掰板设备
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及自动化设备技术领域,尤其涉及一种掰板设备。
背景技术
数码管,也称作辉光管,是一种可以显示数字和其他信息的电子设备,广泛运用于各种家用电器和各种自动化设备中。数码管一般包括设置有多个发光二极管的线路板和套设于线路板外的壳体,数码管的体积较小,线路板一般都是多个一起成型,然后再分离成单个与壳体配合的线路板。现有技术中,一般是通过人工进行掰板,这不仅效率低下,还容易掰坏线路板。
因此,有必要提供一种能够将整板线路板分离成单个线路板的掰板设备。
发明内容
本发明的目的在于提供一种能够用于数码管线路板折板的掰板设备。
为实现上述目的,本发明提供了一种掰板设备,包括设置于机架上的整板板掰板装置、传送装置和条板掰板装置,整板板掰板装置包括送料机构、掰板机构和挡料机构,送料机构将整板线路板传送至掰板机构,掰板机构将整板线路板掰折成条形线路板,挡料机构用于承接条形线路板且挡料机构连接于传送装置,传送装置的一侧或两侧连接有条板掰板装置,传送装置传送条形线路板至条板掰板装置,条板掰板装置将条形线路板折成单体线路板。
较佳地,整板板掰板装置还包括用于放置整板线路板的料架,料架的一侧或两侧设置有用于抬升整板线路板的分料机构,分料机构包括分料模组和分料组件,分料组件安装于分料模组上,分料组件动作以能叉取整板线路板,分料模组动作以能带动分料组件升降。
较佳地,掰板机构包括相对设置的上刀组件和下刀组件,上刀组件连接有第一切板动力组件,下刀组件连接有第二切板动力组件,第一切板动力组件和第二切板动力组件动作以使上刀组件和下刀组件往相互靠近的方向移动以将整板线路板掰折成条形线路板。
较佳地,下刀组件包括供条形线路板下料的滑料底板,滑料底板按预设角度倾斜设置,挡料机构包括设置于滑料底板上的挡料组件,挡料组件连接有挡料动力件,挡料动力件动作以使挡料组件沿滑料底板滑动以能承接从掰板机构下料的条形线路板。
较佳地,传送装置包括用于送料的送料底板,送料底板连通于挡料机构和条板掰板装置,送料底板上设置有用于推料的推料组件,借由推料组件以将挡料机构上的条形线路板推送至送料底板上。
较佳地,送料底板的一侧设置有传送机构,传送机构包括固定支座和呈滑动的设置于固定支座上的第一夹料组件,第一夹料组件包括第一夹料电机以及呈活动的第一夹爪和第二夹爪,第一夹料电机动作以使第一夹爪和第二夹爪相互靠近或远离以完成取放料,从而使得条形线路板在第一夹料组件的作用下按预设路径在送料底板上传送。
较佳地,条板掰板装置包括掰料机构、旋转夹料机构和校正机构,掰料机构位于送料底板的一端,旋转夹料机构呈活动的设置于送料底板的一侧;旋转夹料机构于预设位置夹取送料底板上的条形线路板进行旋转,并在掰料机构的配合下将条形线路板折切成单体线路板。
较佳地,掰料机构包括自锁气缸和位于自锁气缸输出端的顶升掰料组件,自锁气缸动作以使顶升掰料组件顶升作用于条形线路板并在自锁气缸的作用下将掰料组件锁定于掰料位置上。
较佳地,旋转夹料机构包括设置于夹料安装架上的第一动力组件、第二动力组件、压料组件、转动组件和第二夹料组件,压料组件、转动组件和第二夹料组件安装于第二动力组件上,第二动力组件安装于第一动力组件上,第一动力组件动作以带动压料组件、转动组件和第二夹料组件在第一方向上靠近或远离送料底板;第二动力组件动作以带动压料组件、转动组件和第二夹料组件在第二方向上靠近或远离送料底板;压料组件用于压料,转动组件用于带动第二夹料组件旋转,第二夹料组件用于夹料。
较佳地,校正机构包括校正动力组件和位于校正动力组件上的校正组件,校正组件包括校正气缸和校正推板,校正推板呈升降的设置于校正气缸的输出端,校正动力组件动作以带动校正组件靠近或远离条形线路板,以使校正推板能将条形线路板推送至预设路径上。
采用以上技术方案后,本发明的掰板设备,包括设置于机架上的整板板掰板装置、传送装置和条板掰板装置。整板板掰板装置用于将整板线路板掰折成条形线路板,条板掰板装置用于将条形线路板折成单体线路板,传送装置用于连接整板板掰板装置和条板掰板装置,以将在整板板掰板装置上掰折好的条形线路板传送至条板掰板装置折成单体线路板。整板板掰板装置中的分料机构能使料架内的整板线路板每次传送一个整板线路板至掰板机构进行切板。挡料机构用于承接条形线路板且挡料机构连接于传送装置。传送装置的一侧或两侧连接有条板掰板装置,传送装置上设置有推料组件以能选择性的将条形线路板推送至两侧的任一条板掰板装置上。传送装置上还设置有第一夹料组件以使条形线路板在传送装置上能按预设路径进行传送。条板掰板装置中的第二夹料组件,不仅能辅助折板,还能将单体线路板放置到下一工序工序中。本发明的条板掰板装置,自动化程度高,能将整板线路板掰折成条形线路板并将条形线路板折成单体线路板,大大提高了生产效率。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
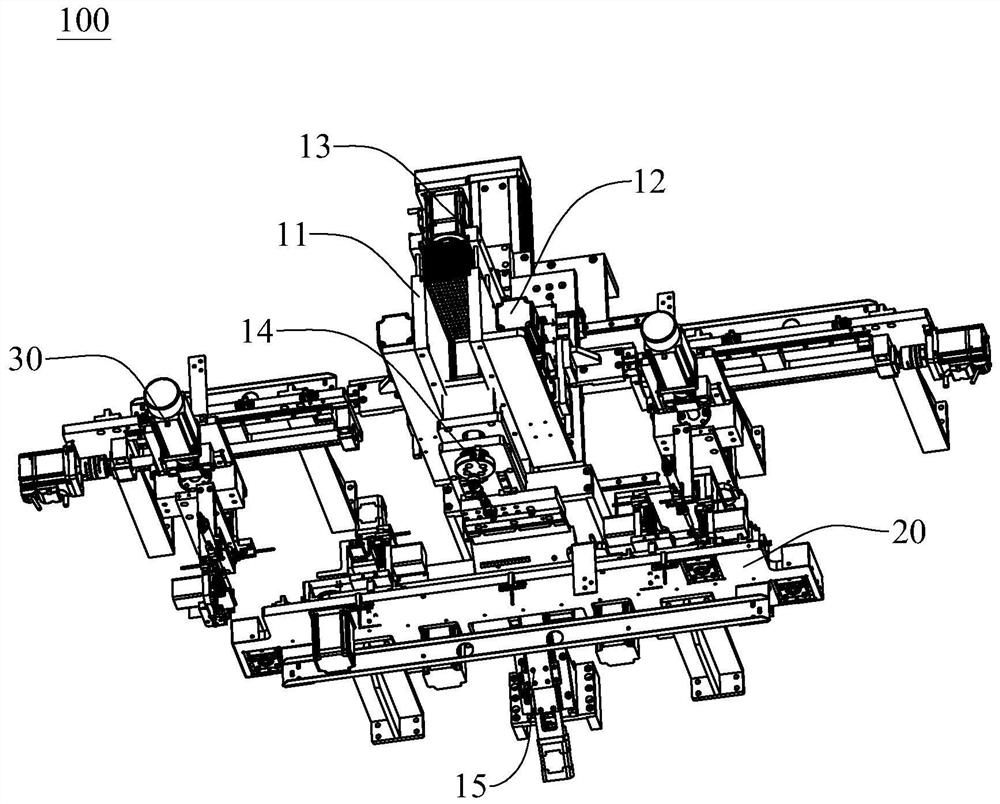
图1是本发明一实施例提供的掰板设备的结构示意图。
图2是图1另一角度的结构示意图。
图3是图1去掉机架外壳的内部结构示意图。
图4是图3中整板板掰板装置的结构示意图。
图5是图4中料架的结构示意图。
图6是图4中分料机构的结构示意图。
图7是图4中送料机构的结构示意图。
图8是图4中掰板机构的机构示意图。
图9是图4中挡料机构的结构示意图。
图10是图3中传送装置的结构示意图。
图11是图10中传送机构的结构示意图。
图12是图11中A处的放大图。
图13是图10中送料底板的结构示意图。
图14是图3中条板掰板装置的结构示意图。
图15是图14中旋转夹料机构的结构示意图。
图16是图15中转动组件的结构示意图。
图17是图14中校正机构的结构示意图。
附图标记说明:
100、掰板设备;101、机架;102、整板线路板;103、条形线路板;104、单体线路板;
10、整板板掰板装置;11、料架;111、第一板架;112、第二板架;113、调节组件;114、第一滑动组件;12、分料机构;121、分料模组;122、分料组件;1221、分料件;1222、分料气缸;13、送料机构;131、送料模组;132、送料组件;14、掰板机构;141、上刀组件;1411、上切刀;1412、挡板;1413、缓冲件;142、下刀组件;1421、下切刀;143、第一切板动力组件;1431、旋转电机;1432、偏心件;1433、旋转组件;1434、第一接头;1435、第二接头;144、第二切板动力组件;145、滑料底板;146、探针组件;15、挡料机构;151、挡料动力件;152、挡料组件;1521、挡料件;
20、传送装置;21、固定支座;211、第二滑动组件;212、同步带;22、推料组件;221、推块;23、第一夹料组件;231、第一夹料电机;232、第一传动件;233、第一夹爪;2331、第一齿条部;234、第二夹爪;24、传送组件;241、送料底板;242、挡料块;243、挡料气缸;244、限位件;
30、条板掰板装置;31、旋转夹料机构;311、第一动力组件;312、第二动力组件;313、压料组件;3131、压料气缸;3132、压料件;314、转动组件;315、第二夹料组件;3151、第二夹料电机;3152、第二传动件;3153、第一夹料件;31531、第二齿条部;3154、第二夹料件;31541、弹性件;3155、定位组件;31551、定位气缸;31552、定位件;32、掰料机构;321、自锁气缸;322、顶升掰料组件;33、校正机构;331、校正动力组件;332、校正组件;3321、校正气缸;3322、校正推板。
具体实施方式
为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
请参阅图1至图3,本发明提供了一种掰板设备100,包括设置于机架101上的整板板掰板装置10、传送装置20和条板掰板装置30。其中,整板板掰板装置10包括送料机构13、掰板机构14和挡料机构15,送料机构13将整板线路板102传送至掰板机构14,掰板机构14将整板线路板102掰折成条形线路板103,挡料机构15用于承接条形线路板103且挡料机构15连接于传送装置20。在传送装置20的一侧或两侧连接有条板掰板装置30,传送装置20传送条形线路板103至条板掰板装置30,条板掰板装置30将条形线路板103折成单体线路板104。在本实施例中,传送装置20的两侧均设置有条板掰板装置30,双工位同时对整板板掰板装置10掰折后的条形线路板103进行折板,大大提高了生产效率。
请参阅图3和图4,在一些可选的实施例中,整板板掰板装置10用于将整板线路板102掰折成条形线路板103。整板板掰板装置10包括料架11、分料机构12、送料机构13、掰板机构14和挡料机构15。其中,料架11用于放置整板线路板102,分料机构12设置于料架11的侧边用于抬升料架11内的整板线路板102以分料出料架11中位于底层的整板线路板102,整板线路板102在料架11中堆叠放料,通过分料机构12可以将最底层外的其他堆叠的整板线路板102进行抬升,从而仅留下最底层的一个整板线路板102。送料机构13设置于料架11的底部以将料架11内分料后的底层整板线路板102推送至掰板机构14,掰板机构14动作以将整板线路板102掰折成条形线路板103,而挡料机构15用于承接条形线路板103。
请参阅图4和图5,在一些可选的实施例中,料架11包括相对设置的第一板架111和第二板架112,第一板架111和第二板架112内均设置有与整板线路板102配合的料槽,整板线路板102放置于第一板架111和第二板架112形成的容置腔内,料槽用于限位并固定整板线路板102在容置腔内的放置。第一板架111和第二板架112的侧边上均设置有供分料机构12伸入的镂空部。设置有镂空部,使得分料机构12可以伸入到容置腔内,而且能够节省板料,还能清楚的看到容置腔内整板线路板102的数量,以能及时在容置腔内添加整板线路板102。其中,在第一板架111或第二板架112上还连接有调节组件113,调节组件113可以连接于第一板架111,也可以连接于第二板架112,或者是第一板架111和第二板架112上均连接有调节组件113。通过对调节组件113的调节,以能调节第一板架111和第二板架112之间的距离。具体地,连接有调节组件113的第一板架111和/或第二板架112安装于第一滑动组件114上,调节组件113带动相应的板架在第一滑动组件114上滑动,从而可以调节第一板架111和第二板架112之间的距离,使得容置腔可以容置各种规格的整板线路板102。结构简单,适用范围广。
请参阅图6,在一些可选的实施例中,分料机构12包括分料模组121和分料组件122,分料组件122安装于分料模组121上。其中,分料模组121动作以能带动分料组件122升降,分料组件122伸缩活动以伸入容置腔内叉取整板线路板102。具体地,分料组件122包括分料气缸1222和分料件1221,分料件1221位于分料气缸1222的输出端,分料气缸1222动作以使分料件1221伸缩叉取料架11内的整板线路板102并带动整板线路板102随着分料模组121的升降而升降,从而实现容置腔内整板线路板102的分料。
请参阅图7,在一些可选的实施例中,送料机构13包括送料模组131和位于送料模组131上的送料组件132,送料模组131动作以使送料组件132沿着送料模组131滑动进料架11内并将位于料架11最底层的整板线路板102推送至掰板机构14。其中,在料架11的底部设置有供整板线路板102滑动出容置腔的滑动槽。送料组件132的宽度小于第一板架111和第二板架112之间的宽度以能滑动进容置腔内,容置腔内靠近掰板机构14的一端在料槽的底部设置有滑动槽,使得送料组件132能够将整板线路板102推送出容置腔外。
请参阅图8,在一些可选的实施例中,掰板机构14包括相对设置的上刀组件141和下刀组件142,上刀组件141连接有第一切板动力组件143,下刀组件142连接有第二切板动力组件144。第一切板动力组件143和第二切板动力组件144同时动作以使上刀组件141和下刀组件142往相互靠近的方向移动以从两侧顶靠整板线路板102并将其掰折成条形线路板103。其中,上刀组件141包括上切刀1411,下刀组件142包括下切刀1421,上切刀1411和下切刀1421同轴设置,在第一切板动力组件143和第二切板动力组件144的作用下,上切刀1411和下切刀1421同时动作以能更快速的掰折整板线路板102。第二切板动力组件144可以为能带动下刀组件142升降活动的气缸等。
请参阅图8,在一些可选的实施例中,上刀组件141包括可作用于整板线路板102的上切刀1411,上切刀1411的一侧设置有用于检测线路板的探针组件146,借由探针组件146以确保掰折后的条形线路板103的完整性。上切刀1411的另一侧还设置有用于挡料的挡板1412,通过挡板1412使得探针组件146能够更好的检测待掰折的整板线路板102。通过挡板1412亦使上切刀1411和下切刀1421能够更好的掰断整板线路板102。整板线路板102预先会在其他设备上设置有切痕,以能够更方便的进行掰板。其中,上刀组件141上还设置有缓冲件1413,在掰折线路板时,缓冲件1413可以避免上切刀1411下降时的刚性过大而损伤线路板或直接与下切刀1421碰撞,设置有缓冲件1413掰料更加安全。
请参阅图8,在一些可选的实施例中,第一切板动力组件143和上刀组件141均安装于折板安装座上。第一切板动力组件143包括旋转电机1431、偏心件1432和旋转组件1433。偏心件1432安装于旋转电机1431的输出端,旋转组件1433的一端连接于偏心件1432是非圆心上,旋转组件1433的另一端连接于上刀组件141,旋转电机1431启动以使偏心件1432带动旋转组件1433偏心旋转从而能够带动上刀组件141升降。具体地,旋转组件1433包括对接的第一接头1434和第二接头1435,第一接头1434和第二接头1435都为鱼眼接头或万向接头,在本实施例中,第一接头1434和第二接头1435都为鱼眼接头。第一接头1434和第二接头1435绕偏心件1432转动以能带动上刀组件141进行升降活动。
请参阅图8,在一些可选的实施例中,下刀组件142连接有供条形线路板103下料的滑料底板145,滑料底板145按预设角度倾斜设置。其中,预设角度可以为15°到90°之间的任意角度,只要能使掰折后的条形线路板103能够很好的下料即可。示例性的,预设角度可以为45°。
请参阅图9,在一些可选的实施例中,挡料机构15包括按预设角度倾斜设置于滑料底板145上的挡料组件152,挡料组件152连接有挡料动力件151,挡料组件152和挡料动力件151均安装于挡料安装座上。挡料安装座上设置有按预设角度倾斜设置的安装面,挡料组件152和挡料动力件151安装于该安装面上。具体地,挡料动力件151动作以使挡料组件152上的挡料件1521沿滑料底板145滑动以能承接从掰板机构14下料的条形线路板103,并通过挡料件1521将其上的条形线路板103输送至下一工序。
请参阅图10至图13,在一些可选的实施例中,传送装置20包括传送机构和传送组件24。传送组件24包括用于送料的送料底板241,送料底板241连通于挡料机构15和条板掰板装置30。具体地,送料底板241的侧边设置有挡料块242以确保推料组件22推动条形线路板103至送料底板241上时,条形线路板103不会掉出送料底板241外。送料底板241在靠近掰料机构32的一端设置有挡料结构,挡料结构呈伸缩的设置于送料底板241上,挡料结构动作能起限位作用,使得条板掰板装置30暂时无法作用于条形线路板103,从而可以调节条形线路板103在送料底板241上的位置,以能更好的进行折板。其中,挡料结构包括挡料气缸243和位于挡料气缸243输出端的限位件244,挡料气缸243动作以使限位件244升降,从而可以暂停掰料机构32和旋转夹料机构31的动作,进而可以对送料底板241上的条形线路板103的位置进行整形,以便下一次折板能够顺利进行。限位件244可以为L型,以能同时在两个方向上对掰料机构32和旋转夹料机构31进行挡料。
请参阅图11和图12,在一些可选的实施例中,传送机构设置于送料底板241的一侧,传送机构包括固定支座21和呈滑动的设置于固定支座21上的第一夹料组件23和推料组件22。在固定支座21上设置有第二滑动组件211,第一夹料组件23和推料组件22均安装于第二滑动组件211上。在本实施例中,第一夹料组件23的数量为二,分别服务于两侧的条板掰板装置30。可以理解的,挡料机构15的两侧均连接有与条板掰板装置30对接的送料底板241,以能交替工作,提高生产效率。其中,在固定支座21上还设置有同步带212,两个第一夹料组件23均安装于同步带212上并通过一个电机进行驱动。整板板掰板装置10不断的掰折出条形线路板103并通过推料组件22将条形线路板103交替推送至两侧的条板掰板装置30。通过一个电机驱动同步带212使得两侧的条板掰板装置30能够交替工作,节省了动力元件,不仅提高了效率还节约了成本。
请参阅图12,在一些可选的实施例中,第一夹料组件23包括第一夹料电机231以及呈活动的第一夹爪233和第二夹爪234,第一夹料电机231动作以使第一夹爪233和第二夹爪234相互靠近或远离以完成取放料,从而使得条形线路板103在第一夹料组件23的作用下按预设路径在送料底板241上传送。具体地,第一夹料电机231的输出端设置有第一传动件232,第一传动件232可以为齿轮,第一夹爪233上设置有与该齿轮啮合传动的第一齿条部2331,第一夹料电机231动作以使齿轮带动第一夹爪233动作,使得第一夹爪233能与第二夹爪234配合完成取放料。在送料底板241上设置有用于推料的推料组件22,通过推料组件22上的推块221以将挡料机构15上的条形线路板103推送至送料底板241上。可以理解的,预设路径为条形线路板103的传送能够被旋转夹料机构31夹取的路径。
请参阅图14,在一些可选的实施例中,条板掰板装置30用于将条形线路板103折成单体线路板104,送料底板241连通于条板掰板装置30以将整板板掰板装置10掰折好的条形线路板103传送至条板掰板装置30。条板掰板装置30包括掰料机构32、旋转夹料机构31。其中,掰料机构32设置于送料底板241的一端,用于掰料;旋转夹料机构31呈活动的设置于送料底板241的一侧,用于与掰料机构32配合以旋转折料。具体地,旋转夹料机构31于预设位置夹取送料底板241上的条形线路板103并带动条形线路板103旋转,掰料机构32与旋转夹料机构31同时动作以将条形线路板103折切成单体线路板104。可以理解的,预设位置为旋转夹料机构31动作以能夹取条形线路板103端部的一个单体线路板104的位置。
请参阅图15,在一些可选的实施例中,旋转夹料机构31包括设置于夹料安装架上的第一动力组件311、第二动力组件312、压料组件313、转动组件314和第二夹料组件315。压料组件313、转动组件314和第二夹料组件315安装于第二动力组件312上,第二动力组件312安装于第一动力组件311上。第一动力组件311动作以带动压料组件313、转动组件314和第二夹料组件315在第一方向上靠近或远离送料底板241。第二动力组件312动作以带动压料组件313、转动组件314和第二夹料组件315在第二方向上靠近或远离送料底板241。其中,第一方向为沿夹料安装架的长度方向,第二方向为沿夹料安装架竖直上下的方向。压料组件313在折板时,用于按压待折板的条形线路板103,以使单体线路板104在折板时能够更好的受力进行掰折。转动组件314用于带动第二夹料组件315旋转,第二夹料组件315用于夹取单体线路板104并随着转动组件314的转动将单体线路板104掰折分料。
请参阅图15和图16,在一些可选的实施例中,压料组件313包括压料气缸3131和压料件3132,压料件3132安装于压料气缸3131的输出端,压料气缸3131动作以使压料件3132伸缩活动,以能按压待折板的条形线路板103,从而使得单体线路板104能够更好的从条形线路板103上分离。转动组件314包括使第二夹料组件315转动的电机,第二夹料组件315位于该电机的输出端,电机动作以带动第二夹料组件315旋转以进行折料。第二夹料组件315包括第二夹料电机3151、第二传动件3152、第一夹料件3153和第二夹料件3154,第二传动件3152安装于第二夹料电机3151的输出端且第二传动件3152能与第一夹料件3153配合,以使第一夹料件3153靠近或远离第二夹料件3154以能夹取单体线路板104。第二夹料件3154呈活动的安装于夹料安装架上,第二夹料件3154的一侧设置有呈伸缩的定位件31552,借由定位件31552以定位第二夹料件3154。第二夹料电机3151动作以使第一夹料件3153往靠近或远离第二夹料件3154的方向移动,以进行取放料。在本实施例中,第二传动件3152为齿轮,第一夹料件3153上设置有与齿轮啮合的第二齿条部31531,借由齿轮与第二齿条部31531啮合,以使第一夹料件3153往靠近或远离第二夹料件3154的方向移动。
请参阅图16,在一些可选的实施例中,第二夹料件3154内置弹性件31541以使第二夹料件3154恒具有向外伸展的趋势,在第二夹料件3154的一侧设置有定位组件3155,定位组件3155能够定位第二夹料件3154,以使第二夹料件3154能够与第一夹料件3153配合进行夹料。定位组件3155包括定位气缸31551和定位件31552,定位件31552安装于定位气缸31551的输出端,定位气缸31551动作以使定位件31552伸缩并作用于第二夹料件3154,以能对第二夹料件3154进行限位。可以理解的,第二夹料件3154内置弹性件31541而具有向外伸展的趋势,定位组件3155伸缩以限制第二夹料件3154向外伸展的幅度,以使第二夹料件3154能与第一夹料件3153配合而完成夹料。在条形线路板103掰折至仅剩最后一个单体线路板104时,需要通过第二夹料组件315将该单体线路板104取料并放置到下一工序的相关设备上,此时需要第二夹料件3154稍稍向外伸展,以免第二夹料组件315在移动过程中碰翻该单体线路板104。在调节好第二夹料组件315的位置后,再通过定位组件3155将第二夹料件3154复位,以使第二夹料件3154与第一夹料件3153配合进行夹料。
请参阅图14,在一些可选的实施例中,掰料机构32包括自锁气缸321和位于自锁气缸321输出端的顶升掰料组件322,自锁气缸321动作以使顶升掰料组件322顶升作用于条形线路板103并在自锁气缸321的作用下将顶升掰料组件322锁定于掰料位置上。可以理解的,普通气缸会因为漏气等原因无法长时间保持在一个状态上,通过自锁气缸321与顶升掰料组件322配合,在顶升掰料组件322顶升到掰料的合适位置时,自锁气缸321自锁使得顶升掰料组件322保持在该位置上,以能与旋转夹料机构31配合进行折板。
请参阅图17,在一些可选的实施例中,条板掰板装置30还包括校正机构33,校正机构33包括校正动力组件331和位于校正动力组件331上的校正组件332,校正组件332包括校正气缸3321和校正推板3322,校正推板3322呈升降的设置于校正气缸3321的输出端,校正动力组件331动作以带动校正组件332靠近或远离条形线路板103,以使校正推板3322能将条形线路板103推送至预设路径上。可以理解的,校正组件332包括校正气缸3321和校正推板3322,校正推板3322在校正气缸3321的作用下能在竖直方向上靠近或远离送料底板241上的条形线路板103,待校正推板3322在竖直方向上调整到合适位置时,校正动力组件331动作,以使校正推板3322能在水平方向上靠近或远离送料底板241上的条形线路板103,以使条形线路板103在送料底板241上按预设路径进行送料,从而使得条形线路板103能够被掰料机构32和旋转夹料机构31折成单体线路板104。其中,校正推板3322呈凸伸的Z字型,校正推板3322还可以为凸伸的I字型,或凸伸的T字型等等,只要校正推板3322能够很好的进行推料即可。
如图1至图17所示,本发明的掰板设备100,包括设置于机架101上的整板板掰板装置10、传送装置20和条板掰板装置30。整板板掰板装置10用于将整板线路板102掰折成条形线路板103,条板掰板装置30用于将条形线路板103折成单体线路板104,传送装置20用于连接整板板掰板装置10和条板掰板装置30,以将在整板板掰板装置10上掰折好的条形线路板103传送至条板掰板装置30折成单体线路板104。整板板掰板装置10中的分料机构12能使料架11内的整板线路板102每次传送一个整板线路板102至掰板机构14进行切板。挡料机构15用于承接条形线路板103且挡料机构15连接于传送装置20。传送装置20的一侧或两侧连接有条板掰板装置30。在本实施例中,传送装置20的两侧均设置有条板掰板装置30,传送装置20上设置有推料组件22以能交替的将条形线路板103推送至两侧的条板掰板装置30上。传送装置20上还设置有第一夹料组件23以使条形线路板103在传送装置20上能按预设路径进行传送。条板掰板装置30中的第二夹料组件315,不仅能辅助折板,还能将单体线路板104放置到下一工序工序中。本发明的条板掰板装置30,自动化程度高,能将整板线路板102掰折成条形线路板103并将条形线路板103折成单体线路板104,大大提高了生产效率。
以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
- 一种调节加气混凝土掰板机上、下掰板间距的机构
- 掰片装置及掰片设备