一种汽车内饰件的双色电镀加工方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于汽车内饰件加工技术领域,特别涉及一种汽车内饰件的双色电镀加工方法。
背景技术
汽车内饰件在汽车制造业中占有很大比例,例如汽车的把手、内饰板、内侧围板、前围装饰板等均属于汽车内部装饰件,这些装饰件均是先注塑成型,然后再通过表面处理技术进行处理,达到较高的质量,较好的外观以及较强的性能,从而让汽车内部的功能多远化,而且经过表面处理的装饰件因其主体是塑性材质,且其表面电镀金属,这样的装饰件能够保证较轻的质量和较好的美观性。
现有技术中,ABS&PC复合塑料材质的汽车内饰件在注塑成型及表面电镀处理过程中,需要使用多道工序才能加工完成,具体步骤为:1、ABS件毛坯注塑;2、PC件毛胚注塑;3、ABS件电镀;4、ABS电镀件和PC件组装;这种加工方法工序复杂,不能将ABS&PC零件一次性注塑成型,不仅延长了生产周期,增加了人工成本,而且组装后的零件质量得不到保证。
发明内容
本发明针对现有技术存在的不足,提供了一种汽车内饰件的双色电镀加工方法,具体技术方案如下:
一种汽车内饰件的双色电镀加工方法,该双色电镀加工方法包括以下步骤:
S1:双色注塑
注塑时,首先,装配好双色注塑模具,然后,注塑机台自动按照PLC设定的流程,先注塑出PC部分,完成后,双色注塑模具在注塑机内自动旋转再进行ABS电镀部分的成型与包胶,从而实现一次性成型到位,得到双色塑料坯件;
S2:双色毛坯件的电镀与解胶
S2.1电镀前处理
将上述S1步骤中得到的双色塑料坯件依次进行除油、亲水、粗化、中和以及钯水活化工序,得到电镀前处理后的双色塑料坯件;
S2.2解胶
将上述S2.1中得到的电镀前处理后的双色塑料坯件放入已配置好的解胶药水中浸泡,通过解胶药水控制双色塑料坯件的PC面不会上镀,根据ABS受镀部分的结构面材质的不同,采用不同浓度的解胶药水;
S2.2化学镀
将上述S2.2步骤中解胶后的工件放入盛有镀液的容器中浸泡而得到双色塑料电镀件。
进一步地,上述S2.2步骤中的所述镀液为铜镀液、镍镀液以及铬镀液中的任意一种。
进一步地,所述解胶药水主要由以下成分混合组成:
氢氧化钠3~15g/L、乙二胺四乙酸二钠1~10g/L、碳酸钠1~10g/L。
进一步地,所述双色模具包括前模具和后模具,所述前模具与所述后模具可分离地对接配合;
所述前模具包括前模底板,所述前模底板的顶面等间距垂直设置有三个第一方铁,相邻所述第一方铁之间分别水平设置有第一射上固定板和第二射上固定板,所述第一射上固定板上设置有第一射热流道板,所述第二射上固定板上设置有第二射热流道板,相邻所述第一方铁的顶面上分别架设有第一射前模板和第二射前模板,所述第一射热流道板与第一射前模板之间通过导柱滑动连接,所述第二射热流道板与第二射前模板之间通过导柱滑动连接,所述第一前模板与第二前模板之间通过前模挤紧块连接,所述第一前模板内设置有第一前模仁,所述第二前模板内设置有第二前模仁;
所述后模具包括后模底板,所述后模底板的顶面两端分别水平相对设置有第一射下固定板和第二射下固定板,所述第一射下固定板和第二射下固定板的顶面两端分别竖直相对设置有第二方铁,相邻所述第二方铁之间分别水平设置有第一射下顶针板和第二射下顶针板,所述第一射下顶针板的顶面对接设置有第一射上顶针板,所述第二射下顶针板的顶面对接设置有第二射上顶针板,相邻所述第二方铁的顶面上分别架设有第一射后模板和第二射后模板,所述第一上顶针板与第一射后模板之间通过导柱滑动连接,所述第二上顶针板与第二射后模板之间通过导柱滑动连接,所述第一射后模板内设置有第一射后模仁,所述第二射后模板内设置有第二射后模仁。
本发明的有益效果是:
本发明通过双色注塑模具将ABS&PC零件一次性注塑成型,然后,直接双色电镀,并根据PC与ABS的性质不同,通过解胶药水保证PC面在电镀时不会上镀;本发明在工序上节省了一次注塑工序和一次组装工序,从而简化了生产工序,压缩了生产周期,不仅提高了汽车内饰件的产量和质量,也提高了工作效率,减少了人工成本;同时,受镀零件的PC背面不会再上镀层,节省了原材料成本。
附图说明
图1示出了本发明的双色模具中前模具的立体结构示意图;
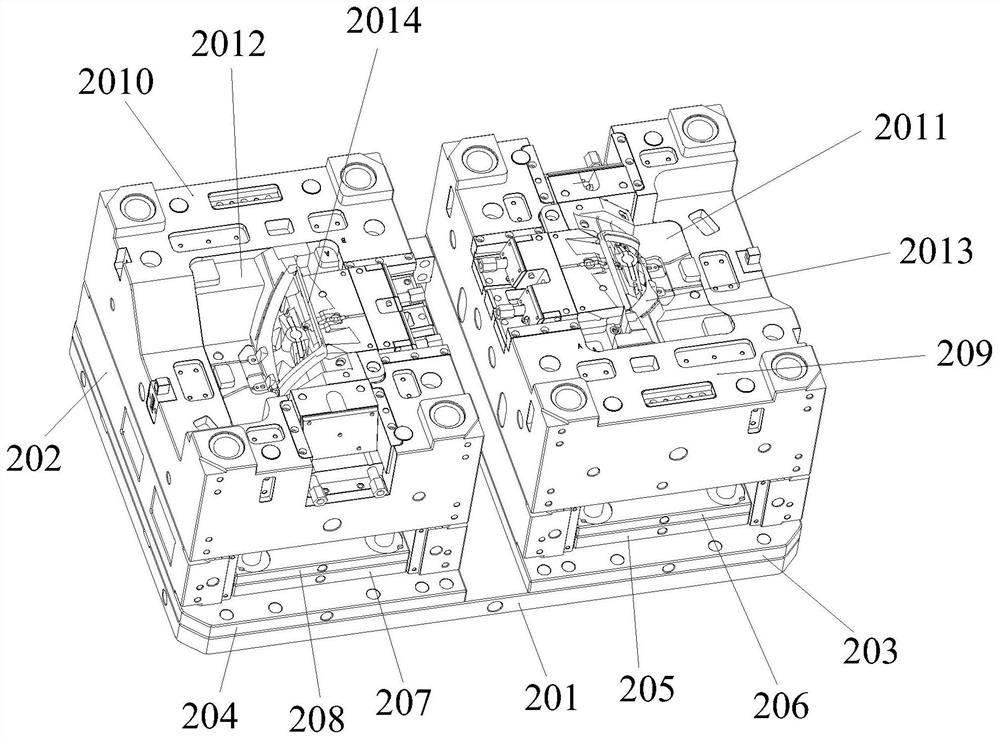
图2示出了本发明的双色模具中后模具的立体结构示意图。
图中所示:1、前模具;101、前模底板;102、第一方铁;103、第一射上固定板;104、第二射上固定板;105、第一射热流道板;106、第二射热流道板;107、第一射前模板;108、第二射前模板;109、前模挤紧块;1010、第一前模仁;1011、第二前模仁;2、下模具;201、后模底板;202、第二方铁;203、第一射下固定板;204、第二射下固定板;205、第一射下顶针板;206、第一射上顶针板;207、第二射下顶针板;208、第二射上顶针板;209、第一射后模板;2010、第二射后模板;2011、第一射后模仁;2012、第一射后模仁;2013、第一射PC材质件;2014、第二射ABS材质件。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
一种汽车内饰件的双色电镀加工方法,该双色电镀加工方法包括以下步骤:
S1:双色注塑
注塑时,首先,装配好双色注塑模具,然后,注塑机台自动按照PLC设定的流程,先注塑出PC部分,完成后,双色注塑模具在注塑机内自动旋转再进行ABS电镀部分的成型与包胶,从而实现一次性成型到位,得到双色塑料坯件;
S2:双色毛坯件的电镀与解胶
S2.1电镀前处理
将上述S1步骤中得到的双色塑料坯件依次进行除油、亲水、粗化、中和以及钯水活化工序,得到电镀前处理后的双色塑料坯件;
S2.2解胶
将上述S2.1中得到的电镀前处理后的双色塑料坯件放入已配置好的解胶药水中浸泡,通过解胶药水控制双色塑料坯件的PC面不会上镀,根据ABS受镀部分的结构面材质的不同,采用不同浓度的解胶药水;
S2.2化学镀
将上述S2.2步骤中解胶后的工件放入盛有镀液的容器中浸泡而得到双色塑料电镀件。
通过上述技术方案,该双色电镀加工方法通过双色注塑模具将ABS&PC零件一次性注塑成型,然后,直接双色电镀,并根据PC与ABS的性质不同,通过解胶药水保证PC面在电镀时不会上镀;该双色电镀加工方法在工序上节省了一次注塑工序和一次组装工序,从而简化了生产工序,压缩了生产周期,不仅提高了汽车内饰件的产量和质量,也提高了工作效率,减少了人工成本;同时,受镀零件的PC背面不会再上镀层,节省了原材料成本。
上述S2.2步骤中的所述镀液为铜镀液、镍镀液以及铬镀液中的任意一种。
所述解胶药水主要由以下成分混合组成:
氢氧化钠3~15g/L、乙二胺四乙酸二钠1~10g/L、碳酸钠1~10g/L。
通过上述技术方案,由于电镀车间环境呈酸性,在使用过程中会有一定的酸碱中和,使解胶药水容易失效,故在本解胶药水中,添加适当量的乙二胺四乙酸二钠作为络合稳定剂,以获得碱性解胶药水的更长使用周期,稳定双色注塑件的生产工艺。
如图1和2所示,所述双色模具包括前模具和后模具,所述前模具与所述后模具可分离地对接配合;
所述前模具包括前模底板,所述前模底板的顶面等间距垂直设置有三个第一方铁,相邻所述第一方铁之间分别水平设置有第一射上固定板和第二射上固定板,所述第一射上固定板上设置有第一射热流道板,所述第二射上固定板上设置有第二射热流道板,相邻所述第一方铁的顶面上分别架设有第一射前模板和第二射前模板,所述第一射热流道板与第一射前模板之间通过导柱滑动连接,所述第二射热流道板与第二射前模板之间通过导柱滑动连接,所述第一前模板与第二前模板之间通过前模挤紧块连接,所述第一前模板内设置有第一前模仁,所述第二前模板内设置有第二前模仁;
所述后模具包括后模底板,所述后模底板的顶面两端分别水平相对设置有第一射下固定板和第二射下固定板,所述第一射下固定板和第二射下固定板的顶面两端分别竖直相对设置有第二方铁,相邻所述第二方铁之间分别水平设置有第一射下顶针板和第二射下顶针板,所述第一射下顶针板的顶面对接设置有第一射上顶针板,所述第二射下顶针板的顶面对接设置有第二射上顶针板,相邻所述第二方铁的顶面上分别架设有第一射后模板和第二射后模板,所述第一上顶针板与第一射后模板之间通过导柱滑动连接,所述第二上顶针板与第二射后模板之间通过导柱滑动连接,所述第一射后模板内设置有第一射后模仁,所述第二射后模板内设置有第二射后模仁。
通过上述技术方案,设置的双色注塑模具可以把两种材质部分的模具归集到一副模具上,该双色注塑模具能够将ABS&PC零件一次性注塑成型,在工序上节省了一次注塑工序和一次组装工序,从而简化了生产工序。
本发明的工作原理是:
(一)双色注塑
本发明在模具设计上,设计两种材质于一套双色模具上,并设计控制第一射与第二射的交接封胶;
双色模具流道的合理设计,主要用于补偿压力、以及控制冷料;
注塑过程中,通过控制塑件的应力,防止电镀粗化不到位导致漏镀、开裂等问题;
注塑时,首先,装配好双色注塑模具,然后,注塑机台自动按照PLC设定的流程,先注塑出PC部分,完成后,双色注塑模具在注塑机内自动旋转再进行ABS电镀部分的成型与包胶,从而实现一次性成型到位;
(二)双色毛坯件的电镀与解胶
电镀时,通过解胶药水控制工件的PC面不会上镀,根据ABS受镀部分的结构面材质的不同,采用不同浓度的碱性解胶药水;解胶中的有效成分对工件表面的锡酸盐发生适当的化学反应,使PC面不会上镀;同时,由于电镀车间环境呈酸性,在使用过程中会有一定的酸碱中和,使解胶药水容易失效,故在本解胶药水中,添加适当量的乙二胺四乙酸二钠作为络合稳定剂,以获得碱性解胶药水的更长使用周期,稳定双色注塑件的生产工艺。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。