值均为对应阈值上下时,才可执行程序指令。根据人机交互界面的一些物理量设定值,譬如精炼罐温度,浊度计阈值等,如PLC采集的连续100个点皆处于设定值一侧,则认为满足相应条件。譬如:连续100个点处于温度设定值以上,则认为目前精炼罐温度超过温度设定值,PLC停止对精炼罐的加热。
S4:正吹缓存罐:进入该模式后,PLC程序控制器下达缓存罐正吹指令,以开启空压机及气阀,并对烛式罐罐内压力进行实时监测,当缓存罐液位变化小于预设液位变化值(即缓存罐无明显液位变化)时,退出该模式,进入下一阶段步骤S5;
其中,缓存罐液位变化小于预设液位变化值,包括:
通过液位传感器采集第一预设时间内的缓存罐液位平均值作为第一平均值,再通过液位传感器采集相同段时间内的缓存罐液位平均值作为第二平均值,第二平均值与第一平均值之间的液位变化绝对值小于预设液位变化值。
S5:正吹精炼罐:进入该模式后,PLC程序控制器下达精炼罐正吹指令,以使油液进入精炼罐,当精炼罐内液位变化小于预设液位变化值时,(即当精炼罐内液位无明显变化时),退出该模式,进入下一阶段步骤S6;
其中,精炼罐内液位变化小于预设液位变化值,包括:
通过液位传感器采集第二预设时间内的精炼罐液位平均值作为第三平均值,再通过液位传感器采集相同段时间内的精炼罐液位平均值作为第四平均值,第四平均值与第三平均值之间的液位变化绝对值小于预设液位变化值。
S6:排渣模式:根据人机交互界面设定的反吹次数,PLC程序控制器进行反吹操作并计数,达到预设次数后排渣结束排渣阀关闭,退出排渣模式。
其中,PLC程序控制器将整个工艺流程划分为六个模块:精炼罐进油、搅拌反应阶段、泵过滤模式、正吹缓存罐、正吹精炼罐、反吹排渣,各阶段运行结束后程序首先关闭当前阶段的阀门再进入下一阶段。
其中,为避免PLC控制器顺序执行而引起的输出接口逻辑错误,针对PLC程序控制器的各输出接口均采用TOP层设计。
如图2所示,TOP层的设计:基于程序指令同时对同一开关或器件进行平行控制,如图2三种模式下同时对空压机下达指令,为保证空压机接受指令之间干扰产生振荡,TOP层采用或门逻辑命令,有效保护设备确保输出环境。
如图2所示,TOP层的设计:由于PLC内核处理单元为CPU具有顺序执行的特点,如多个模块对同一开关输出进行赋值,后赋值模块赋的值会覆盖先赋值模块赋的值,这样会引起开关逻辑的混乱甚至威胁生产安全。
如图3所示,PLC对某一模拟量进行连续采集,由于模拟量采集的值存在一定范围内的波动,如以一次采集值判断是否满足阈值设定条件必然会出现开关器件反复开断的情况。为此控制程序为解决该问题增加了条件阈值判断算法,如一段时间内采集的点皆处于阈值一侧,则认为其满足阈值设定条件,PLC执行相关操作。
需要指出,根据实施的需要,可将本申请中描述的各个步骤/部件拆分为更多步骤/部件,也可将两个或多个步骤/部件或者步骤/部件的部分操作组合成新的步骤/部件,以实现本发明的目的。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种基于PLC控制的自动精炼方法
- 一种基于PLC控制的同步带自动包装系统及其方法