一种铝合金天线振子制作的方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及金属焊接技术领域,具体涉及一种铝合金天线振子制作的方法。
背景技术
天线振子是天线上的元器件,具有导向和放大电磁波的作用,是雷达发射和接收电磁波的重要部件。随着雷达技术的发展,天线振子越来越多样化,越来越复杂化。
某天线振子由四根带有翅翼的管焊接在底座上,底座尺寸小,四根管子呈矩形排列,相邻管之间距离最小处只有5mm,管长421mm,壁厚2mm,翅翼板厚5mm,使用传统氩弧焊焊接翅翼部分,容易将管壁焊穿,突出的焊疤影响后期装配。
振子的四根管子与底座焊接,普通焊接方法无法满焊管子四周,此处若不满焊,会造成电磁波的泄露,影响雷达的性能。
发明内容
为克服现有技术的缺陷,本发明的目的在于提供一种铝合金天线振子制作的方法,以解决天线振子翅翼部分易烧穿、焊疤大影响装配,底座部分无法形成环形满焊缝的问题。
为此,本发明提出了一种铝合金天线振子制作的方法,所述天线振子包括底座、支撑管一、支撑管二、连接管、以及翼板,该方法包括以下步骤:
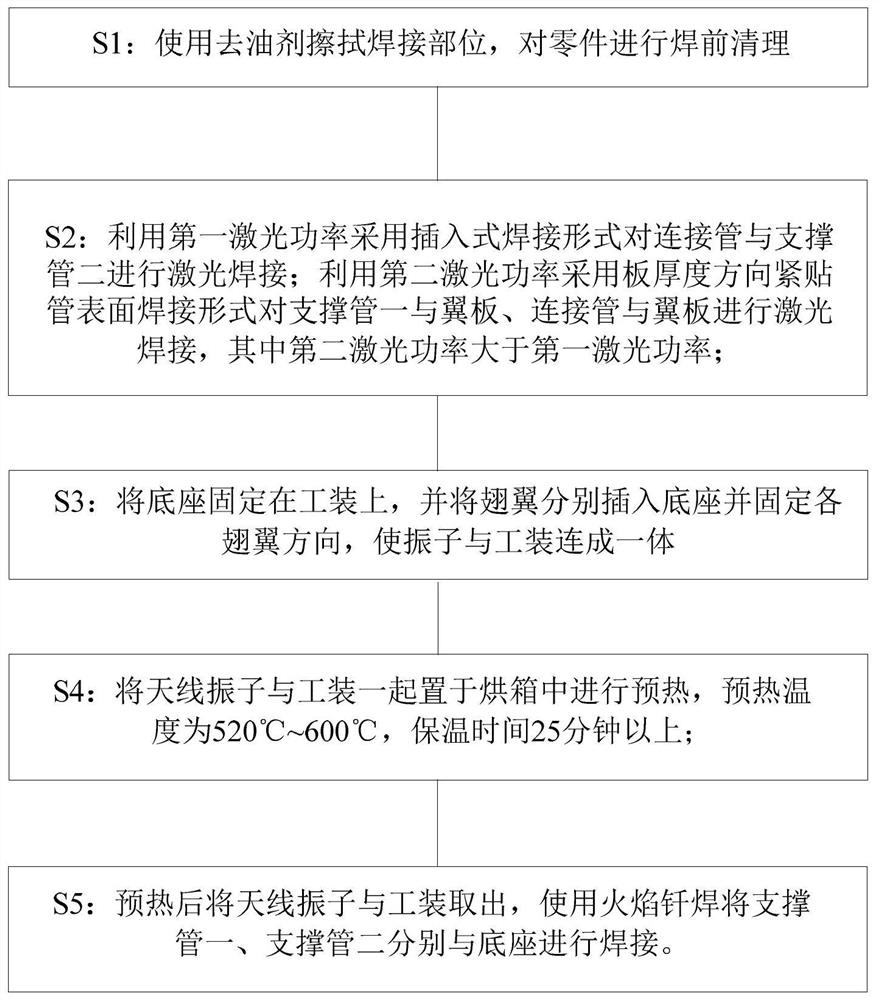
S1:使用去油剂擦拭焊接部位,对零件进行焊前清理;
S2:利用第一激光功率采用插入式焊接形式对连接管与支撑管二进行激光焊接;利用第二激光功率采用板厚度方向紧贴管表面焊接形式对支撑管一与翼板、连接管与翼板进行激光焊接,其中第二激光功率大于第一激光功率;
S3:将底座固定在工装上,并将翅翼分别插入底座并固定各翅翼方向,使振子与工装连成一体;
S4:将天线振子与工装一起置于烘箱中进行预热,预热温度为520℃~600℃,保温时间25分钟以上;
S5:预热后将天线振子与工装取出,使用火焰钎焊将支撑管一、支撑管二分别与底座进行焊接。
优选地,所述连接管与所述支撑管二之间焊接的第一激光功率选择700W~800W。
优选地,所述支撑管一与所述翼板之间、以及所述连接管与所述翼板之间焊接的第二激光功率选择950W~1050W。
优选地,所述预热温度优选为560℃,保温时间30分钟。
优选地,所述去油剂为丙酮溶液。
本发明提供的铝合金天线振子制作的方法,通过采取激光焊接,解决天线振子翅翼部分易烧穿、焊疤大影响装配的问题,使用火焰钎焊,并对工件进行提前预热,解决底座部分无法形成环形满焊缝的问题,因此该方法解决了该天线振子焊接难度大,焊接成本高的难题,同时焊接变形小,焊接质量好,为天线振子大批量焊接节省大量成本。
除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1为本发明的铝合金天线振子的结构示意图一;
图2为本发明的铝合金天线振子的结构示意图二;以及
图3为本发明的铝合金天线振子制作方法流程图。
附图标记说明
1、底座;2、支撑管一;3、支撑管二;4、连接管;5、翼板。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
如图1、图2所示,本发明的铝合金天线振子,包括底座1和两组翅翼,一组翅翼包括翼板5和安装在底座1上的一对支撑管一2,翼板5安装在支撑管一2外侧,另一组翅翼包括翼板5、一对支撑管二3、以及连接管4,连接管4设置在翼板5与支撑管二3之间,用于将翼板5与支撑管二3两者连接为一体。
其中,支撑管一2、连接管4分别与翼板5管板焊接,连接管4与支撑管二3管管焊接,支撑管一2、支撑管二3再分别与底座1焊接,从而组装形成天线振子。
本发明的铝合金天线振子制作的方法,包括以下步骤:
S1:使用去油剂擦拭焊接部位,对零件进行焊前清理;
S2:利用第一激光功率采用插入式焊接形式对连接管与支撑管二进行激光焊接;利用第二激光功率采用板厚度方向紧贴管表面焊接形式对支撑管一与翼板、连接管与翼板进行激光焊接,其中第二激光功率大于第一激光功率;
S3:将底座固定在工装上,并将翅翼分别插入底座并固定各翅翼方向,使振子与工装连成一体;
S4:将天线振子与工装一起置于烘箱中进行预热,预热温度为520℃~600℃,保温时间25分钟以上;
S5:预热后将天线振子与工装取出,使用火焰钎焊将支撑管一、支撑管二分别与底座进行焊接。
优选地,所述连接管与所述支撑管二之间焊接的第一激光功率选择700W~800W。
优选地,所述支撑管一与所述翼板之间、以及所述连接管与所述翼板之间焊接的第二激光功率选择950W~1050W。
优选地,所述预热温度优选为560℃,保温时间30分钟。
优选地,所述去油剂为丙酮溶液。
下面结合附图简述本发明的铝合金天线振子的制作过程。
首先,对零件进行焊前清理,主要是去油,使用丙酮擦拭焊接部位,保证焊接部位清洁;然后,设置激光焊接参数,使用手持式激光焊接方法焊接天线振子的翅翼,翅翼部分有两种类型的接头形式,分别为管管焊接、管板焊接,管、管焊接时使用的是插入式焊接形式,此焊接处结构较薄,选用小功率设备焊接,激光功率可选择700W~800W,具体激光功率选择750W,管、板焊接为板厚度方向紧贴管表面焊接,此焊接处结构偏厚,激光功率可选择950W~1050W,具体激光功率选择1000W。
然后,将焊好各翅翼的分管连同底座通过工装装配成一体,天线振子底座固定在工装上,将带翅翼的管分别插入底座,上端嵌入工装槽中,各翅翼方向固定,上紧螺栓,使振子与工装连成一体;再然后,预热,将天线振子与工装一起置于烘箱中,其中设置烘箱的预热温度略低于铝合金熔点,约为520℃~600℃,保温时间大于25分钟,以保证天线振子的充分吸收热量,达到满足焊接的设定温度,具体预热温度为560℃,保温时间30分钟。
最后,将天线振子与工装取出,使用火焰钎焊焊接管与底座。
本发明的方法通过采取激光焊接,解决天线振子翅翼部分易烧穿、焊疤大影响装配的问题,使用火焰钎焊,解决底座部分无法形成环形满焊缝的问题。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种铝合金天线振子制作的方法
- 一种天线振子制备方法及天线振子