铝硅镀层热成形钢的微振辅助激光搭接焊方法
文献发布时间:2023-06-19 12:16:29
技术领域
本发明属于激光焊接技术领域,具体涉及一种铝硅镀层热成形钢的微振辅助激光搭接焊方法。
背景技术
随着能源紧缺和环境污染问题的加剧,汽车工业正面临着日益严峻的挑战,汽车制造轻量化是汽车行业发展的一个重要方向,通过降低汽车的重量以达到节能减排的目的。汽车轻量化是指在保证汽车的强度和安全性能的前提下,通过优化结构和材料尽可能地减少汽车的自身重量,提高汽车的动力性,减少燃料消耗,降低污染。虽然一些轻质材料,如铝合金、镁合金、钛合金、复合材料及碳纤维材料等也可减轻整车质量,降低油耗,但其成形性能、硬度、焊接性能等都无法与钢铁材料匹敌,因此,高强度和超高强钢钢板不断受到汽车制造商的关注。
热成形钢是汽车行业广泛采用的一种超高强汽车用钢,它是通过热成形技术,把特殊的高强度硼合金钢加热使之奥氏体化,然后将红热的板料送入有冷却系统的模具内冲压成形,同时被快速冷却,钢板组织由奥氏体转变为马氏体,从而得到具有超高强度的钢板。为防止热成形钢在热冲压过程中被氧化,通常会在钢板表面镀一层铝硅镀层。然而,在后续的焊接过程中,由于镀层中的铝进入焊缝,甚至在熔合区等部位偏析形成大块铁素体,导致焊缝的强度及塑性韧性变差。为了焊接镀铝硅热成形高强钢,目前常通过激光清洁、机械打磨、喷丸等技术清除镀层,再进行焊接。正因为此,清除工序会增加设备投入,且清除速度较低,使生产效率降低,生产成本增加;同时,需对清除后产生的粉尘进行收集和处理,增加了生产辅助成本。
目前对于铝硅镀层热成形钢的焊接,大多集中在铝硅镀层热成形钢对接接头焊接(拼焊)工艺及方法的研究,如公开号为CN104023899A和CN106392328A的专利等,然而在实际制造过程中,将热成形钢进行搭接后使用也屡见不鲜。从现有的资料来看,对铝硅镀层热成形钢搭接焊工艺及方法研究较少,从有限的资料来看,主要采用纯激光焊和电阻点焊等方法进行焊接。电阻点焊不能进行封闭型焊接,且接头质量缺乏合适的无损检测方法。纯激光虽然能进行高效焊接,但由于铝镀层进入焊缝降低了接头的质量,如韩国的C Kim纯激光搭接焊接头强度为335MPa,为母材强度的22%(C.Kim,M.J.Kang,Y.D.Park.Laser weldingof Al-Si coated hot stamping steel.Procedia Engineering,2011,10:2226-2231),上海交通大学华学明课题组报道纯激光搭接焊铝硅镀层热成形钢的接头抗拉强度约375MPa,为母材的25%(张帆.镀层对高强钢光纤激光焊接过程及接头性能的影响研究.上海交通大学,2015)。因此,亟需寻找一种提高铝硅镀层热成形钢搭接焊缝性能的焊接工艺及方法。
发明内容
针对现有技术中的不足,本发明提供了一种铝硅镀层热成形钢的微振辅助激光搭接焊方法。即通过在激光焊过程中辅助微小振动,可得到成形良好、性能优异的铝硅镀层热成形钢激光搭接焊的焊缝。
为达到上述目的,本发明的解决方案是:
一种铝硅镀层热成形钢的微振辅助激光搭接焊方法,其包括:
将铝硅镀层热成形钢的试样夹在装有微振设备的激光平台上,通过激光工艺和辅助微振,将铝硅镀层热成形钢进行激光搭接焊。
进一步地,微振设备为自主研发的微振控制平台,振动频率为500-2000Hz,振幅为0.1-0.3mm。
进一步地,搭接焊的长度为5-10mm,搭接焊的间隙为0-0.5mm。
进一步地,铝硅镀层热成形钢的厚度为0.5-3mm,铝硅镀层热成形钢中铝硅镀层的厚度为20-40μm。
进一步地,激光的入射角度为85-90°,激光的功率1.5-3.5kW,焊接的速率为1-3m/min。
进一步地,激光的焊接工艺中,采用氩气对熔池进行保护,气流量为10-25L/min。
进一步地,搭接前,采用溶剂对铝硅镀层热成形钢进行预处理。
进一步地,溶剂可以为有机溶剂,选自丙酮或乙醇中的一种以上。
由于采用上述方案,本发明的有益效果是:
第一、本发明采用辅助微振平台施加振动到焊件上,并在此基础上施加机械振动外场,通过调整振动参数,有效降低了溶解在焊缝中铝硅镀层的聚集程度,优化了焊缝组织,减少了焊接缺陷,从而控制焊缝组织,获得高质量的搭接接头,同时也适用于汽车用镀铝硅热成形钢焊接。
第二、与传统激光搭接方法相比,本发明不需要清除热成形钢表面的铝硅镀层,简化了搭接焊工艺流程,提高了生产效率,同时,由于焊接过程中微振的作用,有效地缓解了镀层聚集,同时细化了焊缝晶粒,降低残余应力,即通过在激光焊接时凝固过程中辅助微振方式,使熔合区的低韧低塑相δ-铁素体聚集程度减弱,达到增强焊缝质量的目的,从而提高了搭接接头的力学性能。
附图说明
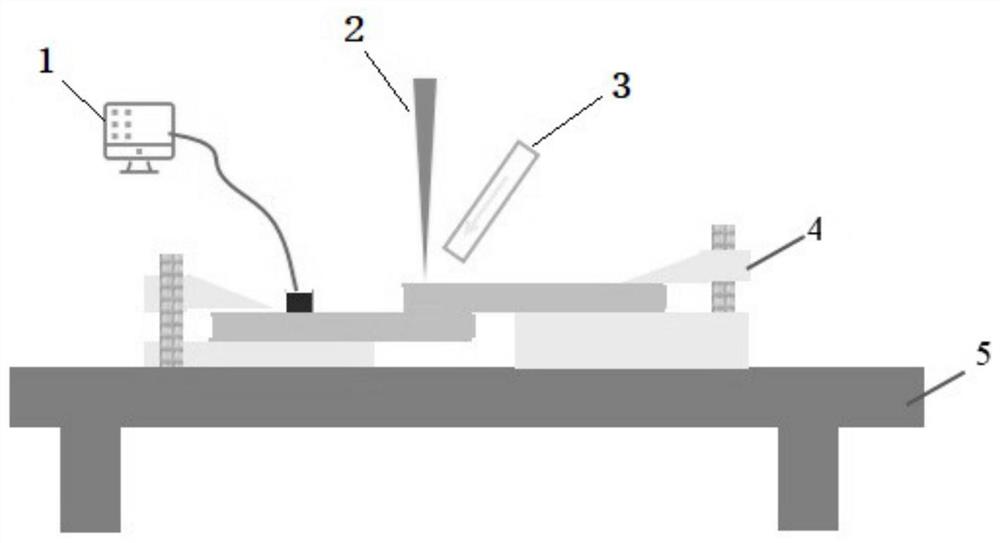
图1为本发明的铝硅镀层热成形钢的微振辅助激光搭接焊装配示意图。
图2为现有技术中的激光搭接焊装配示意图。
附图标记:1-振动控制器、2-激光束、3-氩气、4-夹具和5-焊接平台。
具体实施方式
本发明提供了一种铝硅镀层热成形钢的微振辅助激光搭接焊方法。
本发明的铝硅镀层热成形钢的微振辅助激光搭接焊方法包括:
将铝硅镀层热成形钢进行搭接,激光焊接过程中辅助微振,从而实现铝硅镀层热成形钢搭接的焊接接头有效连接。选择合适的微振工艺,通过微振控制焊缝中镀层的聚集程度,特别是降低镀层在熔合线处的聚集程度,控制焊接工艺,从而获得高质量的搭接接头。
具体地,如图1所示,本发明将铝硅镀层热成形钢的试样放置在焊接平台5上,并通过夹具4夹住,辅助通过振动控制器1的微振,在氩气3的保护下,采用激光焊接工艺中的激光束2进行搭接焊。
其中,铝硅镀层热成形钢的厚度为0.5-3mm,铝硅镀层热成形钢中铝硅镀层的厚度为20-40μm。焊接前需对铝硅镀层热成形钢进行预处理:用棉花球蘸取丙酮或酒精等有机溶剂擦拭该热成形钢的正反表面,目的是去除表面油污等杂质;然后对经过擦拭的热成形钢进行快速吹干,放在干燥处待焊。
上述激光搭接焊过程中搭接焊的长度可以为5-10mm,优选为10mm;搭接焊的间隙可以为0-0.5mm,优选为0.1mm。选择微振设备的振动频率可以为500-2000Hz,优选为1300Hz,振幅可以为0.1-0.3mm,优选为0.1mm;激光的入射角度可以为85-90°,优选为85°;激光的功率可以为1.5-3.5kW,优选为2kW;焊接的速率可以为1-3m/min,优选为1m/min。在激光送丝工艺中,采用氩气对熔池进行保护,气流量可以为10-25L/min,优选为15L/min。焊接时,启动激光焊接系统,通过激光熔化母材,同时在凝固过程中采用振动方法调整结晶状况,冷却后形成焊缝。
总之,本发明直接激光搭接焊镀铝硅热成形钢,由于镀层铝的溶入导致焊缝中特别是熔合线处铝的堆积,焊后断裂位置在熔合线处,且搭接接头的强度较低。为获得高强接头,传统的方法是清除表面镀层。然而,额外的清除工序增加设备投入,生产效率不高。因此,为了一站式进行镀铝硅热成形钢的焊接,本发明在图2的激光焊接的基础上,辅助振动,通过机械振动方法在凝固过程中破碎晶粒,减少铝的堆积程度。同时,细化晶粒,减少残余应力。故通过控制激光焊接及振动工艺,可获得高强度的搭接焊接头。
以下结合实施例对本发明作进一步的说明。
实施例1:
本实施例的铝硅镀层热成形钢的微振辅助激光搭接焊方法包括:
将经过焊前预处理的铝硅镀层热成形钢按照图1所示进行装配组成搭接接头,通过微振辅助,将铝硅镀层热成形钢通过激光送丝工艺进行搭接焊。搭接焊的长度为10mm,搭接焊的间隙为0.1mm。微振工艺中微振设备的振动频率为1300Hz,振幅为0.1mm。激光的入射角度为85°。在激光焊接工艺中,焊接工艺参数为:激光的功率为2kW,焊接的速率为1m/min。采用氩气进行保护时,氩气的流量为15L/min。
焊接后观察整个焊缝成形良好,无飞溅,且为全熔透焊缝。焊缝中心为马氏体和极少量的铁素体;热影响区分为三部分,分别为靠近焊缝的内部热影响区(组织主要为板条马氏体)、中部热影响区(组织为马氏体和铁素体)以及外部热影响区(组织为回火马氏体);外部热影响区为硬度较低的软化区。该工艺的焊缝经拉伸试验,接头断裂在熔合线处;接头拉伸强度可达到750MPa,高于不加振动的搭接接头强度(约450MPa)。
实施例2:
本实施例的铝硅镀层热成形钢的微振辅助激光搭接焊方法包括:
将经过焊前预处理的铝硅镀层热成形钢按照图1所示进行装配组成搭接接头,通过微振辅助,将铝硅镀层热成形钢通过激光送丝工艺进行搭接焊。搭接焊的长度为5mm,搭接焊的间隙为0.1mm。微振工艺中微振设备的振动频率为500Hz,振幅为0.1mm。激光的入射角度为85°。在激光焊接工艺中,焊接工艺参数为:激光的功率为2kW,焊接的速率为1m/min。采用氩气进行保护时,氩气的流量为15L/min。
焊接后观察整个焊缝成形良好,无飞溅,且为全熔透焊缝。焊缝中心为马氏体和少量的铁素体;热影响区分为三部分,分别为靠近焊缝的内部热影响区(组织主要为板条马氏体)、中部热影响区(组织为马氏体和铁素体)以及外部热影响区(组织为回火马氏体);外部热影响区为硬度较低的软化区。该工艺的焊缝经拉伸试验,接头断裂在熔合线处;接头拉伸强度可达到709MPa,高于不加振动的搭接接头强度(约450MPa)
上述对实施例的描述是为了便于该技术领域的普通技术人员能理解和使用本发明。熟悉本领域技术人员显然可以容易的对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中,而不必经过创造性的劳动。因此,本发明不限于上述实施例。本领域技术人员根据本发明的原理,不脱离本发明的范畴所做出的改进和修改都应该在本发明的保护范围之内。
- 铝硅镀层热成形钢的微振辅助激光搭接焊方法
- 铝硅镀层热成形钢的激光送丝焊接方法