焊缝缺陷图像的检测处理方法及系统
文献发布时间:2023-06-19 11:57:35
技术领域
本发明涉及图像处理技术,具体地,涉及一种铁路车辆转向架焊缝缺陷图像的 检测处理方法及系统。
背景技术
转向架作为列车走行部的关键组成零部件,其性能直接影响列车运行舒适性以及安全可靠性。目前,转向架焊缝缺陷个数以及尺寸的测试方法不是智能识别,工作 效率低、可靠性差。所以,急需一种高精度和可靠的焊接缺陷智能检测方法。
此外,常用的MATLAB分析中GUI功能较差,且开发出的界面不够美观,不能脱 离环境运行,实时效率低,所以,在提高焊缝图像的人机交互友好性方面仍有待完善。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种焊缝缺陷图像的检测处理方法及系统,实现转向架焊缝精确检测,使得检测工作化繁为简,便于操作,大大提 高工作效率和准确性。
根据本发明提供的焊缝缺陷图像的检测处理方法,包括如下步骤:
步骤S1:获取焊缝缺陷图像,所述缝缺陷图像通过图像采集模块采集;
步骤S2:对所述焊缝缺陷图像进行预处理,以去除噪声且对所述焊缝缺陷图像进行 图像增强生成待检测焊缝缺陷图像;
步骤S3:对所述待检测焊缝缺陷图像进行边缘检测确定缺陷区域,并对所述缺陷区 域进行阈值分割;
步骤S4:对所述缺陷区域进行面积计算和周长计算,并显示所述缺陷区域、所述面积以及所述周长。
优选地,所述图像采集模块包括:CCD摄像头、图像采集卡以及计算机;
所述CCD摄像,用于采集模拟图像信号的焊缝缺陷图像;
所述图像采集卡,用于把模拟图像信号的焊缝缺陷图像转换为数字图像信号的焊缝 缺陷图像;
所述计算机,用于对所述数字图像信号的焊缝缺陷图像进行处理。
优选地,所述步骤S2包括如下步骤:
步骤S201:通过自适应中值滤波法对所述焊缝缺陷图像进行滤波以去除椒盐噪声;
步骤S202:通过小波邻域收缩法对所述焊缝缺陷图像进行滤波以去除高斯噪声;
步骤S203:通过图像直方图对对所述焊缝缺陷图像的对比度进行调整,以实现所述焊缝缺陷图像的增强的。
优选地,所述步骤S3包括如下步骤:
步骤S301:通过Canny算法对所述待检测焊缝缺陷图像进行边缘检测确定缺陷区域,所述Canny算法采用双边滤波法;
步骤S302:通过OSTU算法对边缘检测后的所述待检测焊缝缺陷图像进行阈值分割生成缺陷区域。
优选地,所述双边滤波法的像素输出值取决于领域像素值的加权组合,具体为:
其中,p(i,j)为像素输出值;f(k,l)为像素输入值;ω(i,j,k,l)为加权系数。
优选地,所述OSTU算法通过调用MATLAB中现有的函数grfythresh实现图像分 割。
优选地,所述步骤S4包括如下步骤:
步骤S401:对所述缺陷区域进行二值化出来,其中0为缺陷像素,1表示背景像 素;
步骤S402:根据所述缺陷像素的数目确定所述缺陷区域的面积;
步骤S403:根据所述缺陷区域的边缘处所有相邻两像素间的距离之和确定所述周长,其中,当相邻两像素分为上下相邻或左右相邻时,像素的距离确定为1,当 相邻两像素分为对角相邻情况确定像素间距离是
优选地,所述缺陷区域的面积S表示为:
其中,f(x,y)为缺陷区域内像素为RGB(0,0,0)的点。
优选地,所述周长C表示为:
其中,n
优选地,在步骤S4中通过MatrixVB技术实现MATLAB模块与VB模块的无缝 连接,以显示缺陷区域以及面积计算、周长计算结果。
本发明提供的焊缝缺陷图像的检测处理系统,包括如下步骤:
图像获取模块,用于获取焊缝缺陷图像,所述缝缺陷图像通过图像采集模块采集;
预处理模块,用于对所述焊缝缺陷图像进行预处理,以去除噪声且对所述焊缝缺陷 图像进行图像增强生成待检测焊缝缺陷图像;
缺陷检测模块,用于对所述待检测焊缝缺陷图像进行边缘检测确定缺陷区域,并对 所述缺陷区域进行阈值分割;
模式识别模块,用于对所述缺陷区域进行面积计算和周长计算。
与现有技术相比,本发明具有如下的有益效果:
本发明通过噪声去除、图像增强、边缘检测、阈值分割以及缺陷区域进行面积计算和周长计算等步骤,能够准确定位缺陷区域确定缺陷危害程度,具有很强的通用性,不 仅能够用于铁路车辆转向架焊缝缺陷检测,还可以应用在列车其他部位零件的缺陷检 测;本发明中在进行边缘检测时采用改进的Canny算法有效保证缺陷形状的完整性, 这为最后的模式识别中计算缺陷数值参数奠定了基础;本发明通过MATLAB和VB 的混合编程,将VB界面的开发与MATLAB强大的图像处理工具箱融为一个整体, 使开发的程序周期缩短,编程效率得以提高,实现图像结果的可视化;
本发明具有较好的系统性,能避免人为因素干扰,提高工作效率和准确性,特色性地采用计算机数字图像处理、分析、智能识别计算技术,提高了焊接缺陷检测的准确度。 本发明铁路“高速、重载”战略的实施提供有力保障,为缺陷的维修工作提供精确可靠 的依据,对于铁路车辆焊接缺陷的高效检测、维修以及行车安全具有重大意义。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
图1为本发明实施例中焊缝缺陷图像的检测处理方法的缺陷检测流程图;
图2为本发明实施例中焊缝缺陷图像的检测处理方法的步骤流程图。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人 员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于 本发明的保护范围。
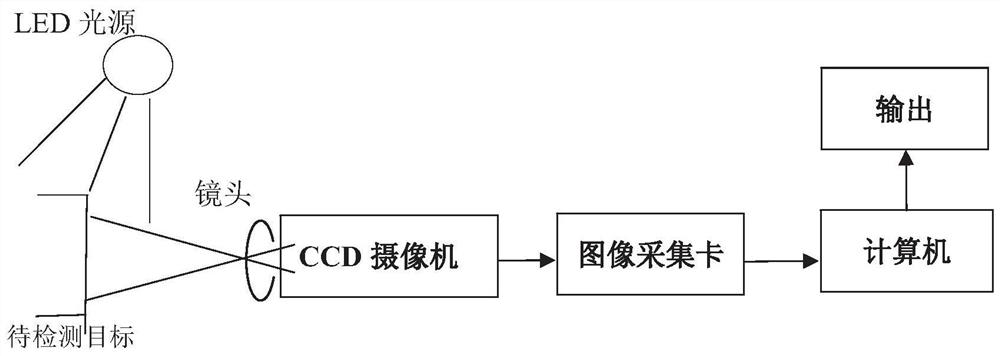
图1为本发明实施例中焊缝缺陷图像的检测处理方法的缺陷检测流程图,如图 1所示,如图1所示,LED光源位于待检测目标的斜上方,CCD摄像头的镜头与待 检测目标处于同一水平线上,CCD摄像头与计算机通过1394接口图像采集卡相连 接,共同组成图像采集硬件系统。
当LED光源斜射到待检测目标上时,用CCD摄像头拍摄待检测目标,待检测 目标反射的光线通过相机的镜头透射到CCD传感器上。当CCD传感器曝光后,光 电二极管受到光线的激发而释放出电荷,生成感光元件的电信号。CCD控制芯片利 用感光元件中的控制信号线路对光电二极管产生的电流进行控制,由电流传输电路 输出,CCD摄像头会将一次成像产生的电信号收集起来,统一输出到图像采集卡上。 图像采集卡将模拟信号的电信号经过采集、量化转换为数字信号,然后压缩编码成 数字图像。再通过1394接口把压缩的数字图像传送到计算机上进行储存,从而完 成图像采集过程。
图2为本发明实施例中焊缝缺陷图像的检测处理方法的步骤流程图,如图2所 示,根据本发明提供的焊缝缺陷图像的检测处理方法,包括如下步骤:
步骤S1:获取焊缝缺陷图像,所述缝缺陷图像通过图像采集模块采集;
步骤S2:对所述焊缝缺陷图像进行预处理,以去除噪声且对所述焊缝缺陷图像进行 图像增强生成待检测焊缝缺陷图像;
步骤S3:对所述待检测焊缝缺陷图像进行边缘检测确定缺陷区域,并对所述缺陷区 域进行阈值分割;
步骤S4:对所述缺陷区域进行面积计算和周长计算,并显示所述缺陷区域、所述面积以及所述周长。
在本发明实施例中,所述图像采集模块包括:CCD摄像头、图像采集卡以及计算机;
所述CCD摄像,用于采集模拟图像信号的焊缝缺陷图像;
所述图像采集卡,用于把模拟图像信号的焊缝缺陷图像转换为数字图像信号的焊缝 缺陷图像;
所述计算机,用于对所述数字图像信号的焊缝缺陷图像进行处理。
在本发明实施例中,所述步骤S2包括如下步骤:
步骤S201:通过自适应中值滤波法对所述焊缝缺陷图像进行滤波以去除椒盐噪声;
步骤S202:通过小波邻域收缩法对所述焊缝缺陷图像进行滤波以去除高斯噪声;
步骤S203:通过图像直方图对对所述焊缝缺陷图像的对比度进行调整,以实现所述焊缝缺陷图像的增强的。
对获取的原始焊缝缺陷图像进行预处理,包括以下三方面:图像读取,调用fopen命令打开txt格式的图像文件;去除噪声,用改进的自适应中值滤波和小波邻域收缩 法分别对图像的椒盐噪声和高斯噪声进行滤波;图像增强。图像增强使用直方图均衡 化方法,利用Matlab的histeq函数实现。
在本发明实施例中,所述步骤S3包括如下步骤:
步骤S301:通过Canny算法对所述待检测焊缝缺陷图像进行边缘检测确定缺陷区域,所述Canny算法采用双边滤波法;
步骤S302:通过OSTU算法对边缘检测后的所述待检测焊缝缺陷图像进行阈值分割生成缺陷区域。
本发明实施例中,所述边缘检测是用改进的Canny算子,即采用双边滤波代替 传统Canny算子中使用的高斯滤波,不仅可以提高信噪比,而且在一定程度上抑制 伪边缘现象,提高边缘检测精度,减少漏检率和错检率。
所述双边滤波法的像素输出值取决于领域像素值的加权组合,具体为:
其中,p(i,j)为像素输出值;f(k,l)为像素输入值;ω(i,j,k,l)为加权系数。
所述的双边滤波结合了图像的空间邻近性和像素值的相似性,并考虑了空间信息和 灰度的相似性,从而达到了保留边缘和去噪的目的。
所述图像分割是基于检测出的缺陷边缘,本发明采用最大类间方差法进行图像分割,采用MATLAB工具箱提供的graythresh函数求取阈值,从而准确完成图像中 缺陷目标的提取。缺陷检测一方面使得图像更加接近真实,减少后续结果的计算误差; 另一方面,突显出图像中的缺陷目标,便于后续缺陷的面积和周长计算。
在本发明实施例中,所述步骤S4包括如下步骤:
步骤S401:对所述缺陷区域进行二值化出来,其中0为缺陷像素,1表示背景像 素;
步骤S402:根据所述缺陷像素的数目确定所述缺陷区域的面积;
步骤S403:根据所述缺陷区域的边缘处所有相邻两像素间的距离之和确定所述周长,其中,当相邻两像素分为上下相邻或左右相邻时,像素的距离确定为1,当 相邻两像素分为对角相邻情况确定像素间距离是
所述缺陷区域的面积S表示为:
其中,f(x,y)为缺陷区域内像素为RGB(0,0,0)的点。所面积S即统计出缺陷区域包含的像素的个数。
根据Freeman链码公式,所述周长C表示为:
其中,n
在本发明实施例中,在步骤S4中通过MatrixVB技术实现MATLAB模块与VB 模块的无缝连接,以显示缺陷区域以及面积计算、周长计算结果。
本发明提供的焊缝缺陷图像的检测处理系统,包括如下步骤:
图像获取模块,用于获取焊缝缺陷图像,所述缝缺陷图像通过图像采集模块采集;
预处理模块,用于对所述焊缝缺陷图像进行预处理,以去除噪声且对所述焊缝缺陷 图像进行图像增强生成待检测焊缝缺陷图像;
缺陷检测模块,用于对所述待检测焊缝缺陷图像进行边缘检测确定缺陷区域,并对 所述缺陷区域进行阈值分割;
模式识别模块,用于对所述缺陷区域进行面积计算和周长计算。
本发明实施例中,基于MATLAB图像处理的焊缝缺陷检测与处理方法,先通过CCD相机获取焊缝的原始图像,再通过噪声去除、图像增强、边缘检测、阈值分割以及缺陷 区域进行面积计算和周长计算等步骤,最后通过VB和MATLAB的结合实现图像处理 的可视,能够准确定位缺陷区域确定缺陷危害程度,具有很强的通用性,不仅能够用于 铁路车辆转向架焊缝缺陷检测,还可以应用在列车其他部位零件的缺陷检测;本发明 中在进行边缘检测时采用改进的Canny算法有效保证缺陷形状的完整性,这为最后 的模式识别中计算缺陷数值参数奠定了基础;本发明通过MATLAB和VB的混合 编程,将VB界面的开发与MATLAB强大的图像处理工具箱融为一个整体,使开 发的程序周期缩短,编程效率得以提高,实现图像结果的可视化;本发明具有较好 的系统性,能避免人为因素干扰,提高工作效率和准确性,特色性地采用计算机数字图 像处理、分析、智能识别计算技术,提高了焊接缺陷检测的准确度。本发明铁路“高速、 重载”战略的实施提供有力保障,为缺陷的维修工作提供精确可靠的依据,对于铁路车 辆焊接缺陷的高效检测、维修以及行车安全具有重大意义。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上 述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改, 这并不影响本发明的实质内容。
- 焊缝缺陷图像的检测处理方法及系统
- 图像处理方法、图像处理系统及缺陷检测装置