一种高铁地铁视窗耐磨塑料板及其制备方法
文献发布时间:2023-06-19 11:44:10
技术领域
本发明涉及塑料加工技术领域,具体涉及一种高铁地铁耐磨塑料板及其制备方法。
背景技术
塑料是现代人们使用的传统材料之一,被广泛应用于汽车、电子、航天航空、建筑、家电等多个领域。但是,传统塑料的耐磨性较差,常常在使用过程中造成极大程度的磨损,影响其实用寿命,一般的抗磨塑料多为添加耐磨填充物,能在一定程度上提升塑料的耐磨性能,但是难以满足某些高抗划伤场合(如地铁、高铁视窗)的使用需求。
本发明为解决现有技术的不足,开发了一种高铁地铁视窗耐磨塑料板,该塑料板具有耐磨、加硬和耐候的效果,能够替代传统的玻璃制品,被广泛应用于汽车、高铁、地铁的视窗,从而降低成本、重量及能耗。
发明内容
为解决上述问题,本发明的第一个目的是提供一种高铁地铁耐磨塑料板,耐磨塑料板包括基体、硬化膜层以及镀膜层;其中,所述硬化膜层包覆于所述基体表面,所述镀膜层位于所述硬化膜层的上下表面。所述基体由如下重量份的组份组成:
所述硬化膜层由硬化液组成,硬化液由如下重量份的组份组成:
所述镀膜层由二氧化硅层、二氧化锆层和氟化物镀层组成。
优选的,所述催化剂为甲酚、水杨酸、氧化钙中的一种或多种用以加速基体的形成。
优选的,所述硬化剂为二安甲基环己烷、氨乙基胍嗪、过氧化二叔丁基中的一种或多种用以提升基体的硬度。
优选的,所述镀膜层中二氧化硅层的厚度为0.3±0.02μm,二氧化锆层的厚度为0.2±0.02μm,氟化物镀层厚度为0.02-0.07μm,以此保证镀膜层在具有耐磨及耐候的效果的前提下,其具有均匀较薄的厚度。
优选的,所述镀膜层还可包括紫外线吸收层,该紫外线吸收层由二氧化钛层组成,厚度为0.2±0.02μm,二氧化钛可以有效地散射和吸收紫外光,提升了塑料板的抗紫外线能力,延长了塑料板的使用寿命。
本发明还提供一种如上所述的用于高铁地铁视窗的耐磨塑料板的制备方法,包括以下步骤:
S1:按重量份配制基体的组份并混合;
S2:将混合后的组份置于加热炉中,在惰性气体保护下,以160±10℃恒温搅拌2-2.5小时,形成乳状化合物;
S3:将S2中的乳状混合物浇筑于成型模具中,冷却后取出,制成基体;
S4:按重量份配制硬化膜层硬化液的组份并混合制成硬化液;使用硬化液浸泡S3制备的基体,自然干燥,使基体表面形成硬化膜层得到硬化基体;
S5:使用真空镀膜机对S4中的硬化基体依次镀二氧化硅层、二氧化锆层和氟化物镀层,制成所述的耐磨塑料版。
优选的,步骤S2所述的惰性气体为氩气。
优选的,步骤S4中使用硬化液浸泡S3制备的基体时,浸泡温度为25-40℃,浸泡时间为45-60秒。
优选的,步骤S4中干燥方式还包括热风干燥。
相比现有技术,本发明的有益效果有:
一种用于高铁地铁视窗的耐磨塑料板包括基体、硬化膜层以及镀膜层;其中,所述硬化膜层包覆于所述基体表面,所述镀膜层位于所述硬化膜层的上下表面。本发明形成的耐磨塑料板具有耐磨、加硬和耐候的效果;适用于汽车、高铁、地铁视窗的制造。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。本发明的具体实施方式由以下实施例详细给出。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
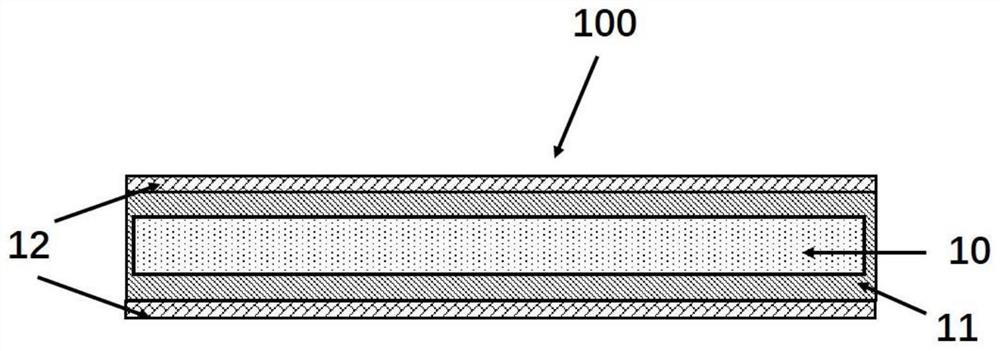
图1为本发明的结构示意图。
具体实施方式
为了便于本领域技术人员的理解,下面结合附图及实施例对本发明作进一步的说明,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
一种用于高铁地铁视窗的耐磨塑料板,如图1所示,该塑料板100包括基体10、硬化膜层11以及耐磨层12;硬化膜层11包覆于基体10表面,镀膜层12位于硬化膜层11的上下表面。基体10由如下重量份的组份组成:
硬化膜层11由硬化液组成,硬化液由如下重量份的组份组成:
镀膜层12由以下厚度的镀层组成:
二氧化硅层 0.3±0.02μm;
二氧化锆层 0.2±0.02μm;
氟化物镀层 0.02-0.07μm
在一些实施例中,还在镀膜层12中加入了紫外线吸收层(未图示),以提升塑料板的抗老化能力。该紫外线吸收层由二氧化钛层组成,厚度为0.2±0.02μm。
一种上述用于高铁地铁视窗的耐磨塑料板的制备方法,包括以下步骤:
S1:按重量份配置基体的组份并混合;
S2:将混合后的组份置于加热炉中,在惰性气体氩气保护下,以160±10℃恒温搅拌2-2.5小时,形成乳状化合物;
S3:将S2中的乳状混合物浇筑于成型模具中,冷却后取出,制成基体10;
S4:按重量份配置硬化膜层硬化液的组份并混合制成硬化液;在25-40℃下使用硬化液浸泡S3制备的基体45-60秒,使用自然干燥或热风干燥的方式干燥,使基体10表面形成硬化膜层11得到硬化基体;
S5:使用真空镀膜机对S4中的硬化基体依次镀二氧化硅层、二氧化锆层和氟化物镀层形成镀膜层12,制成所述的耐磨塑料版100。
本发明通过在聚碳酸酯中加入聚甲基丙烯酸甲酯,在增塑剂间酞酸二甲酯的作用下,使基体既保持了一定的硬度、透明度,又提升了基体的韧性。
通过在基体上涂布硬化膜层,提升了基体的硬度,耐磨性及耐候性。
通过在硬化液中加入乙烯基MQ硅树脂,提升了硬化液的粘性,提升了硬化膜层在基体上的附着力。
通过在硬化液中加入聚有机硅氧烷,提升了硬化膜层的耐侯耐磨性。
通过设置镀膜层,提升了塑料板的耐磨耐候性。
通过控制镀膜层厚度,既保证了镀膜层具有良好的耐磨耐候性,又保证镀膜层的均匀性。
通过设置紫外线吸收层,强化了塑料板的抗老化能力。
通过控制基体在硬化液中的浸泡温度为25-40℃,浸泡时间为45-60秒,既保证了硬化膜层的耐磨性,又保证了硬化膜层涂布时的均匀性。
实施例一
一种用于高铁地铁视窗的耐磨塑料板100,包括基体10、硬化膜层11以及耐磨层12。基体10由以下重量份的组分组成:
硬化膜层由硬化液组成,硬化液由如下重量份的组份组成:
镀膜层12由以下厚度的镀层组成:
二氧化硅层 0.28μm;
二氧化锆层 0.18μm;
氟化物镀层 0.02μm。
一种上述用于高铁地铁视窗的耐磨塑料板的制备方法,包括以下步骤:
S1:按重量份配制基体的组份并混合;
S2:将混合后的组份置于加热炉中,在惰性气体氩气保护下,以150℃恒温搅拌2小时,形成乳状化合物;
S3:将S2中的乳状混合物浇筑于成型模具中,冷却后取出,制成基体10;
S4:按重量份配制硬化膜层硬化液的组成并混合制成硬化液;在25℃下使用硬化液浸泡S3制备的基体45秒,使用自然干燥的方式干燥,使基体10表面形成硬化膜层11得到硬化基体;
S5:使用真空镀膜机对S4中的硬化基体依次镀二氧化硅层、二氧化锆层和氟化物镀层形成镀膜层12,制成所述的耐磨塑料版100。
实施例二
一种高铁地铁视窗耐磨塑料板,该塑料板100包括基体10、硬化膜层11以及耐磨层12,基体10由以下重量份的组份组成:
硬化膜层11由硬化液组成,硬化液由如下重量份的组份组成:
镀膜层12由以下厚度的镀层组成:
二氧化硅层 0.32μm;
二氧化锆层 0.22μm;
氟化物镀层 0.07μm。
一种上述用于高铁地铁视窗的耐磨塑料板的制备方法,包括以下步骤:
S1:按重量份配制基体的组份并混合;
S2:将混合后的组份置于加热炉中,在惰性气体氩气保护下,以170℃恒温搅拌2.5小时,形成乳状化合物;
S3:将S2中的乳状混合物浇筑于成型模具中,冷却后取出,制成基体10;
S4:按重量份配制硬化膜层硬化液的组份并混合制成硬化液;在40℃下使用硬化液浸泡S3制备的基体60秒,使用自然干燥的方式干燥,使基体10表面形成硬化膜层11得到硬化基体;
S5:使用真空镀膜机对S4中的硬化基体依次镀二氧化硅层、二氧化锆层和氟化物镀层形成镀膜层12,制成所述的耐磨塑料版100。
实施例三
一种高铁地铁视窗耐磨塑料板,该塑料板100包括基体10、硬化膜层11以及耐磨层12,基体10由以下重量份的原料制成:
硬化膜层11由硬化液组成,硬化液由如下重量份的组份组成:
镀膜层12包括以下厚度的镀层:
一种上述高铁地铁视窗耐磨塑料板的制备方法,包括以下步骤:
S1:按重量份配置基体的组成并混合;
S2:将混合后的组成置于加热炉中,在惰性气体氩气保护下,以160℃恒温搅拌2小时,形成乳状化合物;
S3:将S2中的乳状混合物浇筑于成型模具中,冷却后取出,制成基体10;
S4:按重量份配制硬化膜层硬化液的组份并混合制成硬化液;在35℃下使用硬化液浸泡S3制备的基体50秒,使用热风干燥的方式干燥,使基体10表面形成硬化膜层11得到硬化基体;
S5:使用真空镀膜机对S4中的硬化基体依次镀二氧化硅层、二氧化锆层、氟化物镀层和二氧化钛层形成镀膜层12,制成所述的耐磨塑料板100。
对比例一
与实施例一相比,对比例一只含有基体。
对比例二
与实施例一相比,对比例二只含有基体及硬化膜层。
对比例三
与实施例一相比,对比例三无20份聚有机硅氧烷及镀膜层。
对比例四
与实施例一相比,对比例四无氟化物镀层。
对比例五
与实施例一相比,对比例五无二氧化锆镀层。
各性能的测试标准及方法:
1.耐Taber磨耗性能:Taber 5135,CS-10F,Gen.Ⅳ,Load:500g,60rpm,磨耗1000cycles,观察雾度值变化情况。
2.铅笔硬度:采用铅笔硬度测试仪,按照ASTM D3363测试,负重500gF;
3.耐候性能:ASTM G154,每隔400hrs观察一次,测试外观(龟裂、掉漆、黄变等)、透光率/雾度(△Haze变化小于10%)、黄度指数(变化值小于8)。
表三测试结果
通过对比实施例一至实施例三以及对比例一和对比例二,本发明通过在基体表面包覆硬化膜层,提升了塑料板的耐磨性及表面铅笔硬度,进一步的,通过在硬化膜层基础上增加镀膜层,极大的提升了塑料板的耐磨性及硬度;通过对比实施例一至实施例三以及对比例三和对比例四,本发明通过在硬化膜层中加入聚有机硅氧烷以及镀有氟化物镀层,两者组合,不仅提升了塑料板的耐磨性,而且提升了塑料板的耐候性;通过对比实施例一至实施例三以及对比例五,本发明加入二氧化锆镀层,使塑料板具有良好的表面硬度及耐候性。
以上,仅为本发明的较佳实施例而已,并非对本发明作任何形式上的限制;凡本行业的普通技术人员均可按说明书附图所示和以上而顺畅地实施本发明;但是,凡熟悉本专业的技术人员在不脱离本发明技术方案范围内,利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本发明的技术方案的保护范围之内。
- 一种高铁地铁视窗耐磨塑料板及其制备方法
- 一种阻燃耐磨型保温泡沫塑料板及其制备方法