一种电子元器件光控定位安装设备
文献发布时间:2023-06-19 11:44:10
技术领域
本发明涉及电子元器件技术领域,尤其涉及一种电子元器件光控定位安装设备。
背景技术
电子元器件是构成整个电路系统的重要组成部分,在电路中起到不同的作用。在将元器件安装到电路板上时,需要将元器件的焊接脚插入到电路板上预设的焊接孔内,并将元器件焊接到电路中,完成元器件的安装。在此过程中,元器件安装时容易造成其焊脚的损伤,公开号为CN1083623B的中国发明授权专利公开了一种电子元器件安装用定位设备,包括电路板、电子元器件、固定底板和定位桩……,通过在电路板上开设定位槽,并通过夹持有元器件的定位桩插入定位槽来实现元器件的定位效果,此种方式不仅对电路板进一步提出加工需求影响电路板的实际布局,同时对不同规格的元器件无法形成有效适配,并且在实际工作中效率较低。
发明内容
本发明提出的一种电子元器件光控定位安装设备,目的是为了解决传统技术中将元器件安装到电路板上时对不同规格的元器件适配性差及工作效率较低的问题。
为了实现上述目的,本发明采用了如下技术方案:
一种电子元器件光控定位安装设备,包括工作台,所述工作台上表面开设有凹槽,位于凹槽顶部的所述工作台上表面放置有电路板,其中电路板上开设有多个焊接孔,其中焊接孔对应于元器件焊接脚,所述凹槽底部安装有平行光发生器,所述平行光发生器沿竖直方向向上输出平行光且输出方向与电路板表面垂直,所述平行光发生器上侧固定连接有防护玻片,所述工作台上通过架体安装有面阵CCD板,其中面阵CCD板表面与平行光发生器输出方向垂直且接收平行光发生器输出的平行光并转化为电荷,所述面阵CCD板电性连接有控制器,所述控制器安装在工作台上,所述工作台上安装有数控机械手,所述数控机械手与控制器电性连接,其中数控机械手输出端安装有受控滑动靠近的两个夹板,两个所述夹板之间夹持有元器件,且相对一面均固定连接有卷片,两个所述卷片相背离一侧均固定连接有弹性囊,所述弹性囊内填充有电流变液且固定连接有电极片,所述数控机械手内开设有液压通道,所述弹性囊顶部通过软管与液压通道连通,所述液压通道内密封滑动连接有活塞且安装有驱动气缸,所述活塞远离弹性囊一端固定连接在驱动气缸输出端上。
优选地,所述防护玻片采用无色透明玻璃制成,所述凹槽呈长条状且长度大于电路板宽度,其中平行光发生器输出范围正对面阵CCD板表面且在竖直投影上覆盖电路板和数控机械手输出端。
优选地,所述面阵CCD板以电路板边缘为分界线,位于电路板一侧部分接收透过电路板焊接孔的平行光生成第一组电荷数据,且位于数控机械手一侧部分接收未被元器件遮挡的平行光生成第二组电荷数据。
优选地,所述控制器包括图像处理器和元器件模型数据库,其中图像处理器接收第一组电荷数据的出焊接孔位置信息,接收第二组电荷数据并通过比对元器件模型数据库得出元器件焊接脚位置信息,最后控制数控机械手工作使元器件焊接脚准确插入电路板上相应位置的焊接孔内。
优选地,所述数控机械手采用现有技术中的水平和垂直轨道控制,且在靠近输出端臂上设置有无色透明十字标记,其中十字标记所在平面垂直于平行光输出方向。
优选地,所述卷片由直部和与直部两侧固定连接的卷曲部构成,且卷曲部在弹性囊内压力增大时展开呈平直状态,所述驱动气缸与控制器电性连接且随元器件轮廓直径增大而输出端位移量增大,所述电极片与控制器电性连接且在驱动气缸工作完成后通电使电流变液发生液固相变。
与现有技术相比,本发明具备以下有益效果:
1、本发明在将元器件安装的电路板上时,平行光发生器向凹槽上的电路板和数控机械手输出端夹持的元器件发出平行光,平行光透过电路板上的焊接孔照射向面阵CCD板最终获得焊接孔位置信息,未被元器件遮挡的部分平行光照向面阵CCD板最终焊接脚位置信息,最后控制数控机械手工作使元器件焊接脚准确插入电路板上相应位置的焊接孔内,实现全自动元器件定位安装操作。
2、本发明在对规格较大的元器件进行夹持时,驱动气缸输出端位移量相应增大,卷片内的弹性囊内液压增大,使卷片展开提高卷片与元器件的接触面积,提高对元器件的夹持效果,同时控制弹性囊内的电极片通电使其内的电流变液固化,进一步提高对元器件的夹持效果。
3、本发明在数控机械手输出端臂上设置有十字标记,在数控机械手移动元器件时,平行光透过十字标记照射在面阵CCD板上,从而在图像处理器处理后显示出数控机械手6的位移路径,检验并避免数控机械手6移动出现偏差,进一步提高元器件的定位准确性;在正对凹槽的部分电路板上的元器件均安装好后,逐渐移动电路板并重复工作,最终实现对电路板上所有元器件的自动定位安装操作。
附图说明
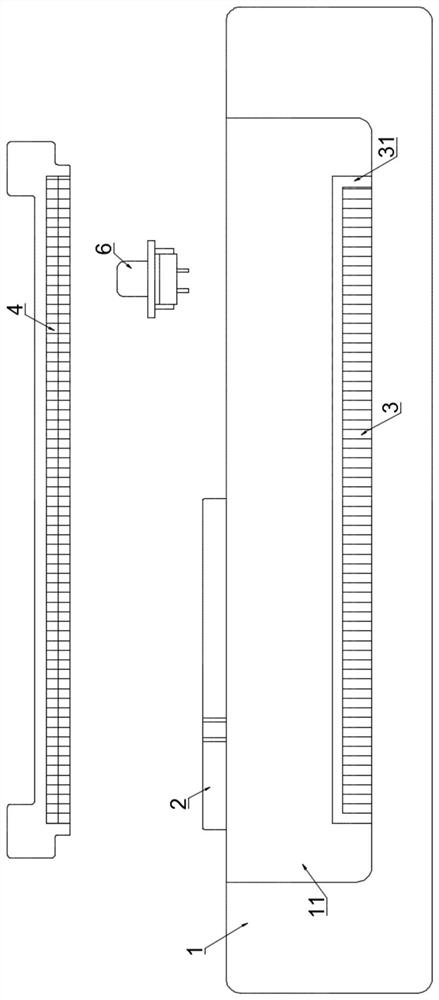
图1为本发明的结构示意图;
图2为本发明的工作台上表面俯视示意图;
图3为本发明的平行光工作示意图;
图4为本发明的卷片结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-4,一种电子元器件光控定位安装设备,包括工作台1,工作台1上表面开设有凹槽11,位于凹槽11顶部的工作台1上表面放置有电路板2,其中电路板2上开设有多个焊接孔,其中焊接孔对应于元器件焊接脚,凹槽11呈长条状且长度大于电路板2宽度,仅有部分电路板2位于凹槽11正上方,且随电路板2移动,整个电路板2均经过凹槽11正上方,完成对电路板2上所有元器件的安装。
凹槽11底部安装有平行光发生器3,平行光发生器3沿竖直方向向上输出平行光且输出方向与电路板2表面垂直,平行光发生器3上侧固定连接有防护玻片31,防护玻片31采用无色透明玻璃制成,防护玻片31在对平行光发生器3形成保护的同时不阻碍其平行光的输出。
工作台1上通过架体安装有面阵CCD板4,其中面阵CCD板4表面与平行光发生器3输出方向垂直且接收平行光发生器3输出的平行光并转化为电荷,面阵CCD板4电性连接有控制器5,控制器5安装在工作台1上,工作台1上安装有数控机械手6,数控机械手6与控制器5电性连接,其中数控机械手6输出端安装有受控滑动靠近的两个夹板,两个夹板之间夹持有元器件,
平行光发生器3输出范围正对面阵CCD板4表面且在竖直投影上覆盖电路板2和数控机械手6输出端,从而对电路板2和数控机械手6上的元器件均形成光照,面阵CCD板4以电路板2边缘为分界线,位于电路板2一侧部分接收透过电路板2焊接孔的平行光生成第一组电荷数据,且位于数控机械手6一侧部分接收未被元器件遮挡的平行光生成第二组电荷数据。
控制器5包括图像处理器和元器件模型数据库,其中图像处理器接收第一组电荷数据得出焊接孔位置信息,接收第二组电荷数据并通过比对元器件模型数据库得出元器件焊接脚位置信息,最后控制数控机械手6工作使元器件焊接脚准确插入电路板2上相应位置的焊接孔内,实现全自动元器件定位安装操作。
数控机械手6采用现有技术中的水平和垂直轨道控制,且在靠近输出端臂上设置有无色透明十字标记,其中十字标记所在平面垂直于平行光输出方向,利于在数控机械手6移动元器件时,平行光透过十字标记照射在面阵CCD板上形成十字标记,从而在图像处理器处理后显示出数控机械手6的位移路径,避免数控机械手6移动出现偏差。
两个夹板相对一面均固定连接有卷片61,两个卷片61相背离一侧均固定连接有弹性囊62,弹性囊62内填充有电流变液且固定连接有电极片,数控机械手6内开设有液压通道,弹性囊62顶部通过软管与液压通道连通,液压通道内密封滑动连接有活塞且安装有驱动气缸,活塞远离弹性囊62一端固定连接在驱动气缸输出端上。
卷片61由直部和与直部两侧固定连接的卷曲部构成,且卷曲部在弹性囊62内压力增大时展开呈平直状态,驱动气缸与控制器5电性连接且随元器件轮廓直径增大而输出端位移量增大,电极片与控制器5电性连接且在驱动气缸工作完成后通电使电流变液发生液固相变,从而对规格较大的元器件,驱动气缸输出端伸长,使卷片61展开提高卷片61与元器件的接触面积,提高对元器件的夹持效果。
在将元器件安装的电路板2上时,将电路板2放置在工作台1上凹槽11上方,数控机械手6输出端夹持元器件,此时凹槽11内的平行光发生器3沿竖直方向向上发出平行光,平行光透过电路板2上的焊接孔照射向面阵CCD板使其生成第一组电荷数据,控制器5内的图像处理器得出焊接孔位置信息,平行光照射向元器件未被遮挡的部分平行光照向面阵CCD板使其第二组电荷数据,图像处理器通过比对元器件模型数据库得出元器件焊接脚位置信息,最后控制数控机械手6工作使元器件焊接脚准确插入电路板2上相应位置的焊接孔内,实现全自动元器件定位安装操作;
在正对凹槽11的部分电路板2上的元器件均安装好后,逐渐移动电路板2并重复工作,最终实现对电路板2上所有元器件的自动定位安装操作;
在对规格较大的元器件进行夹持时,驱动气缸输出端位移量相应增大,通过液压通道使卷片61上的弹性囊62内液压增大,弹性囊62内液压增大使位于卷片61卷曲部内的弹性囊62鼓起,使卷片61展开,提高卷片61与元器件的接触面积,提高对元器件的夹持效果,同时控制器5控制弹性囊62内的电极片通电形成电场,使弹性囊62内的电流变液固化,进一步提高对元器件的夹持效果。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种电子元器件光控定位安装设备
- 一种电子元器件安装设备