一种提高制动盘热疲劳性能的方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明属于材料表面改性领域,涉及一种提高制动盘热疲劳性能的方法,特指一种通过 激光熔覆和激光冲击复合处理协调强化提高制动盘表面涂层与基体的结合强度,改善制动盘 热疲劳性能的方法。
背景技术
制动盘是轨道车辆安全运行和制动承载的最重要部件。当列车时速达到400km/h时,在 制动距离<3700m的前提下,制动盘瞬时温度>800℃,需要承受剧烈的交变热应力和交变 载荷的共同作用,长期服役会导致制动盘摩擦表面产生热疲劳损伤,造成列车制动失效,其 潜在危险巨大。在全世界高铁数量的不断增长及其设计服役寿命的不断延长的背景下,如何 满足制动盘具有优良的热疲劳性能以提高高铁运行的安全性和稳定性是亟需解决的问题。
由于热疲劳损伤通常仅是出现在制动盘的表面,如果报废整个制动盘代价昂贵,同时拆 装制动盘也容易损坏车轴,带来诸多不便。通过在制动盘表面制备一层高性能的耐热材料既 可以提高制动盘的热疲劳性能,又可以大大节约成本。因此,越来越多的研究将焦点放在制 动盘摩擦表面强化的问题上。近年来,能够为工业制造提供一个高效、自动化、清洁、无污 染的生产环境及过程的激光熔覆方法在工业应用上崭露头角。与电火花加工、物理和化学气 相沉积、堆焊、摩擦焊、喷涂等传统材料表面强化方法相比,具有材料几乎不受限制、修复 区与基材呈冶金结合且稀释率低、修复区域形状不受限制、易实现自动化等独特优势。但是, 受激光熔覆过程中热量传输和应力应变影响,在熔覆层与基材结合处极易形成晶粒粗大的柱 状晶、脆性较大的金属间化合物和较大的残余应力,在热疲劳进程中极易成为裂纹源,甚至 导致熔覆层脱落,严重影响其对制动盘热疲劳性能的改善作用。
激光冲击是利用高能短脉冲激光在材料表面和预制在材料表面的吸收层间的相互作用, 诱发超强冲击波使材料表层产生塑性变形和较深的残余压应力场。与传统渗碳(氮)、喷丸等 工艺相比,激光冲击方法不需要介质回收、可控性高,对材料表面粗糙度影响小,对工作环 境要求较低,且产生的残余压应力可达到普通喷丸效果的10倍以上,能够实现材料表面组织 的纳米化。因此,如果能将激光冲击方法运用到激光熔覆表面强化制动盘的强化处理上,通 过激光冲击调控制动盘摩擦表面微观组织使其细化甚至纳米化,并预留适当的残余应力场, 达到同时改善熔覆层耐热性、强韧性以提高制动盘的热疲劳寿命的目的,将有效降低制动盘 发生热疲劳损伤而失效的概率,提高轨道车辆运行的安全性。
发明内容
针对现有技术中存在不足,本发明提供了一种出采用激光冲击的方法对制动盘的激光熔 覆层进行强化处理,以提高制动盘热疲劳性能的工艺方法。
制动盘热疲劳失效主因就是热疲劳裂纹的形成,其过程先是在制动盘摩擦表面产生区域 热斑,然后演变为网状分布的大多深度<0.2mm的龟裂纹,进一步发展为较深的径向裂纹。 传统修复方法通常采取打磨、抛光的方法,导致制动盘越来越薄(属于“减加工”方式)。当 厚度减少超过2mm时,则报废整个制动盘,而且每次修复拆装过程繁杂更容易损坏车轴,制 动盘的维护代价过高。本专利提出采用激光冲击的方法对制动盘的激光熔覆层进行强化处理, 通过激光冲击调控制动盘摩擦表面微观组织使其细化甚至纳米化,并预留适当的残余应力场, 达到同时改善熔覆层耐热性、强韧性以提高制动盘的热疲劳寿命的目的,有效提高制动盘的 热疲劳性能,提高轨道车辆运行的安全性。
本发明是通过以下技术手段实现上述技术目的的。
一种提高制动盘热疲劳性能的工艺方法,本发明首先对构件表面进行激光熔覆处理,再 对其进行激光冲击处理,二者协调强化后极大地提高了构件的热疲劳性能,延长构件的使用 寿命,拓展其应用领域。其具体步骤为:
(1)采用机械打磨或酸洗的方法,对制动盘表面进行清理。
(2)熔覆粉末的制备:
Fe基粉末的化学成分按质量百分比计算,Mn为24~26%、Si为3.5~4.5%、Ni为4.5~ 5.5%、复合稀土为0.08~0.12%、C为0.08~0.12%、余量为Fe,粉末粒度100~240目。其 中,复合稀土的化学成分为:Ce为45~55%、La为25~35%、Nd为10~15%、Pr为4~8%、 Ti为5~8%、B为1~2%、余为Fe。
按比例制得上述Fe基粉末后,在真空球磨机中进行研磨和混合,时间为5~10min,确 保粉末形状为球形或近球形;然后在温度为50~60℃的真空保温箱内保温10~20min,以去 除水分影响。
其中,上述提及的Fe基粉末的优选成分为:化学成分按质量百分比计算,Mn为25%、 Si为4%、Ni为5%、复合稀土为0.1%、C为0.1%、余量为Fe。
(3)激光熔覆工艺:
利用光纤激光器,在氩气保护氛围下,采取同轴送粉的方式对制动盘表面进行激光熔覆 处理,清理后的制动盘应进行预热处理,温度250~300℃。激光熔覆工艺参数为:激光功率: 1600W;扫描速度:400mm/min;光斑直径3mm;搭接率:40%。
送粉速度对熔覆层的厚度具有重要影响,为保证后续激光冲击处理效果,确保熔覆层厚 度(y,单位:um)和送粉速度(x,单位:g/min)的选择应根据如下模型计算:
其中,熔覆层厚度y小于1200um;
(4)退火处理。在1000~1100℃保温12h后,随炉冷却。
(5)打磨,磨掉表面氧化皮,使制动盘表面平整,粗糙度达到Ra 0.5um。
(6)激光冲击工艺。
采用高能灯泵固体激光系统,约束层为K9玻璃,吸收层为0.3mm厚的铝箔。激光冲击 工艺参数为:光斑直径:3.0mm;搭接率:50%;脉宽:20ns;波长:1064nm。
制动盘表面粗糙度对制动盘热疲劳性能具有重要影响,为确保激光冲击后制动盘表面粗 糙度(Z)小于Ra 0.35um,激光能量(a)的选择应根据如下模型计算:
其中,激光能量优选为5J。
本发明的有益效果为:
鉴于龟裂纹通常仅是出现在制动盘的表面,区别于传统的“减加工”方式,本发明采用 激光熔覆+激光冲击,属于增材制造方式,一方面激光冲击可以细化熔覆Fe基涂层晶粒,预 制残余压应力,改善熔覆层与基体间的结合性能,另一方面高温下涂层组织会发生马氏体相 变,耗散能量,提高制动盘的热疲劳性能。通过本发明的实施,能够有效提升制动盘的热疲 劳性能,既能降低由制动盘热疲劳失效带来的经济损失,同时也能显著提高轨道车辆运行的 安全性。
附图说明
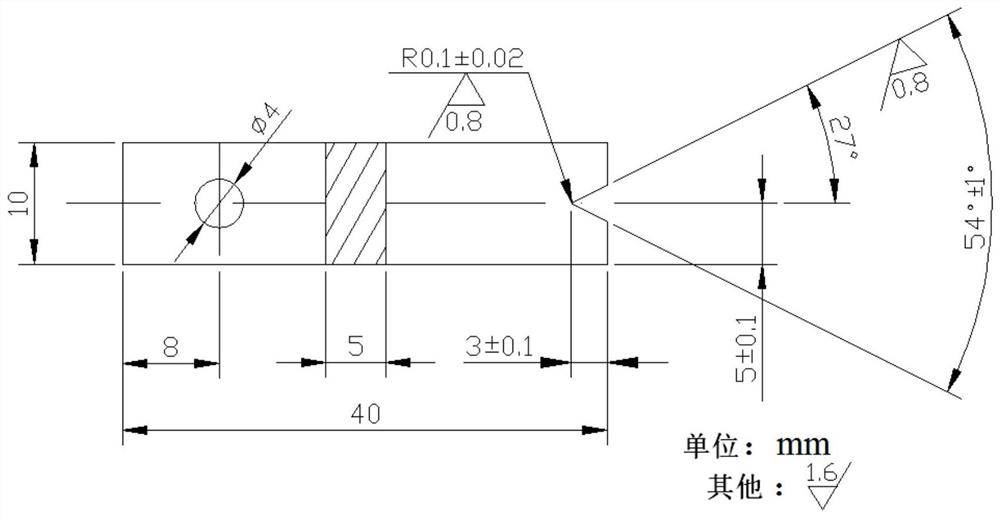
图1为本发明采用线切割的方式在制动盘复合强化表面上切取的热疲劳试样。
具体实施方式
本发明所述的一种提高制动盘热疲劳性能的工艺方法,按照下述步骤进行:
(1)采用机械打磨或酸洗的方法,对制动盘表面进行清理。
(2)熔覆粉末的制备:
Fe基粉末的化学成分按质量百分比计算,Mn为24~26%、Si为3.5~4.5%、Ni为4.5~ 5.5%、复合稀土为0.08~0.12%、C为0.08~0.12%、余量为Fe,粉末粒度100~240目。其 中,复合稀土的化学成分为:Ce为45~55%、La为25~35%、Nd为10~15%、Pr为4~8%、 Ti为5~8%、B为1~2%、余为Fe。激光熔覆工艺前,需要将上述粉末在真空球磨机中进行 研磨和混合,时间为5~10min,确保粉末形状为球形或近球形;然后在温度为50~60℃的真 空保温箱内保温10~20min,以去除水分影响。
(3)激光熔覆工艺。利用光纤激光器,在氩气保护氛围下,采取同轴送粉的方式对制动 盘表面进行激光熔覆处理。清理后的制动盘应进行预热处理,温度250~300℃。激光熔覆工 艺参数:激光功率为1600W、扫描速度为400mm/min、光斑直径为3mm、搭接率为40%。为保证后续激光冲击处理效果,确保熔覆层厚度(y,单位:um)小于1200um,送粉速度(x, 单位:g/min)的选择应根据如下模型计算:
(4)退火处理在1000℃保温12h后,随炉冷却。
(5)打磨,磨掉表面氧化皮,使制动盘表面平整,粗粗度达到Ra 0.5um。
(6)激光冲击工艺。采用高能灯泵固体激光系统,约束层为K9玻璃,吸收层为0.3mm厚的铝箔。激光冲击工艺参数:光斑直径为3.0mm、搭接率为50%、脉宽为20ns、波长为1064nm。为确保激光冲击后制动盘表面粗糙度(Z)小于Ra 0.35um,激光能量(a)的选择 应根据如下模型计算:
最后,对经过上述激光熔覆+激光冲击复合强化处理的制动盘进行热疲劳实验。采用线切 割的方式在制动盘复合强化表面上切取如图1所示热疲劳试样。热疲劳实验所用试样要先进 行机械抛光,然后在光学显微镜(OM)下观察,选用缺口区域无裂纹和气孔等缺陷的试样进 行热疲劳实验。热疲劳实验在LRP1200型冷热疲劳试验机上进行。实验条件均为室温、大气 环境。循环温度为室温至400℃和室温至600℃两种。加热过程采用设时控制,到最高温度后 保温120s,用电位差计对加热炉进行校温,所测得的温度误差范围为±2℃;冷却过程使用 循环冷却水,试样入水深度为(20±1)mm,在水中时间为20s。加热、冷却各一次是完成 一个循环,循环次数记为1次。以裂纹生长长度为0.1mm时循环计数终止,此时的循环次数 表示为相应的热疲劳性能。
实施例1
制动盘材质为40CrNiMo,其强化工艺按照下述步骤进行:
(1)采用机械打磨或酸洗的方法,对制动盘表面进行清理。
(2)熔覆粉末的制备。Fe基粉末的化学成分按质量百分比计算,Mn为24%、Si为3.5%、Ni为4.5%、复合稀土为0.08%、C为0.08%、余量为Fe,粉末粒度100~240目。其中,复 合稀土的化学成分为:Ce为45~55%、La为25~35%、Nd为10~15%、Pr为4~8%、Ti 为5~8%、B为1~2%、余为Fe。激光熔覆工艺前,需要将上述粉末在真空球磨机中进行研 磨和混合,时间为5~10min,确保粉末形状为球形或近球形;然后在温度为50~60℃的真空保温箱内保温10~20min,以去除水分影响。
(3)激光熔覆工艺。利用光纤激光器,在氩气保护氛围下,采取同轴送粉的方式对制动 盘表面进行激光熔覆处理。清理后的制动盘应进行预热处理,温度250~300℃。激光熔覆工 艺参数:激光功率为1600W、扫描速度为400mm/min、光斑直径为3mm、搭接率为40%、送粉速度为7.1g/min、熔覆层厚度为651.3um。
(4)退火处理在1000℃保温12h后,随炉冷却。
(5)打磨,磨掉表面氧化皮,使制动盘表面平整,粗粗度达到Ra 0.5um。
(6)激光冲击工艺。采用高能灯泵固体激光系统,约束层为K9玻璃,吸收层为0.3mm厚的铝箔。激光冲击工艺参数:光斑直径为3.0mm、搭接率为50%、脉宽为20ns、波长为1064nm、激光能量为4J、制动盘表面粗糙度为0.18um。
最后,对经过上述激光熔覆+激光冲击复合强化处理的制动盘进行热疲劳实验。采用线切 割的方式在制动盘复合强化表面上切取如图1所示热疲劳试样。热疲劳实验所用试样要先进 行机械抛光,然后在光学显微镜(OM)下观察,选用缺口区域无裂纹和气孔等缺陷的试样进 行热疲劳实验。热疲劳实验在LRP1200型冷热疲劳试验机上进行。实验条件均为室温、大气 环境。循环温度为室温至400℃和室温至600℃两种。加热过程采用设时控制,到最高温度后 保温120s,用电位差计对加热炉进行校温,所测得的温度误差范围为±2℃;冷却过程使用 循环冷却水,试样入水深度为(20±1)mm,在水中时间为20s。加热、冷却各一次是完成 一个循环,循环次数记为1次。以裂纹生长长度为0.1mm时循环计数终止,此时的循环次数 表示为相应的热疲劳性能,如表1所示。
实施例2
制动盘材质为40CrNiMo,其强化工艺按照下述步骤进行:
(1)采用机械打磨或酸洗的方法,对制动盘表面进行清理。
(2)熔覆粉末的制备。Fe基粉末的化学成分按质量百分比计算,Mn为26%、Si为4.5%、 Ni为5.5%、复合稀土为0.12%、C为0.12%、余量为Fe,粉末粒度100~240目。其中,复 合稀土的化学成分为:Ce为45~55%、La为25~35%、Nd为10~15%、Pr为4~8%、Ti 为5~8%、B为1~2%、余为Fe。激光熔覆工艺前,需要将上述粉末在真空球磨机中进行研 磨和混合,时间为5~10min,确保粉末形状为球形或近球形;然后在温度为50~60℃的真空保温箱内保温10~20min,以去除水分影响。
(3)激光熔覆工艺。利用光纤激光器,在氩气保护氛围下,采取同轴送粉的方式对制动 盘表面进行激光熔覆处理。清理后的制动盘应进行预热处理,温度250~300℃。激光熔覆工 艺参数:激光功率为1600W、扫描速度为400mm/min、光斑直径为3mm、搭接率为40%、送粉速度为11.8g/min、熔覆层厚度为1150.5um。
(4)退火处理在1000℃保温12h后,随炉冷却。
(5)打磨,磨掉表面氧化皮,使制动盘表面平整,粗粗度达到Ra 0.5um。
(6)激光冲击工艺。采用高能灯泵固体激光系统,约束层为K9玻璃,吸收层为0.3mm厚的铝箔。激光冲击工艺参数:光斑直径为3.0mm、搭接率为50%、脉宽为20ns、波长为1064nm、激光能量为6J、制动盘表面粗糙度为0.34um。
最后,对经过上述激光熔覆+激光冲击复合强化处理的制动盘进行热疲劳实验。采用线切 割的方式在制动盘复合强化表面上切取如图1所示热疲劳试样。热疲劳实验所用试样要先进 行机械抛光,然后在光学显微镜(OM)下观察,选用缺口区域无裂纹和气孔等缺陷的试样进 行热疲劳实验。热疲劳实验在LRP1200型冷热疲劳试验机上进行。实验条件均为室温、大气 环境。循环温度为室温至400℃和室温至600℃两种。加热过程采用设时控制,到最高温度后 保温120s,用电位差计对加热炉进行校温,所测得的温度误差范围为±2℃;冷却过程使用 循环冷却水,试样入水深度为(20±1)mm,在水中时间为20s。加热、冷却各一次是完成 一个循环,循环次数记为1次。以裂纹生长长度为0.1mm时循环计数终止,此时的循环次数 表示为相应的热疲劳性能,如表1所示。
实施例3
制动盘材质为40CrNiMo,其强化工艺按照下述步骤进行:
(1)采用机械打磨或酸洗的方法,对制动盘表面进行清理。
(2)熔覆粉末的制备。Fe基粉末的化学成分按质量百分比计算,Mn为25%、Si为4%、 Ni为5%、复合稀土为0.1%、C为0.1%、余量为Fe,粉末粒度100~240目。其中,复合稀土的化学成分为:Ce为45~55%、La为25~35%、Nd为10~15%、Pr为4~8%、Ti为5~ 8%、B为1~2%、余为Fe。激光熔覆工艺前,需要将上述粉末在真空球磨机中进行研磨和混 合,时间为5~10min,确保粉末形状为球形或近球形;然后在温度为50~60℃的真空保温箱 内保温10~20min,以去除水分影响。
(3)激光熔覆工艺。利用光纤激光器,在氩气保护氛围下,采取同轴送粉的方式对制动 盘表面进行激光熔覆处理。清理后的制动盘应进行预热处理,温度250~300℃。激光熔覆工 艺参数:激光功率为1600W、扫描速度为400mm/min、光斑直径为3mm、搭接率为40%、送粉速度为9.4g/min、熔覆层厚度为948.5um。
(4)退火处理在1000℃保温12h后,随炉冷却。
(5)打磨,磨掉表面氧化皮,使制动盘表面平整,粗粗度达到Ra 0.5um。
(6)激光冲击工艺。采用高能灯泵固体激光系统,约束层为K9玻璃,吸收层为0.3mm厚的铝箔。激光冲击工艺参数:光斑直径为3.0mm、搭接率为50%、脉宽为20ns、波长为1064nm、激光能量为5J、制动盘表面粗糙度为0.265um。
最后,对经过上述激光熔覆+激光冲击复合强化处理的制动盘进行热疲劳实验。采用线切 割的方式在制动盘复合强化表面上切取如图1所示热疲劳试样。热疲劳实验所用试样要先进 行机械抛光,然后在光学显微镜(OM)下观察,选用缺口区域无裂纹和气孔等缺陷的试样进 行热疲劳实验。热疲劳实验在LRP1200型冷热疲劳试验机上进行。实验条件均为室温、大气 环境。循环温度为室温至400℃和室温至600℃两种。加热过程采用设时控制,到最高温度后 保温120s,用电位差计对加热炉进行校温,所测得的温度误差范围为±2℃;冷却过程使用 循环冷却水,试样入水深度为(20±1)mm,在水中时间为20s。加热、冷却各一次是完成 一个循环,循环次数记为1次。以裂纹生长长度为0.1mm时循环计数终止,此时的循环次数 表示为相应的热疲劳性能,如表1所示。
对比例1
制动盘材质为40CrNiMo,采用线切割的方式在制动盘制动表面上切取如图1所示热疲劳 试样。热疲劳实验所用试样要先进行机械抛光,然后在光学显微镜(OM)下观察,选用缺口 区域无裂纹和气孔等缺陷的试样进行热疲劳实验。热疲劳实验在LRP1200型冷热疲劳试验机 上进行。实验条件均为室温、大气环境。循环温度为室温至400℃和室温至600℃两种。加热 过程采用设时控制,到最高温度后保温120s,用电位差计对加热炉进行校温,所测得的温度 误差范围为±2℃;冷却过程使用循环冷却水,试样入水深度为(20±1)mm,在水中时间为 20s。加热、冷却各一次是完成一个循环,循环次数记为1次。以裂纹生长长度为0.1mm时 循环计数终止,此时的循环次数表示为相应的热疲劳性能,如表1所示。
对比例2
制动盘材质为40CrNiMo,其强化工艺按照下述步骤进行:
(1)采用机械打磨或酸洗的方法,对制动盘表面进行清理。
(2)熔覆粉末的制备。Fe基粉末的化学成分按质量百分比计算,Mn为25%、Si为4%、 Ni为5%、复合稀土为0.1%、C为0.1%、余量为Fe,粉末粒度100~240目。其中,复合稀土的化学成分为:Ce为45~55%、La为25~35%、Nd为10~15%、Pr为4~8%、Ti为5~ 8%、B为1~2%、余为Fe。激光熔覆工艺前,需要将上述粉末在真空球磨机中进行研磨和混 合,时间为5~10min,确保粉末形状为球形或近球形;然后在温度为50~60℃的真空保温箱 内保温10~20min,以去除水分影响。
(3)激光熔覆工艺。利用光纤激光器,在氩气保护氛围下,采取同轴送粉的方式对制动 盘表面进行激光熔覆处理。清理后的制动盘应进行预热处理,温度250~300℃。激光熔覆工 艺参数:激光功率为1600W、扫描速度为400mm/min、光斑直径为3mm、搭接率为40%、送粉速度为9.4g/min、熔覆层厚度为948.5um。
(4)退火处理在1000℃保温12h后,随炉冷却。
(5)打磨,磨掉表面氧化皮,使制动盘表面平整,粗粗度达到Ra 0.5um。
采用线切割的方式在制动盘强化表面上切取如图1所示热疲劳试样。热疲劳实验所用试 样要先进行机械抛光,然后在光学显微镜(OM)下观察,选用缺口区域无裂纹和气孔等缺陷 的试样进行热疲劳实验。热疲劳实验在LRP1200型冷热疲劳试验机上进行。实验条件均为室 温、大气环境。循环温度为室温至400℃和室温至600℃两种。加热过程采用设时控制,到最 高温度后保温120s,用电位差计对加热炉进行校温,所测得的温度误差范围为±2℃;冷却 过程使用循环冷却水,试样入水深度为(20±1)mm,在水中时间为20s。加热、冷却各一 次是完成一个循环,循环次数记为1次。以裂纹生长长度为0.1mm时循环计数终止,此时的 循环次数表示为相应的热疲劳性能,如表1所示。
对比例3
制动盘材质为40CrNiMo,其强化工艺按照下述步骤进行:
(1)采用机械打磨或酸洗的方法,对制动盘表面进行清理。
(2)激光冲击工艺。采用高能灯泵固体激光系统,约束层为K9玻璃,吸收层为0.3mm厚的铝箔。激光冲击工艺参数:光斑直径为3.0mm、搭接率为50%、脉宽为20ns、波长为1064nm、激光能量为5J、制动盘表面粗糙度为0.265um。
采用线切割的方式在制动盘强化表面上切取如图1所示热疲劳试样。热疲劳实验所用试 样要先进行机械抛光,然后在光学显微镜(OM)下观察,选用缺口区域无裂纹和气孔等缺陷 的试样进行热疲劳实验。热疲劳实验在LRP1200型冷热疲劳试验机上进行。实验条件均为室 温、大气环境。循环温度为室温至400℃和室温至600℃两种。加热过程采用设时控制,到最 高温度后保温120s,用电位差计对加热炉进行校温,所测得的温度误差范围为±2℃;冷却 过程使用循环冷却水,试样入水深度为(20±1)mm,在水中时间为20s。加热、冷却各一 次是完成一个循环,循环次数记为1次。以裂纹生长长度为0.1mm时循环计数终止,此时的 循环次数表示为相应的热疲劳性能,如表1所示。
通过表1可以看出:实施例是当前高铁制动盘应用较多的铸钢材料。经本发明专利工艺 强化后,制动盘的热疲劳性能均有大幅度的提升,尤其是在600℃下热疲劳性能的提升有利 于促使制动盘应用在时速更快的高铁工况环境中。
总之,本发明专利提出的激光熔覆+激光冲击的复合强化处理工艺方法可以显著提高制动 盘的热疲劳性能。
表1不同强化工艺制备制动盘的热疲劳性能
所述实施例为本发明的优选的实施方式,但本发明并不限于上述实施方式,在不背离本 发明的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换或变型均 属于本发明的保护范围。
- 一种提高制动盘热疲劳性能的方法
- 一种提高铝合金材料热疲劳性能的工艺方法