一种从黄金熔炼渣中高效回收有价元素的方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及一种从黄金熔炼渣中高效回收有价元素的方法,所属选矿和湿法冶金领域。
背景技术
选矿是利用物理或化学方法将矿物原料中的有用矿物和无用矿物或有害矿物分开,产品中有用成分富集的称精矿,无用成分富集的称尾矿,选矿提供的精矿主要作为冶炼行业提取金属的原料。其重力选矿是利用被分选矿物颗粒间相对密度、粒度、形状的差异及其在介质(水、空气或其他相对密度较大的液体)中运动速率和方向的不同,使之彼此分离的选矿方法,具有无环境污染、生产成本低、适用面广等特点,离心力选矿是重力选矿的更深层次发展,具有产生高倍“强化重力”的特性;湿法冶金是将矿石、经选矿富集的精矿或其他原料经与水溶液或其他液体相接触,通过化学反应等,使原料中所含有的有用金属转入液相,再对液相中所含有的各种有用金属进行分离富集,最后以金属或其他化合物的形式加以回收的方法。目前,黄金熔炼渣资源综合利用主要的技术方案及存在的问题有:(1)贵铅灰吹法回收金、银:该方法回收金银,若要回收铜,则需造冰铜,而冰铜对金、银有较高的溶解度,冰铜会带走一部份金、银。同时熔炼贵铅的渣中,含铅等金属杂质高,渣比重大,不利贵金属沉降。此外, 贵铅灰吹也生成x Ag2O·yPbO,存在金银回收率较低;(2)重选法回收金、银:该方法工艺流程简单,建设投资小、投资回收期短,但微细粒包裹的金、银容易进入重选尾矿而无法得到有效回收,存在金银回收率低、资源综合利用率低等问题;(3)氰化浸出回收金、银:熔炼渣中金银品位高、金银多数以单质形式存在、金属颗粒较大,直接氰化浸出存在浸出时间长、氰化钠耗量大,金银浸出率低、金银浸出不彻底等问题;(4)浮选回收金、银:熔炼渣中金银品位高、金银多数以单质形式存在、金属颗粒较大,浮选时大颗粒金银在矿化泡沫的上浮过程中容易脱落而进入尾矿,导致金银流失,存金银在回收率低等问题;(5)稀硫酸预浸-氧化氯化浸出-浸渣再熔炼-电解分离金银法:该方法可以有效回收熔炼渣中的有价金属金银等,但存在工艺复杂、流程长,硫酸预浸、氯化浸出现场作业环境差,不利于工作人员职业健康,且碱耗量大等问题。针对上述现有方法缺陷和不足,需要研究一种从黄金熔炼渣中高效回收有价元素的方法。
发明内容
针对目前国内黄金熔炼渣资源综合回收利用过程中存在的问题及现状,以及黄金熔炼渣中有价元素回收过程中普遍存在的金、银回收率低,其他有价元素未得到综合回收的共性,及工艺流程复杂、作业环境差、生产成本高等问题,本发明提供了一种从黄金熔炼渣中高效回收有价元素的方法,工艺流程简单、金银回收率高、有价元素综合回收率高、生产成本低。
具体技术方案为:一种从黄金熔炼渣中高效回收有价元素的方法,包括破碎机,破碎机出料口与高压辊磨机连接,高压辊磨机出料口与振动筛连接,振动筛粗料口为含铜金银精矿Ⅰ,振动筛细料口与球磨机连接,球磨机出料口与1#泵池连接,1#泵池通过输送泵与1#水力旋流器上端进料口连接,1#水力旋流器下端沉砂出口与1#泵池连接,1#水力旋流器上端溢流口与离心选矿循环磨机进料口连接,离心选矿循环磨机精矿管出口为金银精矿Ⅱ,离心选矿循环磨机尾矿管与2#泵池,2#泵池通过输送泵与2#水力旋流器上端进料口连接,2#水力旋流器下端沉砂出口通过塔磨机与2#泵池连接,2#水力旋流器上端溢流口与浓密机入口连接,浓密机底流出口与浸出槽连接;浸出槽上设置有搅拌器。
具体工艺为:
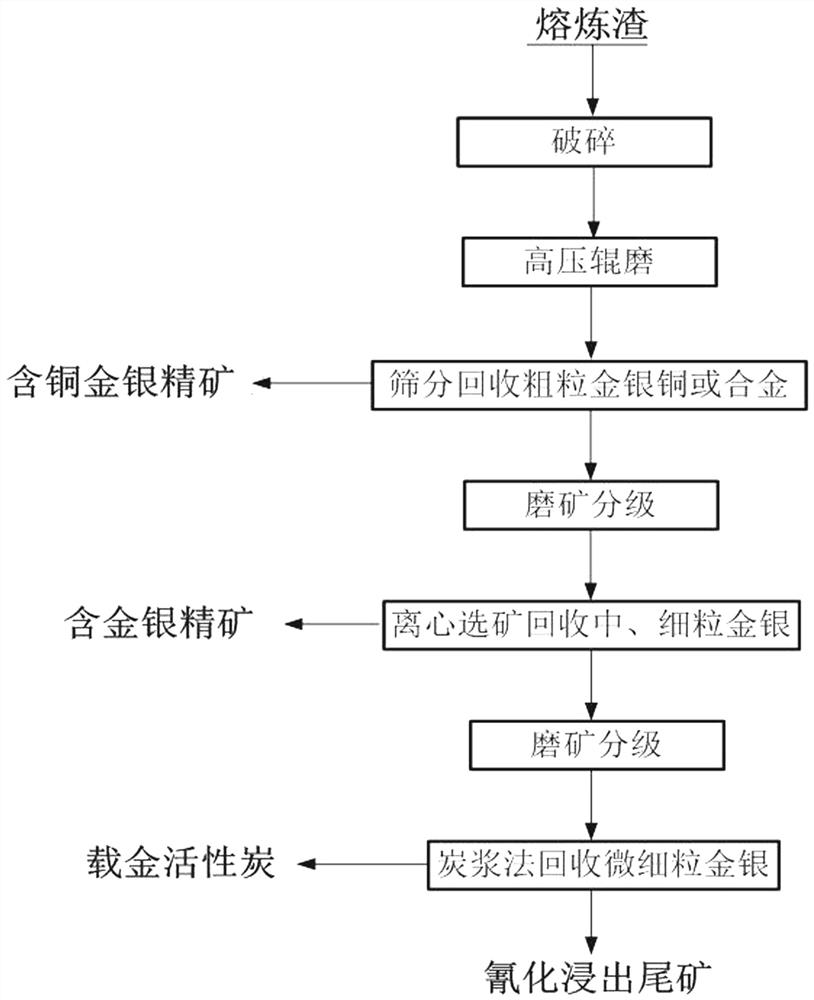
(1)筛选回收粗粒金、银和铜。将待处理黄金熔炼渣输送至破碎-筛分循环辊磨机中,破碎至大部分矿粒为-1mm后,通过振动筛分离后,获得粗粒含铜金银精矿Ⅰ和尾矿Ⅰ。由于熔炼渣中较粗金粒或合金粒,在辊磨机作用下,被碾压成+1mm的片状物,其它脆性矿物被破碎为-1mm。该环节延展性矿物直径扩大,脆性矿物被破碎变细,采用振动筛将目标矿物与杂质初步分离,使后续难以提取的粗颗粒金、银和铜得到有效回收,同时,降低了铜对氰化浸出的影响;含铜金银精矿Ⅰ进入一般的金泥熔炼系统进行分离提取铜金银金属。
(2)离心选矿回收中、细粒金和银。将上述步骤(1)获得的尾矿Ⅰ输送至离心选矿循环磨机中,细磨至-0.074mm粒级含量占90%,然后进入离心选矿机进行重选。基于金、银颗粒与包裹金、银的颗粒与渣之间比重的差异,在磨矿细度为-0.074 mm 占90%、给矿速度为0.2kg/min、流态化水量为5 L/min、扩大重力倍数为60g、给矿固液比为1:2的工艺条件下,获得高品位金银精矿Ⅱ和尾矿Ⅱ。该环节进一步回收大部分金和银,同时也降低铜对后续氰化浸出的影响;高品位金银精矿Ⅱ进入一般的金泥熔炼系统进行分离提取各金属。
(3)炭浸法氰化浸出提取微细粒金和银。将上述步骤(2)获得的尾矿Ⅱ输送至氰化浸出循环磨机C中,细磨至-0.037mm粒级含量占90%,使金银得到充分解离;然后输送入浸出槽,添加适量石灰乳调浆,控制矿浆浓度为30-35%、pH值为11-12后;再添加氰化钠,使初始浸出槽氰根浓度控制在0.03%~0.04%,浸出尾槽氰根浓度控制在0.02%左右;同时,各浸出槽输入空气,使矿浆中溶氧量控制在0.3(m³/m
与现有方法相比具有的优点及积极效果
(1)所用药剂种类较少,消耗量低,来源较广,生产成本低;
(2)工艺流程简单,处理设备简单,容易操控,易实现自动化控制;
(3)生产指标稳定,回收率高,精矿品位高;
(4)适应性强,适用于从黄金熔炼渣中回收有价元素,特别适用于从金银嵌布粒度不等的黄金还原熔炼渣中回收有价元素。
附图说明
图1 一种从黄金熔炼渣中高效回收有价元素的方法流程图;
图2 一种从黄金熔炼渣中高效回收有价元素的方法设备联系图;
其中,1:破碎机;2:高压辊磨机;3:振动筛;4:球磨机;5:1#泵池;6:1#输送泵;7:1#水力旋流器;8:离心选矿循环磨机;9:2#泵池;10:2#输送泵;11:2#水力旋流器;12:塔磨机;13:浓密机;14:浸出槽。
具体实施方式
如图2所示的一种从黄金熔炼渣中高效回收有价元素的方法,包括破碎机1,破碎机1出料口与高压辊磨机2连接,高压辊磨机2出料口与振动筛3连接,振动筛3粗料口为含铜金银精矿Ⅰ,振动筛3细料口与球磨机4连接,球磨机4出料口与1#泵池5连接,1#泵池5通过输送泵与1#水力旋流器6上端进料口连接,1#水力旋流器6下端沉砂出口与1#泵池5连接,1#水力旋流器6上端溢流口与离心选矿循环磨机8进料口连接,离心选矿循环磨机8精矿管出口为金银精矿Ⅱ,离心选矿循环磨机8尾矿管与2#泵池9,2#泵池9通过输送泵与2#水力旋流器11上端进料口连接,2#水力旋流器11下端沉砂出口通过塔磨机12与2#泵池9连接,2#水力旋流器11上端溢流口与浓密机13入口连接,浓密机13底流出口与浸出槽14连接;浸出槽上设置有搅拌器。浸出槽内设置有提炭装置,浸出槽侧壁设置有尾渣出口,此为现有技术。
具体工艺为:
(1)筛选回收粗粒金、银和铜。将待处理黄金熔炼渣输送至破碎-筛分循环辊磨机中,破碎至大部分矿粒为-1mm后,通过振动筛分离后,获得粗粒含铜金银精矿Ⅰ和尾矿Ⅰ。由于熔炼渣中较粗金粒或合金粒,在辊磨机作用下,被碾压成+1mm的片状物,其它脆性矿物被破碎为-1mm。该环节延展性矿物直径扩大,脆性矿物被破碎变细,采用振动筛将目标矿物与杂质初步分离,使后续难以提取的粗颗粒金、银和铜得到有效回收,同时,降低了铜对氰化浸出的影响;含铜金银精矿Ⅰ进入一般的金泥熔炼系统进行分离提取铜金银金属。
(2)离心选矿回收中、细粒金和银。将上述步骤(1)获得的尾矿Ⅰ输送至离心选矿循环磨机中,细磨至-0.074mm粒级含量占90%,然后进入离心选矿机进行重选。基于金、银颗粒与包裹金、银的颗粒与渣之间比重的差异,在磨矿细度为-0.074 mm 占90%、给矿速度为0.2kg/min、流态化水量为5 L/min、扩大重力倍数为60g、给矿固液比为1:2的工艺条件下,获得高品位金银精矿Ⅱ和尾矿Ⅱ。该环节进一步回收大部分金和银,同时也降低铜对后续氰化浸出的影响;高品位金银精矿Ⅱ进入一般的金泥熔炼系统进行分离提取各金属。
(3)炭浸法氰化浸出提取微细粒金和银。将上述步骤(2)获得的尾矿Ⅱ输送至氰化浸出循环磨机C中,细磨至-0.037mm粒级含量占90%,使金银得到充分解离;然后输送入浸出槽,添加适量石灰乳调浆,控制矿浆浓度为30-35%、pH值为11-12后;再添加氰化钠,使初始浸出槽氰根浓度控制在0.03%~0.04%,浸出尾槽氰根浓度控制在0.02%左右;同时,各浸出槽输入空气,使矿浆中溶氧量控制在0.3(m³/m
一般的金泥熔炼系统是金泥熔炼后,形成合质金银,合质金银经过水淬、硝酸除杂,滤渣为海绵金,再采用王水溶金、还原、铸锭获得成品金;滤液加入氯化钠沉银,还原、铸锭获得成品银;沉银滤液加入铁粉,还原铜离子获得海绵铜(销售)。
实施例一:
某黄金熔炼渣主元素化学分析结果为:金品位260.30g/t、银品位6746.28g/t、铜品位1.25%、钙品位12.50%。赋存状态分析表明,金、银大部分以单体存在,其次以合金存在,铜主要以合金状态存在。嵌布粒度分析表明,金、银主要以粗、中、细粒分布,另外还有部分呈微细粒包裹状态存在;铜主要呈粗粒级分布。
采用本发明对该黄金熔炼渣进行实施,其步骤如下:
(1)筛选回收粗粒金银铜。将待处理黄金熔炼渣输送至破碎-筛分循环辊磨机A中,破碎至大部分矿粒为-1mm后,通过振动筛分离后,获得粗粒含铜金银精矿Ⅰ和尾矿Ⅰ。由于熔炼渣中较粗金粒或合金粒,在辊磨机作用下,被碾压成+1mm的片状物,其它脆性矿物被破碎为-1mm;含铜金银精矿Ⅰ进入一般的金泥熔炼系统进行分离提取各金属。
(2)离心选矿回收中、细粒金银。将上述步骤(1)获得的尾矿Ⅰ输送至离心选矿段(B)的磨矿-分级循环中,细磨至-0.074mm粒级含量占90%,然后进入离心选矿机进行重选。基于金、银颗粒与包裹金、银的颗粒与渣之间比重的差异,在磨矿细度为-0.074 mm 占90%、给矿速度为0.2 kg/min、流态化水量为5 L/min、扩大重力倍数为60g、给矿固液比为1:2的工艺条件下,获得高品位金银精矿Ⅱ和尾矿Ⅱ;高品位金银精矿Ⅱ进入一般的金泥熔炼系统进行分离提取各金属。
(3)炭浸法氰化浸出提取微细粒金银。将上述步骤(2)获得的尾矿Ⅱ输送至氰化浸出段(C)的磨矿-分级循环中,细磨至-0.037mm粒级含量占90%,使金银得到充分解离;然后输送入浸出槽,添加适量石灰乳调浆,控制矿浆浓度为30-35%、pH值为11-12后;再添加氰化钠,使初始浸出槽氰根浓度控制在0.03%~0.04%,浸出末槽氰根浓度控制在0.02%左右;同时,各浸出槽输入空气,使矿浆中溶氧量控制在0.3(m³/m
采用该处理方法,获得的各产品指标见表1。其金总回收率为97.68%;银总回收率为91.23%;铜总回收率为60.43%。
表1 实施例一:各产品指标
对比实验1:
用方法(2)摇床重选法回收金、银:该方法工艺流程简单,建设投资小、投资回收期短,但微细粒包裹的金、银容易进入重选尾矿而无法得到有效回收,存在金银回收率低、资源综合利用率低等问题;
摇床重选回收金银铜。将待处理黄金熔炼渣经过破碎-磨矿-分级工艺流程后,使得-0.074mm粒级含量占80%,然后采用摇床进行重选,获得含金银精矿,进入一般的金泥熔炼系统进行分离提取。
采用该方法,获得的各产品指标见表2。其金回收率为56.38%;银回率为49.01%;铜回收率为62.70%。
表2 对比试验1:各产品指标
对比实验2:
用方法(3)氰化浸出回收金、银:熔炼渣中金银品位高、金银多数以单质形式存在、金属颗粒较大,直接氰化浸出存在浸出时间长、氰化钠耗量大,金银浸出率低、金银浸出不彻底等问题;——以品位260.30g/t、银品位6746.28g/t、铜品位1.25%、钙品位12.50%。
氰化浸出法回收金银。将待处理黄金熔炼渣经过破碎-磨矿-分级工艺流程后,使得-0.037mm粒级含量占90%,然后输送入浸出槽,添加适量石灰乳调浆,控制矿浆浓度为30-35%、pH值为11-12后;再添加氰化钠,氰化钠耗量达到15kg/t,使初始浸出槽氰根浓度控制在0.05%~0.07%,浸出末槽氰根浓度控制在0.04%左右;同时,各浸出槽输入空气,使矿浆中溶氧量控制在0.3(m³/m
采用该处理方法,获得的各产品指标见表3。其金回收率为63.23%;银回收率为54.19%;铜回收率为15.23%。
表3 对比实验2:各产品指标
从表1~3看出,现有的技术(对比实验1和2)回收率较低,成本较高,无法在工业上应用,本发明对金银具有较高的回收率,可以在工业上应用。
实施例二:
某黄金熔炼渣主元素化学分析结果为:金品位287.45g/t、银品位6837.56g/t、铜品位1.13%、钙品位13.43%。赋存状态分析表明,金、银大部分以单体存在,其次以合金存在,铜主要以合金状态存在。嵌布粒度分析表明,金、银主要以粗、中、细粒分布,另外还有部分呈微细粒包裹状态存在;铜主要呈粗粒级分布。
采用本发明对该黄金熔炼渣进行实施,其步骤如下:
(1)筛选回收粗粒金银铜。将待处理黄金熔炼渣输送至破碎-筛分循环辊磨机A中,破碎至大部分矿粒为-1mm后,通过振动筛分离后,获得粗粒含铜金银精矿Ⅰ和尾矿Ⅰ。由于熔炼渣中较粗金粒或合金粒,在辊磨机作用下,被碾压成+1mm的片状物,其它脆性矿物被破碎为-1mm;含铜金银精矿Ⅰ进入一般的金泥熔炼系统进行分离提取各金属。
(2)离心选矿回收中、细粒金银。将上述步骤(1)获得的尾矿Ⅰ输送至离心选矿段(B)的磨矿-分级循环中,细磨至-0.074mm粒级含量占90%,然后进入离心选矿机进行重选。基于金、银颗粒与包裹金、银的颗粒与渣之间比重的差异,在磨矿细度为-0.074 mm 占90%、给矿速度为0.2 kg/min、流态化水量为5 L/min、扩大重力倍数为60g、给矿固液比为1:2的工艺条件下,获得高品位金银精矿Ⅱ和尾矿Ⅱ;高品位金银精矿Ⅱ进入一般的金泥熔炼系统进行分离提取各金属。
(3)炭浸法氰化浸出提取微细粒金银。将上述步骤(2)获得的尾矿Ⅱ输送至氰化浸出段(C)的磨矿-分级循环中,细磨至-0.037mm粒级含量占90%,使金银得到充分解离;然后输送入浸出槽,添加适量石灰乳调浆,控制矿浆浓度为30-35%、pH值为11-12后;再添加氰化钠,使初始浸出槽氰根浓度控制在0.03%~0.04%,浸出末槽氰根浓度控制在0.02%左右;同时,各浸出槽输入空气,使矿浆中溶氧量控制在0.3(m³/m
采用该处理方法,获得的各产品指标见表4。其金总回收率为97.34%;银总回收率为90.05%;铜总回收率为61.33%。
表4 实施例二:各产品指标
对比实验3:
用方法(2)重选法回收金、银:该方法工艺流程简单,建设投资小、投资回收期短,但微细粒包裹的金、银容易进入重选尾矿而无法得到有效回收,存在金银回收率低、资源综合利用率低等问题;——金品位287.45g/t、银品位6837.56g/t、铜品位1.13%、钙品位13.43%。
摇床重选回收金银铜。将待处理黄金熔炼渣经过破碎-磨矿-分级工艺流程后,使得-0.074mm粒级含量占80%,然后采用摇床进行重选,获得含金银精矿,进入一般的金泥熔炼系统进行分离提取。
采用该方法,获得的各产品指标见表5。其金回收率为49.04%;银回率为36.08%;铜回收率为58.26%。
表5 对比试验5:各产品指标
对比实验4:
用方法(3)氰化浸出回收金、银:熔炼渣中金银品位高、金银多数以单质形式存在、金属颗粒较大,直接氰化浸出存在浸出时间长、氰化钠耗量大,金银浸出率低、金银浸出不彻底等问题;——金品位287.45g/t、银品位6837.56g/t、铜品位1.13%、钙品位13.43%。
氰化浸出法回收金银。将待处理黄金熔炼渣经过破碎-磨矿-分级工艺流程后,使得-0.037mm粒级含量占90%,然后输送入浸出槽,添加适量石灰乳调浆,控制矿浆浓度为30-35%、pH值为11-12后;再添加氰化钠,氰化钠耗量达到13.50kg/t,使初始浸出槽氰根浓度控制在0.05%~0.07%,浸出末槽氰根浓度控制在0.04%左右;同时,各浸出槽输入空气,使矿浆中溶氧量控制在0.3(m³/m
采用该处理方法,获得的各产品指标见表6。其金回收率为59.64%;银回收率为52.85%;铜回收率为18.16%。
表6 对比实验2:各产品指标
从表4~6看出,现有的技术(对比实验3和4)回收率较低,成本较高,无法在工业上应用,本发明对金银具有较高的回收率,可以在工业上应用。
实施例三:
某黄金熔炼渣主元素化学分析结果为:金品位273.84g/t、银品位5718.28g/t、铜品位1.21%、钙品位13.50%。赋存状态分析表明,金、银大部分以单体存在,其次以合金存在,铜主要以合金状态存在。嵌布粒度分析表明,金、银主要以粗、中、细粒分布,另外还有部分呈微细粒包裹存在;铜主要呈粗粒级分布。
采用本发明对该黄金熔炼渣进行实施,其步骤如下:
(1)筛选回收粗粒金银铜。将待处理黄金熔炼渣输送至破碎-筛分循环辊磨机A中,破碎至大部分矿粒为-1mm后,通过振动筛分离后,获得粗粒含铜金银精矿Ⅰ和尾矿Ⅰ。由于熔炼渣中较粗金粒或合金粒,在辊磨机作用下,被碾压成+1mm的片状物,其它脆性矿物被破碎为-1mm;
(2)离心选矿回收中、细粒金银。将上述步骤(1)获得的尾矿Ⅰ输送至离心选矿段(B)的磨矿-分级循环中,细磨至-0.074mm粒级含量占90%,然后进入离心选矿机进行重选。基于金、银颗粒与包裹金、银的颗粒与渣之间比重的差异,在磨矿细度为-0.074 mm 占90%、给矿速度为0.2 kg/min、流态化水量为5 L/min、扩大重力倍数为60g、给矿固液比为1:2的工艺条件下,获得高品位金银精矿Ⅱ和尾矿Ⅱ;
(3)炭浸法氰化浸出提取微细粒金银。将上述步骤(2)获得的尾矿Ⅱ输送至氰化浸出段(C)的磨矿-分级循环中,细磨至-0.037mm粒级含量占90%,使金银得到充分解离;然后输送入浸出槽,添加适量石灰乳调浆,控制矿浆浓度为30-35%、pH值为11-12后;再添加氰化钠,使初始浸出槽氰根浓度控制在0.03%~0.04%,浸出末槽氰根浓度控制在0.02%左右;同时,各浸出槽输入空气,使矿浆中溶氧量控制在0.3(m³/m
采用该处理方法,获得的各产品指标见表7。其金总回收率为98.05%;银总回收率为89.87%;铜总回收率为63.51%。
表7 实施例三:各产品指标
实施例四:
某黄金熔炼渣主元素化学分析结果为:金品位257.72g/t、银品位6389.45g/t、铁品位1.12%、钙品位12.50%。赋存状态分析表明,金、银大部分以单体存在,其次以合金存在,铜主要以合金状态存在。嵌布粒度分析表明,金、银主要以粗、中、细粒分布,另外还有部分呈微细粒存在;铜主要呈粗粒级分布。
采用本发明对该黄金熔炼渣进行实施,其步骤如下:
(1)筛选回收粗粒金银铜。将待处理黄金熔炼渣输送至破碎-筛分循环辊磨机A中,破碎至大部分矿粒为-1mm后,通过振动筛分离后,获得粗粒含铜金银精矿Ⅰ和尾矿Ⅰ。由于熔炼渣中较粗金粒或合金粒,在辊磨机作用下,被碾压成+1mm的片状物,其它脆性矿物被破碎为-1mm;
(2)离心选矿回收中、细粒金银。将上述步骤(1)获得的尾矿Ⅰ输送至离心选矿段(B)的磨矿-分级循环中,细磨至-0.074mm粒级含量占90%,然后进入离心选矿机进行重选。基于金、银颗粒与包裹金、银的颗粒与渣之间比重的差异,在磨矿细度为-0.074 mm 占90%、给矿速度为0.2 kg/min、流态化水量为5 L/min、扩大重力倍数为60g、给矿固液比为1:2的工艺条件下,获得高品位金银精矿Ⅱ和尾矿Ⅱ;
(3)炭浸法氰化浸出提取微细粒金银。将上述步骤(2)获得的尾矿Ⅱ输送至氰化浸出段(C)的磨矿-分级循环中,细磨至-0.037mm粒级含量占90%,使金银得到充分解离;然后输送入浸出槽,添加适量石灰乳调浆,控制矿浆浓度为30-35%、pH值为11-12后;再添加氰化钠,使初始浸出槽氰根浓度控制在0.03%~0.04%,浸出末槽氰根浓度控制在0.02%左右;同时,各浸出槽输入空气,使矿浆中溶氧量控制在0.3(m³/m
采用该处理方法,获得的各产品指标见表8。其金总回收率为97.94%;银总回收率为88.91%;铜总回收率为57.27%。
表8 实施例四:各产品指标
综上所述,采用该发明处理黄金熔炼渣,综合回收指标稳定,且整体工艺以物理选矿法为主,采用氰化浸出的量较少,化学药剂消耗少,工艺流程简单,设备简单,容易实现自动化控制,具有较好的推广应用意义。
- 一种从黄金熔炼渣中高效回收有价元素的方法
- 一种从黄金熔炼渣中高效回收有价元素系统